一种有色金属厚板窄间隙激光填带焊接方法与系统
1.本发明涉及激光焊接技术领域,具体的说是一种有色金属厚板窄间隙激光填带焊接方法与系统。
背景技术:
2.有色金属厚板的焊接是大型轻量化结构工程建造中必不可少的关键工艺。这些设施部件的厚度一般都在20 mm以上,并且结构尺寸大,只能通过分段加工后连接成型,在这些中对大型结构件中的中厚板高效优质焊接有着迫切需求。窄间隙焊接的特点是采用坡口间隙小于传统焊接,是一种高效节能的焊接技术。与母材相比,窄间隙接头机械性能优异,这是因为窄间隙焊接热输入小,在厚板焊接过程中冷却速率快,促进了晶粒细化并增强了焊缝强韧性,焊接热影响区窄。
3.现有厚板的焊接方法众多,其中厚板窄间隙激光填丝焊接方法是一种高效优质的焊接技术,与传统的弧焊技术相比,具有填充材料少、焊接速度快、焊接热输入低、接头强度高、焊缝晶粒细化等优点。然而,填丝焊依旧存在以下亟需解决的问题:填丝焊过程不稳定,易导致焊丝偏离;不同丝材对激光能量反射率不同,易产生反射损失;多道送丝装置易干涉等。此外,激光填粉焊也存在一些问题:粉末价格昂贵,且焊接过程中蒸发现象导致损失严重;在进行多道焊接时,送粉装置易和激光头产生干涉,影响焊接质量等。
技术实现要素:
4.针对技术背景中的不足之处,本发明的目的在于提供一种有色金属厚板窄间隙激光填带焊接方法与系统,以提升厚板激光焊单层填充高度和整体的焊接质量与焊接效率。
5.本发明提供一种有色金属厚板窄间隙激光填带焊接方法,其特征在于,包括以下步骤:步骤1:提供待焊板材,对待焊板材的对接面进行打磨清洗,在对接面加工出u型坡口,然后将待焊板材用夹具夹紧。
6.步骤2:提供激光焊接系统,所述激光焊接系统包括激光发生器、传输光纤、激光焊接头。
7.步骤3:提供填充带材,去除填充带材表面氧化层。
8.步骤4:提供压紧滚轮系统,所述压紧滚轮系统包括压紧滚轮,滚轮支架,弹簧,调节螺栓,下滑块,上滑块,丝杆,支撑滑板,驱动电机,支撑架,安装板。
9.步骤5:启动激光焊接系统,打开激光发生器,保护气体喷嘴吹送焊接保护气体,进行激光自熔打底焊,完成打底焊接,关闭激光发生器,关闭焊接保护气体。
10.步骤6:将第一填充带材置于u型坡口中,开启驱动电机压紧第一填充带材,打开激光发生器,保护气体喷嘴吹送焊接保护气体,开始激光填带焊。
11.步骤7:完成一道焊接后,关闭激光发生器,关闭驱动电机,关闭焊接保护气体,激光焊接头回到焊接起始点。
12.步骤 8:将第二填充带材置于u型坡口中,重复步骤6和步骤7。
13.步骤9:依次将填充带材置于u型坡口中,重复步骤6和步骤7,进行多层焊,直到焊接完成。
14.进一步地,步骤1中,待焊板材可以为镁合金、铝合金等。
15.进一步地,待焊板材厚度为20-50 mm。
16.进一步地,步骤1中, u型坡口底边宽度为2-5 mm,钝边为5-10 mm。
17.进一步地,步骤3中,填充带材根据u型坡口尺寸、激光功率和焊接效率的要求确定第一填充带材、第二填充带材、
…
、第n填充带材。
18.进一步地,填充带材厚度d1为1-6 mm,填充带材宽度d2为2-5 mm。
19.进一步地,步骤6中,压紧滚轮压力为100-700 n。
20.进一步地,步骤6中,激光焊接头的倾斜角度α为0-30
ꢀ°
。
21.本发明还提供一种有色金属厚板窄间隙激光填带焊接系统,包括激光焊接系统和压紧滚轮系统,所述激光焊接系统包括激光发生器、传输光纤、激光焊接头。其中激光焊接头通过安装板与滚轮支架固连。所述压紧滚轮系统包括压紧滚轮,滚轮支架,弹簧,调节螺栓,下滑块,上滑块,丝杆,支撑滑板,驱动电机,支撑架,安装板。压紧滚轮系统中驱动电机通过丝杆给上滑块传导压力,上滑块再通过销柱将压力传导到下滑块,下滑块又通过弹簧将压力传导到滚轮支架,继而传导到压紧滚轮从而压紧填充带材,驱动电机安装在支撑滑板上通过支撑架的滑动导轨实现平移,上滑块的定位孔以及调节螺栓,可解决因填充带材的陆续添加带来的焊接平面上移的问题。
22.本发明的有益效果:(1)本发明方案充分利用激光束的柔性可控特点,配合压紧滚轮系统,填充带材与下层焊缝紧密贴合,类似于激光搭接焊,可以获得具有焊接小孔的激光深熔焊接模式,焊接过程稳定性好,热传导效率大大提高,实现了低能量高效率高质量焊接。
23.(2)与激光填丝焊和激光填粉焊相比,激光填带焊接的填充带材制作成本低,易进行焊前处理,适用性好。
附图说明
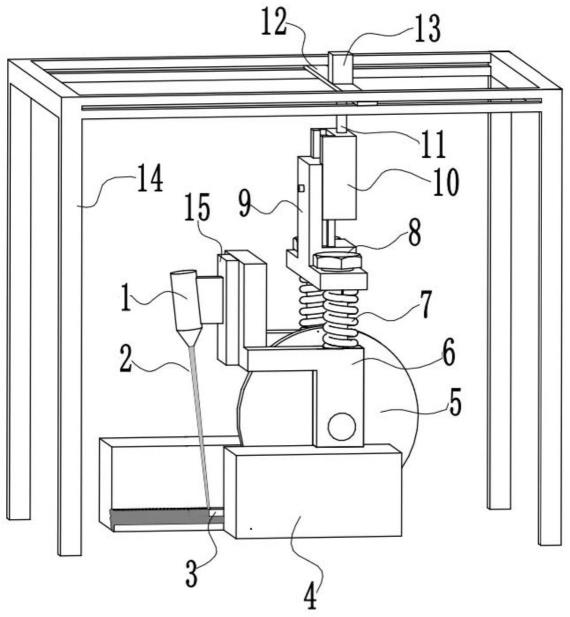
24.图1为有色金属厚板窄间隙激光填带焊接的结构示意图。
25.图2为有色金属厚板窄间隙激光填带焊接过程纵截面示意图。
26.图3为有色金属厚板窄间隙激光填带焊接过程横截面示意图。
27.图4为有色金属厚板窄间隙激光填带焊接的激光束圆形摆动轨迹示意图。
28.图5为有色金属厚板窄间隙激光填带焊接的v型槽填充带材示意图。
29.图中,1-激光头,2-激光束,3-填充带材,4-母材,5-压紧滚轮,6-滚轮支架,7-弹簧,8-调节螺栓,9-下滑块,10-上滑块,11-丝杆,12-支撑滑板,13-驱动电机,14-支撑架,15-安装板。
具体实施方式
30.以下将结合附图以及具体实施方式来对本发明的技术方案进行详细说明。
31.具体实施方式一
本实施方式是在上述发明内容的基础上进一步明确填充带材为常规填充带材,激光束为摆动波形进行厚板窄间隙激光填带焊接,结合附图1-4,具体包括的步骤如下:步骤1:提供待焊板材,对待焊板材的对接面进行打磨清洗,在对接面加工出u型坡口,其中厚板的厚度为20-50 mm。然后在待焊处加工出u型坡口,其中底边宽度为2-5 mm,钝边为5-10 mm,然后将待焊板材用夹具夹紧。
32.步骤2:提供激光焊接系统,所述激光焊接系统包括激光发生器、传输光纤、激光焊接头。
33.步骤3:提供填充带材,填充带材为镁合金,填充带材根据u型坡口尺寸、激光功率和焊接效率的要求确定第一填充带材、第二填充带材、
…
、第n填充带材,其中填充带材厚度d1为1-3 mm,填充带材宽度d2为2-5 mm。
34.步骤4:提供压紧滚轮系统,所述压紧滚轮系统包括压紧滚轮,滚轮支架,弹簧,调节螺栓,下滑块,上滑块,丝杆,支撑滑板,驱动电机,支撑架,安装板。
35.步骤5:启动激光焊接系统,打开激光发生器,保护气体喷嘴吹送焊接保护气体,进行激光自熔打底焊,其中激光自熔打底焊为常规对接焊,完成打底焊接,关闭激光发生器,关闭焊接保护气体。
36.步骤6:将第一填充带材置于u型坡口中,开启驱动电机使压紧滚轮压紧第一填充带材,其中压紧滚轮压力为100-700 n,打开激光发生器,其中激光焊接头的倾斜角度α为0-30
ꢀ°
,激光束为摆动波形,其中振幅a为0.8-2.5 mm,频率f为30-200 hz,摆动轨迹为圆形,保护气体喷嘴吹送焊接保护气体,开始激光填带焊。完成一道焊接后,关闭激光发生器,关闭驱动电机,关闭焊接保护气体,激光焊接头回到焊接起始点。将第二填充带材置于u型坡口中,重复上述过程进行激光填带焊。依次将填充带材置于u型坡口中,重复上述过程,进行多层焊,直到焊接完成。
37.本实施方式充分利用激光束的柔性可控特点,配合压紧滚轮系统,填充带材与下层焊缝紧密贴合,类似于激光搭接焊,可以获得具有焊接小孔的激光深熔焊接模式,焊接过程稳定性好,热传导效率大大提高,实现了低能量高效率高质量焊接。此外,采用摆动激光进行窄间隙激光填带焊接,通过优化摆动激光扫描路径实现良好侧壁熔合,且焊接过程稳定性好,焊接接头质量好。
38.具体实施方式二本实施方式是在上述发明内容的基础上进一步明确填充带材为开v型槽的填充带材,结合附图1、附图2、附图5,具体包括的步骤如下:步骤1:提供待焊板材,对待焊板材的对接面进行打磨清洗,在对接面加工出u型坡口,其中厚板的厚度为20-50 mm。然后在待焊处加工出u型坡口,其中底边宽度为2-5 mm,钝边为5-10 mm,然后将待焊板材用夹具夹紧。
39.步骤2:提供激光焊接系统,所述激光焊接系统包括激光发生器、传输光纤、激光焊接头。
40.步骤3:提供填充带材,填充带材为铝合金,填充带材根据u型坡口尺寸、激光功率和焊接效率的要求确定第一填充带材、第二填充带材、
…
、第n填充带材,其中填充带材厚度d1为2-6 mm,填充带材宽度d2为2-5 mm,填充带材开v型槽,其中v型槽深度s1为1.2-4 mm,v型槽宽度s2为1-2.5 mm。
41.步骤4:提供压紧滚轮系统,所述压紧滚轮系统包括压紧滚轮,滚轮支架,弹簧,调节螺栓,下滑块,上滑块,丝杆,支撑滑板,驱动电机,支撑架,安装板。
42.步骤5:启动激光焊接系统,打开激光发生器,保护气体喷嘴吹送焊接保护气体,进行激光自熔打底焊,其中激光自熔打底焊为常规对接焊,完成打底焊接,关闭激光发生器,关闭焊接保护气体。
43.步骤6:将第一填充带材置于u型坡口中,开启驱动电机使压紧滚轮压紧第一填充带材,其中压紧滚轮压力为100-700 n,打开激光发生器,其中激光焊接头的倾斜角度α为0-30
ꢀ°
,激光束为常规波形,保护气体喷嘴吹送焊接保护气体,开始激光填带焊。完成一道焊接后,关闭激光发生器,关闭驱动电机,关闭焊接保护气体,激光焊接头回到焊接起始点。将第二填充带材置于u型坡口中,重复上述过程进行激光填带焊。依次将填充带材置于u型坡口中,重复上述过程,进行多层焊,直到焊接完成。
44.本实施方式充分利用激光束的柔性可控特点,配合压紧滚轮系统,填充带材与下层焊缝紧密贴合,类似于激光搭接焊,可以获得具有焊接小孔的激光深熔焊接模式,焊接过程稳定性好,热传导效率大大提高,实现了低能量高效率高质量焊接。此外,采用v型槽填充带材进行窄间隙激光填带焊接,激光束在填充带材v型槽中的一次反射吸收增强,激光能量深入填充带材,可以实现单层大厚度填充,大大提高焊接效率。
45.尽管参考附图详细地公开了本发明,但应理解的是,这些描述仅仅是示例性的,并非用来限制本发明的应用。本发明的保护范围由附加权利要求限定,并可包括在不脱离本发明保护范围和精神的情况下针对发明所作的各种变型、改型及等效方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1