一种基于CCD视觉引导的焊接系统的制作方法
一种基于ccd视觉引导的焊接系统
技术领域
1.本发明涉及钣金焊接技术领域,尤其涉及一种基于ccd视觉引导的焊接系统。
背景技术:
2.焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术,现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,现有的一些工件通常用视觉引导焊接机构对工件进行焊接;
3.但是现有中的视觉焊接系统在对钣金焊接过程中产生的烟雾将会散发至空气中对环境造成影响,且在焊接过程中须由操作人员反复的装夹坯料,这样将会浪费较多的时间,降低焊接效率,为了解决上述问题,所以本发明公开了一种基于ccd视觉引导的焊接系统。
技术实现要素:
4.为克服现有技术的不足,本发明公开了一种基于ccd视觉引导的焊接系统。
5.为实现上述目的,本发明通过以下技术方案实现:一种基于ccd视觉引导的焊接系统,包括转动式靠台、工业机器人、ccd视觉相机和激光焊枪,所述转动式靠台的四周表面都设置有一防护式焊接区域,且每个所述防护式焊接区域中都设置有用于对钣金部件进行固定的焊接装夹组件,所述工业机器人设置在转动式靠台的外部,且所述ccd视觉相机和激光焊枪配合安装在工业机器人的执行端上。
6.作为本发明的一种优选方式,所述转动式靠台包括工装台、正方体平台和输出轴连接有减速器的伺服电机,所述减速器和伺服电机都设置于工装台的底部,所述减速器的驱动轴穿过工装台的台面并在工装台上方与正方体平台连接,且所述伺服电机和减速器配合驱动正方体平台单次旋转90
°
。
7.作为本发明的一种优选方式,所述工装台的台面上呈环形阵列设置有数个导向辊,且所述正方体平台的底部与数个导向辊接触设置。
8.作为本发明的一种优选方式,所述焊接装夹组件包括设置在正方体平台一面下方的托台、设置在正方体平台一面上方并连接有第一夹板的气缸a、设置于正方体平台一面另外两侧并分别连接有第二夹板的两个气缸b。
9.作为本发明的一种优选方式,所述防护式焊接区域的四周通过围板形成有焊接挡罩。
10.作为本发明的一种优选方式,每个所述焊接挡罩的顶部都设置有数个吸烟嘴,所述正方体平台的顶部设置有吸尘器,所述吸尘器的吸尘口通过分歧管路与数个吸烟嘴连接。
11.作为本发明的一种优选方式,所述吸烟嘴与吸尘分歧管路的连接端安装有控制阀
门。
12.作为本发明的一种优选方式,所述工业机器人为六轴工业机器人。
13.本发明实现以下有益效果:
14.1.本发明通过在转动式靠台的四周分别设置有焊接装夹组件,能方便操作人员一次性对四个产品的钣金部件进行装夹固定,且工业机器人在对各产品的钣金部件进行焊接时,ccd视觉相机能够精准的引导激光焊枪自动对各产品的钣金部件进行焊接,相较于传统的视觉焊接设备,本发明能降低操作人员劳动强度,且焊接精度较高。
15.2.本发明通过在四个焊接挡罩上设置有数个吸烟嘴并与吸尘器连接,能将焊接过程中产生的烟雾进行吸附,避免在钣金焊接过程中产生的烟雾散发至空气中对环境造成影响。
附图说明
16.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明公开的实施例,并于说明书一起用于解释本公开的原理。
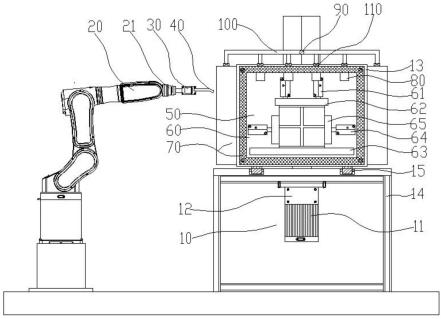
17.图1为本发明公开的整体结构示意图;
18.图2为发明公开的工装台上表面结构示意图。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
20.实施例
21.参考图1和图2所示,一种基于ccd视觉引导的焊接系统,包括转动式靠台10、工业机器人20、ccd视觉相机30和激光焊枪40,转动式靠台的四周表面都设置有一防护式焊接区域50,且每个防护式焊接区域中都设置有用于对钣金部件进行固定的焊接装夹组件60,工业机器人设置在转动式靠台的外部,在实际使用时,工业机器人优选采用六轴工业机器人,且ccd视觉相机和激光焊枪配合安装在工业机器人的执行端21上,在工业机器人带动ccd视觉相机和激光焊枪至转动式靠台一面时,由ccd视觉相机对钣金部件进行拍照以确定激光焊枪的焊接路径。
22.在其中一个实施例中,转动式靠台包括工装台14、正方体平台13和输出轴连接有减速器12的伺服电机11,减速器和伺服电机都设置于工装台的底部,减速器的驱动轴穿过工装台的台面并在工装台上方与正方体平台连接,且伺服电机和减速器配合驱动正方体平台单次旋转90
°
,在正方体平台的一面固定好有待焊接的钣金部件时,伺服电机和减速器要带动正方体旋转90
°
,直至正方体平台的四面均固定有待焊接的钣金部件,在激光焊枪将正方体平台的一面固定好有的钣金部件焊接完成时,伺服电机和减速器也要带动正方体旋转90
°
。
23.具体的是,工装台的台面上呈环形阵列设置有数个导向辊15,且正方体平台的底部与数个导向辊接触设置,在伺服电机与减速器配合带动正方体平台进行转动时,可减轻伺服电机与减速器的驱动压力,保证了伺服电机与减速器的使用寿命,同时也保证了正方体平台能够进行平稳的转动。
24.具体的是,焊接装夹组件包括设置在正方体平台一面下方的托台63、设置在正方体平台一面上方并连接有第一夹板62的气缸a61、设置于正方体平台一面另外两侧并分别连接有第二夹板65的两个气缸b64,在对钣金部件进行装夹过程中,操作人员要将待焊接的钣金部件放置在托台上,先由气缸a驱动第一夹板伸出从上侧对钣金部件进行固定,再由两个气缸b驱动第二夹板伸出从左右两侧对钣金部件进行固定,采用该种方式对钣金固定,不仅效率较高,且方便操作。
25.在其中一个实施例中,防护式焊接区域的四周通过围板形成有焊接挡罩70,在激光焊枪对钣金部件进行焊接时,可避免有废料直接掉落,影保护了加工区域的环境。
26.作为本发明改进的是,每个焊接挡罩的顶部都设置有数个吸烟嘴80,正方体平台的顶部设置有吸尘器90,吸尘器的吸尘口通过分歧管路100与数个吸烟嘴连接,在激光焊枪对一焊接挡罩内的钣金部件进行焊接时,能将焊接过程中产生的烟雾进行吸附,避免在钣金焊接过程中产生的烟雾散发至空气中对环境造成影响。
27.作为本发明的又一改进,吸烟嘴与吸尘分歧管路的连接端安装有控制阀门110,在激光焊枪对一焊接挡罩内的钣金部件进行焊接时,该焊接挡罩上吸烟嘴所连接的控制阀门都将打开,以供吸尘器进行吸烟排废。
28.综上所述,本发明的操作原理如下:操作人员将待焊接的钣金部件分别通过焊接装夹组件固定在正方体平台的四个表面上,在此之后,工业机器人将驱动激光焊枪和ccd视觉相机靠近与其相接近的那个钣金部件,并通过ccd视觉相机对钣金部件进行拍照以引导激光焊枪进行焊接,在ccd视觉相机拍照结束后,激光焊枪开始对钣金部件进行焊接,且对该钣金部件钣金结束后,转动式靠台旋转90
°
,再由ccd视觉相机拍照并由激光焊枪进行焊接,按照上述工作方式,直至正方体平台的四个面上所固定的钣金部件全部焊接完成,操作人员再将焊接完成的产品取下,再在正方体平台上放上其它的待焊接钣金部件。
29.上述实施例只为说明本发明的技术构思及特点,其目的是让熟悉该技术领域的技术人员能够了解本发明的内容并据以实施,并不能以此来限制本发明的保护范围。凡根据本发明精神实质所作出的等同变换或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1