一种汽车车灯装配装置
1.本发明涉及汽车车灯装配技术领域,具体涉及一种汽车车灯装配装置。
背景技术:
2.随着时代的发展及社会的进步,越来越多的汽车进入了普通家庭,而汽车车灯作为必备设施,在夜晚或大雾天气为司机提供照明,保证正常行驶及行车安全。
3.车灯壳体由灯座和灯盖构成,需要先将灯泡等零部件安装到一个塑料的灯座内,以构成一个灯座组件,然后在灯座的开口处装配一个具有透镜效果的灯盖,以构成一个完整的车灯。具体功能分为几个部分:1、灯座涂胶后与面罩扣合成车灯壳体;2、车灯壳体进行光型检测;3、车灯壳体进行气密检测。上述加工方式目前都是一个一个工位单独完成,导致车灯装配检测效率较低。
4.在涂胶过程中,由于塑胶制成的灯座的表面张力不够,涂布在胶槽内的密封胶在冷凝后与灯座的结合力较弱,容易出现脱落的现象,从而影响后期使用过程中车灯的气密性。其次,涂胶工序有相应的挡停机构,以便于控制到达某工位的工件的数量和进程,不仅使机构复杂,同时会增加挡停时间,涂胶的各个工序间隔时间无法掌握,进而不利于生产效率的提高。
技术实现要素:
5.为解决以上技术问题,本发明提供了一种汽车车灯装配装置,包括装配台,所述装配台左侧连接有上料机构,所述装配台上连接有缓存台,所述装配台上设有工作转台,所述工作转台四角均连接有托盘,所述托盘连接有定位装置,所述装配台上设有涂胶机,所述涂胶机包括等离子表面处理机、涂胶机器人、装配机器人、堆垛机和立体固化塔,所述等离子表面处理机、涂胶机器人和装配机器人设于不同所述托盘上,所述装配台右侧连接有下料机构。
6.优选的,所述上料机构包括传送带、上料仓和支撑架,所述传送带的一端与所述上料仓连接,所述支撑架连接有液压杆,所述液压杆的伸缩杆与所述上料仓顶部连接,所述上料仓底部与所述装配台衔接,所述上料仓内底部连接有压力传感器,所述支撑架连接有控制器,所述控制器用于控制液压杆运行,所述上料机构和所述下料机构结构相同。
7.优选的,所述定位装置包括定位柱和定位销钉,所述定位销钉穿插在托盘底部,与定位柱配合安装。
8.优选的,所述装配台连接有光型检测装置和气密检测装置,所述光型检测装置和气密检测装置位于所述涂胶机右侧。
9.与现有技术相比,本发明的有益效果是:
10.1.通过上料机构、涂胶机、光型检测装置、气密检测装置位置以及下料机构的多工位操作,有利于车灯装配的流程化进行,提高车灯装配效率。
11.2.同一装配装置可供多工位操作,且涂胶机和光型检测装置以及气密检测装置位
置可灵活设计,结合自动化和半自动化装置进行汽车车灯零部件生产,成本可以得到大幅降低。
附图说明
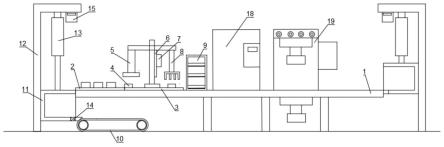
12.图1为本发明一种汽车车灯装配装置的结构示意图;
13.图2为本发明一种汽车车灯装配装置工作转台的俯视图;
14.附图中的对应标记的名称为:
15.装配台1、缓存台2、工作转台3、托盘4、离子表面处理机5、涂胶机器人6、装配机器人7、堆垛机8、立体固化塔9、传送带10、上料仓11、支撑架12、液压杆13、压力传感器14、控制器15、定位柱16、定位销钉17、光型检测装置18、气密检测装置19、下料机构20。
具体实施方式
16.为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施条例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
17.如图1所示,一种汽车车灯装配装置,包括装配台1,装配台1左侧连接有上料机构,车灯相关的零件通过上料机构送上装配台1上;上料机构包括传送带10、上料仓11和支撑架12,传送带10的左端与上料仓11连接,支撑架12固定连接有液压杆13,液压杆13的伸缩杆与上料仓11顶部连接,上料仓11底部与装配台1衔接,装配台1上设有缓存台2,缓存台2用于存放运输上来的车灯相关零件,上料仓11内底部连接有压力传感器14,支撑架12连接有控制器15,控制器15用于控制液压杆13运行,具体操作为当车灯相关的零件放上传送带10后,零件会送到上料仓11上,当压力传感器14感受到压力,控制器15控制液压杆13开始收缩,上料仓11上移,将车灯相关零件送到装配台1上;从而进入下一道程序;装配台1上设有工作转台3,工作转台3可由电机或其它电器驱动使之转动,其为常规技术手段,不做赘述。
18.工作转台3四角均连接有托盘4,即分别命名为第一托盘、第二托盘、第三托盘和第四托盘,四个托盘4均连接有定位装置,定位装置包括定位柱16和定位销钉17,定位销钉17穿插在托盘4底部,与定位柱16配合安装;装配台1上设有涂胶机,涂胶机包括等离子表面处理机5、涂胶机器人6、装配机器人7、堆垛机8和立体固化塔9,等离子表面处理机5、涂胶机器人6和装配机器人7分别设于第二托盘4、第三托盘4和第四托盘4上,等离子表面处理机5,其可产生低温等离子,用于对灯座组件中的灯座进行等离子表面处理,去除底座表面,尤其是用于涂胶的胶槽处的灰尘和油污,实现精细清洗和去静电,同时显著地提高表面的附着能力,进而可提高后续与密封胶的粘接可靠性和持久性;涂胶机器人6实现对转动灯座组件中灯座的胶槽自动涂布密封胶,装配机器人7先抓取灯盖,然后将灯盖和灯座组件扣合装配成车灯总成,最后再将装配好的车灯总成转移至堆垛机8的托盘4上,然后由堆垛机8将车灯总成送进立体固化塔9的固化库位内,使密封胶冷凝固化,并将立体固化塔9上完成固化的车灯总成放置到检测输送线上,从而可实现车灯总成的自动涂胶装配。
19.将当第一个车灯总成放置到堆垛机8的托盘4上时,堆垛机8将托盘4上的第一个车灯总成放入立体固化塔9的一个空的固化库位中,并取出另一个固化库位中已经固化好的车灯总成,接着将该车灯总成放置到检测输送线上,检测输送线将固化好的车灯总成转移
至后续的气检工位进行气密性检测和光型检测,装配台上连接有光型检测装置18和气密检测装置19,光型检测装置18和气密检测装置19位于涂胶机右侧,方便装配完毕后立即检测,光型检测装置18和气密检测装置19为现有技术。
20.需要说明的是,等离子表面处理机5、涂胶机器人6、装配机器人7以及堆垛机8均为现有技术,本实施例中不做过多的描述。
21.装配台1右侧连接有下料机构,上料机构和所述下料机构结构相同;装配完成后,车灯通过下料机构送出。
22.具体实施过程为:
23.车灯相关的零件通过传送带10进入上料仓11,当压力传感器14感受到压力时,控制器15启动液压杆13启动,将零件送至装配台1上,将零件放上工作转台3的第一托盘4上,当第一托盘4转至第二托盘4的初始位置时,等离子表面处理机5开始工作,对灯座处理,去除底座表面,尤其是用于涂胶的胶槽处的灰尘和油污,实现精细清洗和去静电,此时第四托盘4位于第一托盘4的初始位置,第四托盘4此刻可放入下一次需要装配车灯所需的零件,当第一托盘4转至第三托盘4的初始位置,涂胶机器人6开始对转动灯座组件中灯座的胶槽自动涂布密封胶,此时第四托盘4位于第二托盘4初始位置上,则等离子表面处理机5也会工作,第三托盘4此刻位于第一托盘4的初始位置放入准备装配的零件,使得涂胶过程循环高效;之后第一托盘4到达第四托盘4的位置,装配机器人7开始工作,装配机器人7先抓取灯盖,然后将灯盖和灯座组件扣合装配成车灯总成,最后再将装配好的车灯总成转移至堆垛机8的托盘4上,然后由堆垛机8将车灯总成送进立体固化塔9的固化库位内,使密封胶冷凝固化,从而可实现车灯总成的自动涂胶装配;装配完成后,车灯通过下料机构取出。
24.如上即为本发明的实施例。上述实施例以及实施例中的具体参数仅是为了清楚表述发明验证过程,并非用以限制本发明的专利保护范围,本发明的专利保护范围仍然以其权利要求书为准,凡是运用本发明的说明书及附图内容所作的等同结构变化,同理均应包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1