分接丝锥及其攻丝方法与流程
本发明涉及广泛的机械加工行业内孔攻丝,特别针对不锈钢等难加工材料攻丝效果显著。
背景技术:
1、传统的手用丝锥由于接触面积大,切削阻力大,增加了操作人员的劳动强度,且丝锥反转时易崩刃等缺点,更重要的是丝锥易折断造成工件缺陷,因此对丝锥重新设计。
技术实现思路
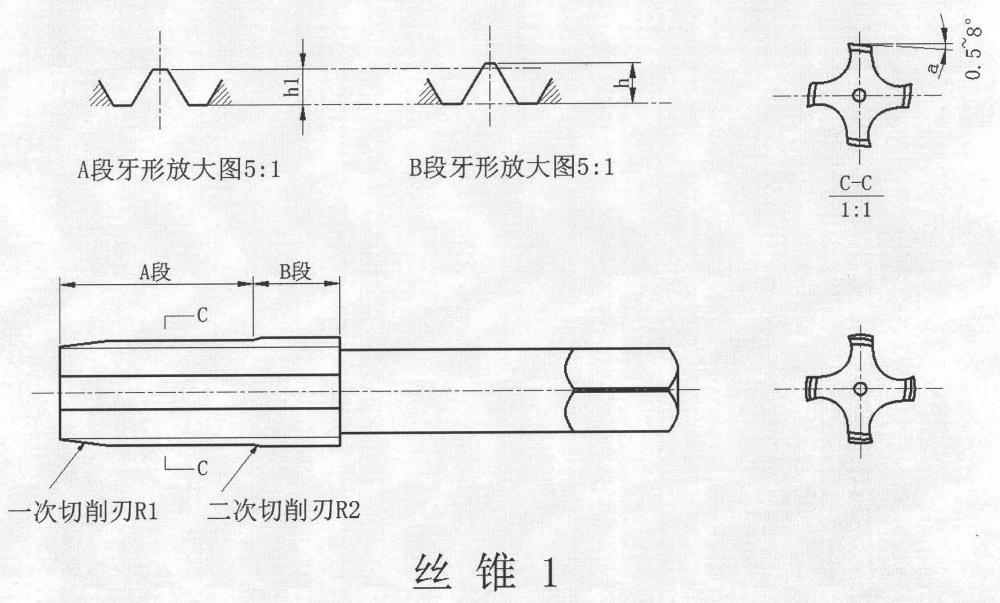
1、1.丝锥1在传统手用丝锥的头锥的基础上分为a、b两段,a段的长度是b段的两倍,丝锥1的a段磨掉牙顶,其外径小于b段的外径,牙型高度为h1,约为b段牙型高度h的0.6~0.95倍,且采用铲背后角a(0.5~8度),减少接触面,减少阻力,减少回转次数,防止崩刃,b段有二次切削刃r2,其导入角(切削刃与轴线的夹角) 为8~45度,后角为4~6度,b段只切掉a段未切掉的剩余牙底(h-h1)。
2、2.丝锥2在传统手用丝锥的二锥的基础上磨掉牙顶,其牙型高度为h1,约为丝锥3牙型高度的0.6~0.95倍,且采用铲背后角 a(0.5~8度),增加刀尖强度,减少阻力,减少回转次数,防止崩刃。
3、3.丝锥3在传统手用丝锥的三锥的基础上减小前角γ至5~15 度,增加刀尖的强度,防止崩刃。
技术特征:
1.一种分接丝锥,包括3支丝锥:丝锥1、丝锥2和丝锥3,三支丝锥组成一付。
2.如权利要求1所述一种分接丝锥的丝锥1,其特征在于螺纹部分分成前后两段,前段的牙型磨掉牙顶,外径小于后段,牙型高度为后段牙型高度的0.6~0.95倍,且有铲背后角0.5~8度,螺纹后段有二次切削刃,其导入角为8~45度,后角为4~6度。
3.如权利要求1所述一种分接丝锥的丝锥2,其特征在于磨掉牙顶,外径小于丝锥3,牙型高度为丝锥3的牙型高度的0.6~0.95倍,且有铲背后角0.5~8度。
4.如权利要求1所述一种分接丝锥的丝锥3,其特征在于前角的范围取5~15度。
技术总结
本发明涉及广泛的机械行业内孔攻丝,特别针对不锈钢等难加工材料效果显著,因螺纹的牙型分别是丝锥的不同切削刃加工的,故称分接丝锥。分接丝锥是在传统的手用丝锥(一付丝锥三支装)的基础上改进的一付手用丝锥,传统的手用丝锥(一付丝锥三支装)三支的外径相等,中径相等,内径相等,牙型角相等,螺距相等,只是切削刃的长度不同,头锥较长,二锥次之,三锥最短,分接丝锥是由丝锥1丝锥2丝锥3组成的一付丝锥,三支丝锥在传统手用丝锥的基础上都有所改进,丝锥1主要用于通孔攻丝,也可和丝锥3配合用于盲孔攻丝,丝锥2和丝锥3配合主要用于盲孔攻丝,也可用于通孔攻丝,如遇到特别难加工材料则可利用三支丝锥的切削刃不同长度逐个循环切削,直至完成攻丝工作。
技术研发人员:陈斌
受保护的技术使用者:陈斌
技术研发日:
技术公布日:2024/2/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1