一种提升QP钢激光焊接头性能的装置及方法与流程
本发明涉及激光焊接加工,更具体地说,涉及一种提升qp钢激光焊接头性能的装置及方法。
背景技术:
1、qp(淬火再分配)钢是由c-si-mn或其它相似成分体系的钢种,通过淬火再分配热处理工艺获得。其最终组织为铁素体、马氏体、贝氏体和少量残余奥氏体。qp钢具有优异的强塑性,适合制造形状相对复杂的冷成形结构件和安全件。目前qp钢主要被用于汽车ab柱、ab柱加强板、a柱铰链板、前后防撞梁、门槛等结构安全件。
2、冷轧和热轧态的qp钢无论是在生产和使用过程中的连接普遍采用激光自熔焊方法。这是由于激光自熔焊焊接速度快,可以极大的提升生产效率;其热影响区小可以有效降低焊接热输入对母材性能的影响;另外激光焊接头还有强度高、尺寸精度高、回弹小等特点。
3、qp钢碳含量和碳当量高,采用常见的激光自熔焊焊接后,由于激光焊冷却速度快,焊缝和粗晶区组织均为粗大的马氏体组织,焊缝硬度超过500hv,接头强度高,因此对接头中氢含量异常敏感。激光焊接过程中,氢会通过多种方式入熔池,导致焊后接头中的扩散氢含量高于母材。例如高温下氧化铁皮和浮锈中水的分解、防锈油等碳氢化合物的分解、空气中水蒸气进入熔池后发生分解等。qp钢接头中扩散氢含量高于母材后,接头脆性明显增大,焊后短时间内进行变形量较大的折弯、冲压和轧制加工时接头非常容易发生裂纹和断裂。
4、实际生产过程中,qp钢冷轧板表面存在防锈油和热轧板表面存在氧化铁皮、浮锈等几乎是不可避免的。对待焊位置防锈油、氧化铁皮、浮锈等的祛除也几乎是不可能的,一方面会造成生产效率低下,另一方面祛除后裸露的母材金属极易发生腐蚀。因此,在对qp钢焊接后,行业内通常会将带有qp钢接头的焊接坯料放置48小时以上,或对焊后焊接坯料整体在200摄氏度以上烘烤30min以上,使接头中的氢逐渐释放,再进行变相量较大的折弯、冲压和轧制等加工。这一方面增加了转运、仓储、热处理的成本,一方面降低了生产的连贯性和效率。
5、现在专利申请中,如中国专利201710334342.0公开了一种淬火再分配钢的焊接方法,但其采用的是激光自熔焊,没有在焊缝中加入填充金属。中国专利201710750813.6提出了一种生产cp980冷轧板的制备方法,其中也涉及了激光填丝焊并进行热处理,但其涉及的材料为cp复相钢,其需要解决的问题与qp钢不同,未考虑氢对焊缝的影响,也未提到焊前需要预制焊接间隙和预热。另外这两件专利技术也都未提及热处的特征、时间点和效果。
技术实现思路
1、针对现有技术中存在的上述缺陷,本发明的目的是提供一种提升qp钢激光焊接头性能的装置及方法,解决现有冷轧或热轧态淬火再分配qp钢焊后一段时间内接头脆性大,导致冲压、轧制、弯曲等加工能力差的问题。
2、为实现上述目的,本发明采用如下技术方案:
3、一方面,一种提升qp钢激光焊接头性能的装置,设于焊接机器人上,包括支架、预热加热头、激光焊接头、送丝枪和后加热头;
4、所述支架设于所述焊接机器人上;
5、所述预热加热头、所述激光焊接头、所述送丝枪和所述后加热头均通过调整结构设于所述支架上,并沿所述支架的x轴、z轴移动调整位置;
6、所述预热加热头、所述后加热头分别位于所述送丝枪的两侧,所述激光焊接头与所述预热加热头位于同侧。
7、较佳的,所述预热加热头、所述后加热头上均设有感应加热板、红外测温探头。
8、较佳的,所述的调整结构由滑轨、固定加热头和激光头滑块构成;
9、所述滑块与所述固定加热头、所述激光头滑块之间采用刚性连接,所述激光头滑块置于所述滑轨内,可沿着所述滑轨移动,所述滑轨与所述焊接机器人之间采用刚性连接。
10、另一方面,一种提升qp钢激光焊接头性能的方法,采用所述的提升qp钢激光焊接头性能的装置执行以下步骤:
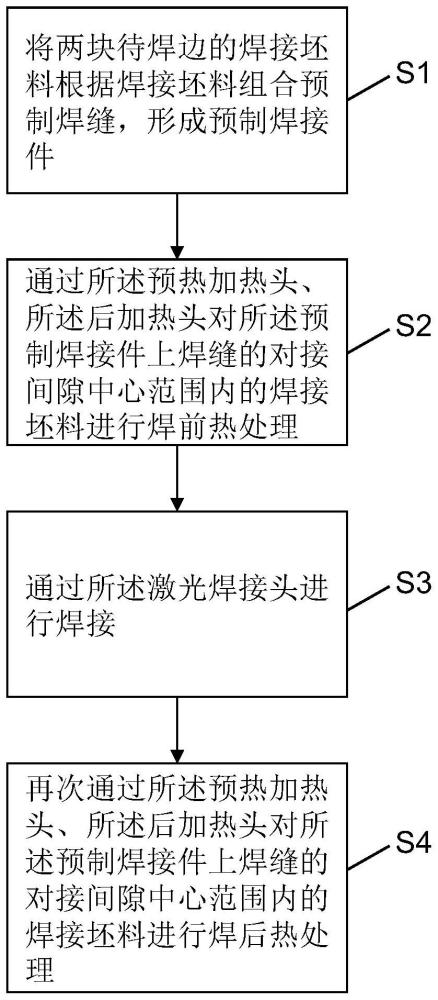
11、s1、将两块待焊边的焊接坯料根据焊接坯料组合预制焊缝,形成预制焊接件;
12、s2、通过所述预热加热头、所述后加热头对所述预制焊接件上焊缝的对接间隙中心范围内的焊接坯料进行焊前热处理;
13、s3、通过所述激光焊接头进行焊接;
14、s4、再次通过所述预热加热头、所述后加热头对所述预制焊接件上焊缝的对接间隙中心范围内的焊接坯料进行焊后热处理。
15、较佳的,所述步骤s1中,所述预制焊接件上焊缝的对接间隙为0.1mm~0.5mm。
16、较佳的,所述步骤s2和步骤s4中,所述对接间隙中心范围为:以所述预制焊接件上焊缝的对接间隙为中心,在其两侧5mm~50mm宽范围内;
17、所述焊前热处理的加热温度为200℃~450℃;
18、所述焊后热处理的加热温度为400℃~800℃。
19、较佳的,所述步骤s3和步骤s4中,在焊前热处理1s~20s后进行焊接;
20、在焊接1s~20s后进行焊后热处理;
21、所述激光焊接头采用激光冷填丝焊、激光热填丝焊或激光电弧复合填丝焊。
22、较佳的,所述激光焊接头的焊丝为碳钢焊丝,直径为0.8mm~1.6mm,焊接功率为4kw~12kw,焊接速度为2m/min~6m/min;
23、焊前热处理、焊后热处理的热处理速度为2m/min~6m/min,填丝速度为2m/min~12m/min;
24、较佳的,所述焊接坯料的上下表面均有保护气体,所述保护气体为ar、he之一或其二者的混合气体,所述保护气体的流量为5l/min~25l/min。
25、较佳的,所述焊接坯料之间为等厚或不等厚;
26、若为等厚,所述焊接坯料的厚度为0.5mm~6mm;
27、若为不等厚,所述焊接坯料间的厚度差小于2mm;
28、所述焊接坯料的重量百分比成分为:c:0.16%~0.25%,si:1.5%~2.0%,mn:1.8%~2.5%,p:0.01%~0.012%,s:0.001%~0.002%,alt:0.02%~0.05%,nb:0~0.001%,ti:0.006%~0.02%,cu:0~0.02%,ni:0~0.01%,cr:0~0.03%,mo:0.001%~0.006%,sn:0.005%~0.01%,余量为fe和其他不可避免杂质;
29、所述焊接坯料的抗拉强度为800mpa~1250mpa。
30、较佳的,焊后10~15min,焊缝中扩散氢含量低于0.43ppm。
31、本发明所提供的一种提升qp钢激光焊接头性能的装置及方法,完成焊接和热处理的接头,可在冷却至50℃后,立即进行轧制、折弯和冲压等加工。其接头抗拉强度高于母材,断裂位置在母材;沿焊缝方向进行8mm弯角的90°折弯接头不发生开裂;垂直于焊缝方向进行8mm弯角度的90°折弯焊缝不断裂;热轧态材料制备的接头进行压下量68%以下的轧制时接头不发生开裂,最薄可轧至0.8mm,并在最小厚度情况下至少可承受350n/mm2的张力及200m/min的轧制速度。
- 还没有人留言评论。精彩留言会获得点赞!