一种可拼棒铝棒热切锯的制作方法
1.本发明涉及切锯设备技术领域,特别是涉及一种可拼棒铝棒热切锯。
背景技术:
2.铝棒在进行型材加工时需要将经过加热的长铝棒锯切成短棒再制成型材,目前一般通过剪断或切锯的方式进行分割。而剪断时铝棒的剪断口容易变形,同时断面容易产生塌口影响型材的质量。公开号为cn210648785u公开了一种采用升降式退棒机构的铝棒热锯切机,包括机架,机架上设置有锯切主机,锯切主机前侧设置有出棒机构,锯切主机后侧设置有滚轮组件,出棒机构下方设置有一可上下升降的退棒机构,出棒机构在退棒机构上下升降时能够为退棒机构让出空间。本实用新型一种采用升降式退棒机构的铝棒热锯切机,它采用上下升降式的退棒机构,设备整体占据横向空间较小,使用过程中退棒机构不易碰撞操作人员,大大提高了设备使用的安全性。
3.然而上述铝棒热锯切机还存在以下不足:一、无拼棒功能,有废棒头产生,铝棒利用率低,例如铝棒设定为3米时,3.5米长的铝棒切锯后将产生大约0.5米的废棒头;二、锯切采用普通电机驱动或手动调整,精确度低,造成挤压的型材长短不一成品率低;三、线性滑轨水平设置在机架上,锯切主机通过水平锯切方式对铝棒进行切割。而水平锯切方式的锯切阻力大,严重影响锯片的使用寿命。因此目前需要一种新型铝棒热切锯用以解决上述问题。
技术实现要素:
4.本发明的目的是克服了现有技术的问题,提供了一种可拼棒铝棒热切锯。
5.为了达到上述目的,本发明采用以下方案:
6.一种可拼棒铝棒热切锯,包括机架,机架上设有切锯装置,机架上斜坡式设置有第一直线导轨,第一直线导轨上设有第一伺服电机和切锯组件,切锯组件可通过第一伺服电机在第一直线导轨上往返滑动,机架上还设置有:
7.进棒装置,进棒装置包括升降滚轮组件和平移滚轮组件;进棒装置中的进棒轮均为从动滚轮分上下两层,上层由气缸驱动平移的平移滚轮组件、下层由气缸驱动升降的升降滚轮组件,实现自动拼棒功能,无废棒头产生,铝棒利用率高。
8.定尺夹棒装置,定尺夹棒装置包括第二直线导轨、第二伺服电机、定尺架以及安装在第二直线导轨上的撞头和移棒夹钳,移棒夹钳可夹持铝棒在进棒装置上移动;
9.压棒装置,压棒装置设于锯棒工位一侧,压棒装置包括设于机架一侧的压臂气缸和可翻转的压臂,压臂与压臂气缸连接,压臂气缸驱动压臂旋转后将铝棒压在平移滚轮组件上防止铝棒在切锯时滑动;
10.接棒装置,接棒装置设于锯棒工位一侧;
11.控制系统,控制系统与第一伺服电机、第二伺服电机连接。
12.进一步的,切锯组件通过安装座设于第一直线导轨上,第一伺服电机通过滚珠丝
杆与安装座连接;切锯组件包括锯片电机、锯切主轴以及固设于锯切主轴上的锯片,锯片电机通过安装座设于直线导轨后端,锯切主轴通过安装座设于直线导轨前端,锯切主轴与锯片电机通过传动装置连接。切锯组件通过直线导轨斜坡式设置于机架上,伺服电机通过滚珠丝杆驱使安装座缓慢下行,即可使锯片对固定在机架上的铝棒进行斜坡式锯切。利用斜坡式锯切代替水平锯切方式减小锯切阻力从而提高锯片使用寿命,降低生产成本。
13.进一步的,安装座上还设有用于回收铝屑的锯罩、旋风式吸屑器、铝屑打包机和铝饼输送系统。
14.进一步的,第一直线导轨数量为2,第一伺服电机与滚珠丝杆均设于两条第一直线导轨的中间位置。
15.进一步的,平移滚轮组件包括设于机架上的第三直线导轨,第三直线导轨上设有轴座底板,轴座底板下方设有连接耳板,第三直线导轨一端设有平移气缸,平移气缸通过轴销和连接耳板与轴座底板连接,轴座底板上设有若干用于安装连体滚轮的安装块,安装块内均设有用于连接连体滚轮的深沟球轴承。
16.进一步的,第二直线导轨通过支架固设于平移滚轮组件上方,第二直线导轨一侧设有丝杆,第二伺服电机设于丝杆一端,第二伺服电机与控制系统连接,移棒夹钳通过第二伺服电机在第二直线导轨上滑动。
17.进一步的,升降滚轮组件包括升降板和设于升降板上方的若干v形滚轮,升降板下方设有升降气缸以及设于升降气缸两侧的导杆安装座,导杆安装座上设有导杆,导杆与机架上的连接梁连接。
18.与现有的技术相比,本发明具有如下优点:进棒装置中的进棒轮均为从动滚轮分上下两层,上层由气缸驱动平移的平移滚轮组件、下层由气缸驱动升降的升降滚轮组件,实现自动拼棒功能,无废棒头产生,铝棒利用率高。在定尺夹棒装置的驱动下把炉内热铝棒自动送进锯切工位锯切铝棒,精确度高,造成挤压的型材长短一致成品率高。切锯组件通过直线导轨斜坡式设置于机架上,伺服电机通过滚珠丝杆驱使安装座缓慢下行,即可使锯片对固定在机架上的铝棒进行斜坡式锯切。利用斜坡式锯切代替水平锯切方式减小锯切阻力从而提高锯片使用寿命,降低生产成本。
附图说明
19.下面结合附图和具体实施方式对本技术作进一步详细的说明。
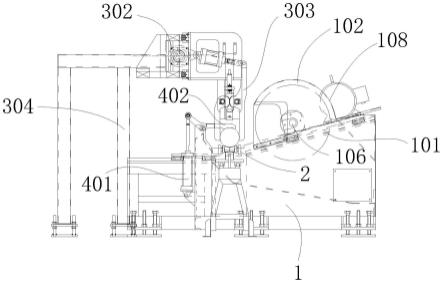
20.图1是本发明的一种可拼棒铝棒热切锯的侧面整体结构示意图。
21.图2是本发明的一种可拼棒铝棒热切锯的俯视结构图。
22.图3是本发明的一种可拼棒铝棒热切锯进棒装置的结构示意图。
23.图4是本发明的一种可拼棒铝棒热切锯进棒装置的结构示意图。
具体实施方式
24.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
25.如图1-4所示,一种可拼棒铝棒热切锯,包括机架1,如图1和2所示,机架1上设有切锯装置,机架1上斜坡式设置有第一直线导轨101,第一直线导轨101上设有第一伺服电机
103和切锯组件102,切锯组件102可通过第一伺服电机103在第一直线导轨101上往返滑动,机架1上还设置有:
26.进棒装置2,如图1-4所示,进棒装置2包括升降滚轮组件201和平移滚轮组件202;进棒装置2中的进棒轮均为从动滚轮分上下两层,上层由气缸驱动平移的平移滚轮组件202、下层由气缸驱动升降的升降滚轮组件201,实现自动拼棒功能,无废棒头产生,铝棒利用率高。
27.定尺夹棒装置3,如图1和2所示,定尺夹棒装置3包括第二直线导轨301、第二伺服电机302、定尺架以及安装在第二直线导轨301上的撞头和移棒夹钳303,移棒夹钳303可夹持铝棒在进棒装置2上移动;热铝从炉内出到热锯进棒装置2的滚轮上,当滚轮处检测到铝棒时定尺夹棒装置3的撞头下降并由第二伺服电机302经丝杠驱动在第二直线导轨301上的定尺夹棒机构前进。当撞头检测到铝棒时撞头上升移棒夹钳303夹住铝棒并将铝棒拖至设定位置后,移棒夹钳303打开并后退。在定尺夹棒装置3的驱动下把炉内热铝棒自动送进锯切工位锯切铝棒,精确度高,造成挤压的型材长短一致成品率高。
28.压棒装置,如图1和2所示,压棒装置设于锯棒工位一侧,压棒装置包括设于机架1一侧的压臂气缸401和可翻转的压臂402,压臂402与气缸连接,气缸驱动压臂402翻转后将铝棒压在平移滚轮组件202上防止铝棒在切锯时滑动。压棒装置压着铝棒后,切锯组件102由第一伺服电机103经滚珠丝杆104驱动在第一直线导轨101上的锯切主轴106进刀,锯切铝棒成设定的定尺长度后锯切主轴106退回。
29.接棒装置5,如图1和2所示,接棒装置5设于锯棒工位一侧;
30.控制系统,控制系统与第一伺服电机103、第二伺服电机302连接。
31.优选的,如图2所示,切锯组件102通过安装座设于第一直线导轨101上,第一伺服电机103通过滚珠丝杆104与安装座连接;切锯组件102包括锯片电机105、锯切主轴106以及固设于锯切主轴106上的锯片107,锯片电机105通过安装座设于第一直线导轨101后端,锯切主轴106通过安装座设于第一直线导轨101前端,锯切主轴106与锯片电机105通过传动装置连接。切锯组件102通过直线导轨斜坡式设置于机架1上,伺服电机通过滚珠丝杆104驱使安装座缓慢下行,即可使锯片107对固定在机架1上的铝棒进行斜坡式锯切。利用斜坡式锯切代替水平锯切方式减小锯切阻力从而提高锯片107使用寿命,降低生产成本。优选的,安装座上还设有用于回收铝屑的锯罩108、旋风式吸屑器、铝屑打包机和铝饼输送系统。
32.优选的,第一直线导轨101数量为2,第一伺服电机103与滚珠丝杆104均设于两条第一直线导轨101的中间位置。
33.优选的,如图3所示,平移滚轮组件202包括设于机架1上的第三直线导轨2021,第三直线导轨2021上设有轴座底板2022,轴座底板2022下方设有连接耳板2023,第三直线导轨2021一端设有平移气缸2024,平移气缸2024通过轴销和连接耳板2023与轴座底板2022连接,轴座底板2022上设有若干用于安装连体滚轮的安装块2025,安装块2025内均设有用于连接连体滚轮的深沟球轴承2026。
34.优选的,第二直线导轨301通过支架304固设于平移滚轮组件202上方,第二直线导轨301一侧设有丝杆,第二伺服电机302设于丝杆一端,第二伺服电机与控制系统连接,移棒夹钳303通过第二伺服电机在第二直线导轨301上滑动。
35.优选的,如图4所示,升降滚轮组件201包括升降板2011和设于升降板上方的若干v
形滚轮2012,升降板2011下方设有升降气缸2013以及设于升降气缸2013两侧的导杆安装座2014,导杆安装座2014上设有导杆2015,导杆2015与机架1上的连接梁连接。
36.与现有的技术相比,本发明具有如下优点:进棒装置2中的进棒轮均为从动滚轮分上下两层,上层由气缸驱动平移的平移滚轮组件202、下层由气缸驱动升降的升降滚轮组件201,实现自动拼棒功能,无废棒头产生,铝棒利用率高。在定尺夹棒装置3的驱动下把炉内热铝棒自动送进锯切工位锯切铝棒,精确度高,造成挤压的型材长短一致成品率高。切锯组件102通过直线导轨斜坡式设置于机架1上,伺服电机通过滚珠丝杆104驱使安装座缓慢下行,即可使锯片107对固定在机架1上的铝棒进行斜坡式锯切。利用斜坡式锯切代替水平锯切方式减小锯切阻力从而提高锯片107使用寿命,降低生产成本。
37.该可拼棒铝棒热切锯的工作原理为:热铝从炉内出到热锯进棒装置2的滚轮上,当滚轮处检测到铝棒时定尺夹棒装置3的撞头下降并由第二伺服电机302经丝杆驱动在第二直线导轨301上的定尺夹棒机构前进。当撞头检测到铝棒时撞头上升移棒夹钳303夹住铝棒并将铝棒拖至设定位置后,移棒夹钳303打开并后退。压棒装置压着铝棒后,切锯组件102由第一伺服电机103经滚珠丝杆104驱动在第一直线导轨101上的锯切主轴106进刀,锯切铝棒成设定的定尺长度后锯切主轴106退回。v形棒槽把置于其上的铝棒从锯罩中拉出来,然后由挤压机的送料机构再把铝棒输送到挤压机里进行挤压,回推机构推杆伸出由伺服电机经丝杠驱动直接将铝棒推回加热炉内,使铝棒保持额定的温度。当棒为需要拼棒时,轮处检测到铝棒时定尺夹棒装置3的撞头下降并由第二伺服电机302经丝杆驱动在第二直线导轨301上的定尺夹棒机构前进。当撞头检测到铝棒时撞头上升移棒夹钳303夹住铝棒并将铝棒拖至设适当位置(锯切位在剩余铝棒中间)后,移棒夹钳303打开并后退。压棒装置压着铝棒后,切锯组件102由第一伺服电机103经滚珠丝杆104驱动在第一直线导轨101上的锯切主轴106进刀,锯切完成后锯切主轴106退回。改短棒被切割成长度相等的两段铝棒1和铝棒2,铝棒1置于接棒机构v形棒槽上,铝棒1置于进棒装置2的平移滚轮组件202上。升移棒夹钳303返回至平移滚轮组件202上方夹住铝棒2将其拖去锯片盒,移棒夹钳303打开并继续向进棒装置出移动,移动到位后进棒装置2的平移滚轮组件202由气缸驱动将剩余短棒平移出,下层升降滚轮组件201由气缸驱动升起,当滚轮处检测到铝棒时定尺夹棒装置3的撞头下降并由第二伺服电机302经丝杆驱动在第二直线导轨301上的定尺夹棒机构前进。当撞头检测到铝棒时撞头上升移棒夹钳303夹住另一条长铝棒拖至与短铝棒1合并并一起拖至设定位置后,移棒夹钳303打开并后退。压棒装置压着铝棒后,切锯组件102由第一伺服电机103经滚珠丝杆104驱动在第一直线导轨101上的锯切主轴106进刀,锯切铝棒成设定的定尺长度后锯切主轴106退回。v形棒槽把置于其上的铝棒从锯罩中拉出来,然后由挤压机的送料机构再把铝棒输送到挤压机里进行挤压,回推机构推杆伸出由伺服电机经丝杠驱动直接将铝棒推回加热炉内。移动到位后进棒装置2的下层升降滚轮组件201由气缸驱动降下,平移滚轮组件202由气缸驱动将剩余短棒平移至出棒中心。剩余铝棒2的拼接同铝棒1的拼接。如此操作实现自动拼棒功能,无废棒头产生,铝棒利用率高。
38.以上所述仅是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1