一种高熵钎料、其制备方法及其在钎焊中的应用与流程
1.本发明属于高温钎焊技术领域,尤其涉及一种高熵钎料、其制备方法及其在钎焊中的应用。
背景技术:
2.c/c复合材料、sic等材料具有低密度、高硬度、耐高温、耐磨损、抗氧化等诸多优良性能,其作为高温材料在航空航天、电子化工、核能等领域有着重要的应用。然而,由于此类陶瓷及复合材料,脆硬性且难以加工,不易获得复杂构件,需要与ti合金、mo合金、nb等耐高温金属实现可靠连接,以发挥二者各自性能优势。
3.由于c/c复合材料、sic高温承受能力好,因此通过传统的熔焊并不能使其与金属连接。扩散连接技术虽然可以连接复合材料及陶瓷,但其连接温度较高,所获得接头强度分散性较大;钎焊因为具有简单、高效、连接可靠等优势被广泛应用于陶瓷、复合材料与金属的连接。
4.传统的ag基,cu基钎料虽然研究成熟,但其服役温度不足;ni基钎料接头耐高温性能好,但易在接头形成大量金属间化合物;ti基钎料含有大量活性元素ti可以较好的润湿陶瓷、金属等,但易形成脆性相,降低接头性能;贵金属钎料易形成固溶体组织缓解一定应力,但高温性能差,成本较高。因此,高温钎焊领域仍亟需适用于非氧化物陶瓷或含碳复合材料与金属进行钎焊的高温钎料体系。
技术实现要素:
5.为解决现有技术缺少适用于非氧化物陶瓷或含碳复合材料与金属进行钎焊的高温钎料体系的问题,本发明提供了一种高熵合金钎料、其制备方法及其在钎焊中的应用。
6.本发明的技术方案:
7.一种高熵合金钎料,包括如下重量份的组分:nb 3~8份、fe 2~7份、cr 3~7份、co 2~8份、ni 4~13份。
8.一种高熵合金钎料的制备方法,按重量份称取3~8份的nb金属单质颗粒、2~7份的fe金属单质颗粒、3~7份的cr金属单质颗粒、2~8份的co金属单质颗粒和4~13份的ni金属单质颗粒,将称取所得各金属单质颗粒混合均匀并在保护气体氛围下熔炼得到高熵合金锭,制样后得到高熵合金钎料。
9.进一步的,所述熔炼为重复熔炼6次。
10.进一步的,所述制样为将所述高熵合金锭切成5mm
×
5mm、厚度为0.5mm薄片,然后将所述薄片的厚度打磨抛光至0.4mm。
11.一种高熵合金钎料在钎焊中的应用。
12.进一步的,所述钎焊为非氧化物陶瓷与金属的钎焊,或含碳复合材料与金属的钎焊,或非氧化物陶瓷与非氧化物陶瓷的钎焊,或非氧化物陶瓷与含碳复合材料的钎焊,或含碳复合材料与含碳复合材料的钎焊。
13.进一步的,所述非氧化物陶瓷为sic、tib2、tic、si3n4或aln中的一种;所述含碳复合材料为c/c复合材料、c/sic复合材料;所述金属为nb、mo合金、ti、ti合金、不锈钢中的一种。
14.进一步的,所述钎焊的具体方法为:将所述高熵合金钎料装配在待焊接表面之间,施加压力固定后,在真空环境下加热至1240~1320℃保温5~30min,降温到200℃即完成钎焊。
15.进一步的,所述压力为1mpa,所述真空的条件为真空度低于1
×
10-3
pa。
16.进一步的,所述加热的升温速度为20℃/min,所述降温的速度为5℃/min。
17.本发明的有益效果:
18.本发明提供的高熵合金钎料为共晶高熵合金,提高了钎料的流动性,可以有效促进钎焊界面冶金结合。其中fe、co、ni为fcc相的稳定元素,co、ni、nb可形成耐高温的(co,ni)2nb laves相,二者在高温下通过伪二元共晶形成液相,从而实现与两侧母材的冶金结合,提高了焊缝的强度,同时显著提高了接头的高温性能。
19.本发明提供的高熵合金钎料不含au、pd等贵金属,价格低廉,不依赖于高含量的低熔点元素来降低钎料熔点。高熵合金钎料含有活性元素cr与nb,可在非金属氧化物陶瓷及含碳复合材料界面形成富cr和富nb的反应物来抑制ni与非氧化物陶瓷及含碳复合材料的有害反应,避免接头脆性化合物的生成。
20.本发明通过熔炼法制备高熵合金钎料,使各元素混合反应均匀,成型后呈片状,更有利于在焊接时控制钎料的剂量。本发明高熵合金钎料适用于非氧化物陶瓷与金属的钎焊,以及含碳复合材料与金属的钎焊,焊接接头满足800℃以上温度的使用要求,获得的接头剪切强度为18~63mpa。
附图说明
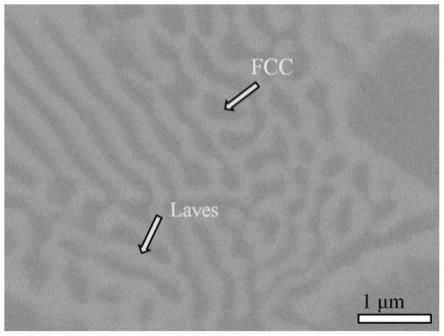
21.图1为实施例1制备的高熵合金钎料的电镜照片;
22.图2为实施例1制备的高熵合金钎料用于焊接所得钎焊接头的电镜照片;
23.图3为实施例2制备的高熵合金钎料用于焊接所得钎焊接头的电镜照片。
具体实施方式
24.下面结合实施例对本发明的技术方案做进一步的说明,但并不局限于此,凡是对本发明技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,均应涵盖在本发明的保护范围中。下列实施例中未具体注明的工艺设备或装置均采用本领域内的常规设备或装置,若未特别指明,本发明实施例中所用的原料等均可市售获得;若未具体指明,本发明实施例中所用的技术手段均为本领域技术人员所熟知的常规手段。
25.实施例1
26.本实施例提供了一种高熵合金钎料,由6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒经熔炼制成。
27.本实施例使用的nb单质颗粒的纯度为99.9%、cr单质颗粒的纯度为99.9%、co单质颗粒的纯度为99.9%、ni单质颗粒的纯度为99.9%、fe单质颗粒的纯度为99.9%。
28.本实施例高熵合金钎料的具体制备方法如下:
29.称取6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒;将各金属单质颗粒混合均匀后放入熔炼炉中,炉内抽真空至1
×
10-3
mpa,后冲入氩气,在150a的电流下间歇性的熔炼6次,得到高熵合金锭,将所得高熵合金锭用电火花切割机切成5mm
×
5mm、厚度为0.5mm薄片,通过抛磨机将高熵合金薄片厚度打磨抛光至0.4mm,即得到高熵合金钎料。
30.图1显示了本实施例制备的高熵合金钎料的微观形貌,可以看出,熔炼后的高熵合金形成了明显的层状共晶组织,两相分别为fcc软相和耐高温的laves硬相,这种结构明显提高了该合金的强度和塑性。
31.将本实施例制备的高熵合金钎料用于钎焊c/c复合材料和nb金属,具体钎焊方法为:
32.将c/c复合材料和nb待焊表面抛光并清洗干净,将清洗后的材料自然风干后按照从上到下为c/c复合材料-高熵合金钎料片-nb形式进行装配,并在c/c复合材料表面施加1mpa压力进行固定,然后将装配好的工件放入真空加热炉中,当真空度低于1
×
10-3
pa时,开始以20℃/min的升温速度加热至1260℃并保温15分钟,然后以5℃/min的速度降温到200℃,即完成c/c复合材料与nb的钎焊。
33.经测试,钎焊所得c/c复合材料与nb钎焊接头的抗剪强度为32.3mpa。对本实施例得到的c/c复合材料与nb的钎焊接头进行电镜观察,结果如图2所示,从接头组织照片中可以看出,活性元素cr与nb由较高的活度,可以与c/c复合材料发生界面反应,提高界面结合强度。fe、co元素的存在使焊缝中心处形成了fcc与耐高温laves相组成的共晶组织,这样的结构提高了焊缝的强度,同时使此接头的高温性能显著提高。
34.实施例2
35.本实施例提供了一种高熵合金钎料,由6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒经熔炼制成。
36.本实施例使用的nb单质颗粒的纯度为99.9%、cr单质颗粒的纯度为99.9%、co单质颗粒的纯度为99.9%、ni单质颗粒的纯度为99.9%、fe单质颗粒的纯度为99.9%。
37.本实施例高熵合金钎料的具体制备方法如下:
38.称取6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒;将各金属单质颗粒混合均匀后放入熔炼炉中,炉内抽真空至1
×
10-3
mpa,后冲入氩气,在150a的电流下间歇性的熔炼6次,得到高熵合金锭,将所得高熵合金锭用电火花切割机切成5mm
×
5mm、厚度为0.5mm薄片,通过抛磨机将高熵合金薄片厚度打磨抛光至0.4mm,即得到高熵合金钎料。
39.将本实施例制备的高熵合金钎料用于钎焊sic陶瓷和mo金属,具体钎焊方法为:
40.将sic陶瓷和mo待焊表面抛光并清洗干净,将清洗后的材料自然风干后按照从上到下为sic陶瓷-高熵合金钎料片-mo形式进行装配,并在sic陶瓷表面施加1mpa压力进行固定,然后将装配好的工件放入真空加热炉中,当真空度低于1
×
10-3
pa时,开始以20℃/min的升温速度加热至1300℃并保温15分钟,然后以5℃/min的速度降温到200℃,即完成sic陶瓷与mo的钎焊。
41.经测试,钎焊所得sic陶瓷与mo钎焊接头的抗剪强度为62mpa。对本实施例得到的sic陶瓷与mo的钎焊接头进行电镜观察,结果如图3所示,从钎焊接头微观组织照片中可以
看出,活性元素cr与nb由较高的活度,可以与sic发生界面反应,提高界面结合强度。焊缝基体为(fe,co,ni)-fcc相组成的,提高接头的塑性,起到了缓解应力的作用。
42.实施例3
43.本实施例提供了一种高熵合金钎料,由6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒经熔炼制成。
44.本实施例使用的nb单质颗粒的纯度为99.9%、cr单质颗粒的纯度为99.9%、co单质颗粒的纯度为99.9%、ni单质颗粒的纯度为99.9%、fe单质颗粒的纯度为99.9%。
45.本实施例高熵合金钎料的具体制备方法如下:
46.称取6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒;将各金属单质颗粒混合均匀后放入熔炼炉中,炉内抽真空至1
×
10-3
mpa,后冲入氩气,在150a的电流下间歇性的熔炼6次,得到高熵合金锭,将所得高熵合金锭用电火花切割机切成5mm
×
5mm、厚度为0.5mm薄片,通过抛磨机将高熵合金薄片厚度打磨抛光至0.4mm,即得到高熵合金钎料。
47.将本实施例制备的高熵合金钎料用于钎焊c/c复合材料和nb金属,具体钎焊方法为:
48.将c/c复合材料和nb待焊表面抛光并清洗干净,将清洗后的材料自然风干后按照从上到下为c/c复合材料-高熵合金钎料片-nb形式进行装配,并在c/c复合材料表面施加1mpa压力进行固定,然后将装配好的工件放入真空加热炉中,当真空度低于1
×
10-3
pa时,开始以20℃/min的升温速度加热至1240℃并保温15分钟,然后以5℃/min的速度降温到200℃,即完成c/c复合材料与nb的钎焊。
49.经测试,钎焊所得c/c复合材料与nb钎焊接头的抗剪强度为15mpa。
50.实施例4
51.本实施例提供了一种高熵合金钎料,由6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒经熔炼制成。
52.本实施例使用的nb单质颗粒的纯度为99.9%、cr单质颗粒的纯度为99.9%、co单质颗粒的纯度为99.9%、ni单质颗粒的纯度为99.9%、fe单质颗粒的纯度为99.9%。
53.本实施例高熵合金钎料的具体制备方法如下:
54.称取6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒;将各金属单质颗粒混合均匀后放入熔炼炉中,炉内抽真空至1
×
10-3
mpa,后冲入氩气,在150a的电流下间歇性的熔炼6次,得到高熵合金锭,将所得高熵合金锭用电火花切割机切成5mm
×
5mm、厚度为0.5mm薄片,通过抛磨机将高熵合金薄片厚度打磨抛光至0.4mm,即得到高熵合金钎料。
55.将本实施例制备的高熵合金钎料用于钎焊c/c复合材料和nb金属,具体钎焊方法为:
56.将c/c复合材料和nb待焊表面抛光并清洗干净,将清洗后的材料自然风干后按照从上到下为c/c复合材料-高熵合金钎料片-nb形式进行装配,并在c/c复合材料表面施加1mpa压力进行固定,然后将装配好的工件放入真空加热炉中,当真空度低于1
×
10-3
pa时,开始以20℃/min的升温速度加热至1280℃并保温15分钟,然后以5℃/min的速度降温到200℃,即完成c/c复合材料与nb的钎焊。
57.经测试,钎焊所得c/c复合材料与nb钎焊接头的抗剪强度为23mpa。
58.实施例5
59.本实施例提供了一种高熵合金钎料,由6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒经熔炼制成。
60.本实施例使用的nb单质颗粒的纯度为99.9%、cr单质颗粒的纯度为99.9%、co单质颗粒的纯度为99.9%、ni单质颗粒的纯度为99.9%、fe单质颗粒的纯度为99.9%。
61.本实施例高熵合金钎料的具体制备方法如下:
62.称取6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒;将各金属单质颗粒混合均匀后放入熔炼炉中,炉内抽真空至1
×
10-3
mpa,后冲入氩气,在150a的电流下间歇性的熔炼6次,得到高熵合金锭,将所得高熵合金锭用电火花切割机切成5mm
×
5mm、厚度为0.5mm薄片,通过抛磨机将高熵合金薄片厚度打磨抛光至0.4mm,即得到高熵合金钎料。
63.将本实施例制备的高熵合金钎料用于钎焊c/c复合材料和nb金属,具体钎焊方法为:
64.将c/c复合材料和nb待焊表面抛光并清洗干净,将清洗后的材料自然风干后按照从上到下为c/c复合材料-高熵合金钎料片-nb形式进行装配,并在c/c复合材料表面施加1mpa压力进行固定,然后将装配好的工件放入真空加热炉中,当真空度低于1
×
10-3
pa时,开始以20℃/min的升温速度加热至1300℃并保温15分钟,然后以5℃/min的速度降温到200℃,即完成c/c复合材料与nb的钎焊。
65.经测试,钎焊所得c/c复合材料与nb钎焊接头的抗剪强度为21mpa。
66.实施例6
67.本实施例提供了一种高熵合金钎料,由6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒经熔炼制成。
68.本实施例使用的nb单质颗粒的纯度为99.9%、cr单质颗粒的纯度为99.9%、co单质颗粒的纯度为99.9%、ni单质颗粒的纯度为99.9%、fe单质颗粒的纯度为99.9%。
69.本实施例高熵合金钎料的具体制备方法如下:
70.称取6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒;将各金属单质颗粒混合均匀后放入熔炼炉中,炉内抽真空至1
×
10-3
mpa,后冲入氩气,在150a的电流下间歇性的熔炼6次,得到高熵合金锭,将所得高熵合金锭用电火花切割机切成5mm
×
5mm、厚度为0.5mm薄片,通过抛磨机将高熵合金薄片厚度打磨抛光至0.4mm,即得到高熵合金钎料。
71.将本实施例制备的高熵合金钎料用于钎焊sic陶瓷和mo金属,具体钎焊方法为:
72.将sic陶瓷和mo待焊表面抛光并清洗干净,将清洗后的材料自然风干后按照从上到下为sic陶瓷-高熵合金钎料片-mo形式进行装配,并在sic陶瓷表面施加1mpa压力进行固定,然后将装配好的工件放入真空加热炉中,当真空度低于1
×
10-3
pa时,开始以20℃/min的升温速度加热至1280℃并保温15分钟,然后以5℃/min的速度降温到200℃,即完成sic陶瓷与mo的钎焊。
73.经测试,钎焊所得sic陶瓷与mo钎焊接头的抗剪强度为38.5mpa。
74.实施例7
75.本实施例提供了一种高熵合金钎料,由6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒经熔炼制成。
76.本实施例使用的nb单质颗粒的纯度为99.9%、cr单质颗粒的纯度为99.9%、co单质颗粒的纯度为99.9%、ni单质颗粒的纯度为99.9%、fe单质颗粒的纯度为99.9%。
77.本实施例高熵合金钎料的具体制备方法如下:
78.称取6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒;将各金属单质颗粒混合均匀后放入熔炼炉中,炉内抽真空至1
×
10-3
mpa,后冲入氩气,在150a的电流下间歇性的熔炼6次,得到高熵合金锭,将所得高熵合金锭用电火花切割机切成5mm
×
5mm、厚度为0.5mm薄片,通过抛磨机将高熵合金薄片厚度打磨抛光至0.4mm,即得到高熵合金钎料。
79.将本实施例制备的高熵合金钎料用于钎焊sic陶瓷和mo金属,具体钎焊方法为:
80.将sic陶瓷和mo待焊表面抛光并清洗干净,将清洗后的材料自然风干后按照从上到下为sic陶瓷-高熵合金钎料片-mo形式进行装配,并在sic陶瓷表面施加1mpa压力进行固定,然后将装配好的工件放入真空加热炉中,当真空度低于1
×
10-3
pa时,开始以20℃/min的升温速度加热至1300℃并保温15分钟,然后以5℃/min的速度降温到200℃,即完成sic陶瓷与mo的钎焊。
81.经测试,钎焊所得sic陶瓷与mo钎焊接头的抗剪强度为50.4mpa。
82.实施例8
83.本实施例提供了一种高熵合金钎料,由6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒经熔炼制成。
84.本实施例使用的nb单质颗粒的纯度为99.9%、cr单质颗粒的纯度为99.9%、co单质颗粒的纯度为99.9%、ni单质颗粒的纯度为99.9%、fe单质颗粒的纯度为99.9%。
85.本实施例高熵合金钎料的具体制备方法如下:
86.称取6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒;将各金属单质颗粒混合均匀后放入熔炼炉中,炉内抽真空至1
×
10-3
mpa,后冲入氩气,在150a的电流下间歇性的熔炼6次,得到高熵合金锭,将所得高熵合金锭用电火花切割机切成5mm
×
5mm、厚度为0.5mm薄片,通过抛磨机将高熵合金薄片厚度打磨抛光至0.4mm,即得到高熵合金钎料。
87.将本实施例制备的高熵合金钎料用于钎焊sic陶瓷和mo金属,具体钎焊方法为:
88.将sic陶瓷和mo待焊表面抛光并清洗干净,将清洗后的材料自然风干后按照从上到下为sic陶瓷-高熵合金钎料片-mo形式进行装配,并在sic陶瓷表面施加1mpa压力进行固定,然后将装配好的工件放入真空加热炉中,当真空度低于1
×
10-3
pa时,开始以20℃/min的升温速度加热至1320℃并保温15分钟,然后以5℃/min的速度降温到200℃,即完成sic陶瓷与mo的钎焊。
89.经测试,钎焊所得sic陶瓷与mo钎焊接头的抗剪强度为47.2mpa。
90.实施例9
91.本实施例提供了一种高熵合金钎料,由7.3g的nb单质颗粒、4.5g的cr单质颗粒、5.0g的co单质颗粒、6.2g的fe单质颗粒、12.1g的ni单质颗粒经熔炼制成。
92.本实施例使用的nb单质颗粒的纯度为99.9%、cr单质颗粒的纯度为99.9%、co单
质颗粒的纯度为99.9%、ni单质颗粒的纯度为99.9%、fe单质颗粒的纯度为99.9%。
93.本实施例高熵合金钎料的具体制备方法如下:
94.称取7.3g的nb单质颗粒、4.5g的cr单质颗粒、5.0g的co单质颗粒、6.2g的fe单质颗粒、12.1g的ni单质颗粒;将各金属单质颗粒混合均匀后放入熔炼炉中,炉内抽真空至1
×
10-3
mpa,后冲入氩气,在150a的电流下间歇性的熔炼6次,得到高熵合金锭,将所得高熵合金锭用电火花切割机切成5mm
×
5mm、厚度为0.5mm薄片,通过抛磨机将高熵合金薄片厚度打磨抛光至0.4mm,即得到高熵合金钎料。
95.将本实施例制备的高熵合金钎料用于钎焊c/c复合材料和nb金属,具体钎焊方法为:
96.将c/c复合材料和nb待焊表面抛光并清洗干净,将清洗后的材料自然风干后按照从上到下为c/c复合材料-高熵合金钎料片-nb形式进行装配,并在c/c复合材料表面施加1mpa压力进行固定,然后将装配好的工件放入真空加热炉中,当真空度低于1
×
10-3
pa时,开始以20℃/min的升温速度加热至1260℃并保温15分钟,然后以5℃/min的速度降温到200℃,即完成c/c复合材料与nb的钎焊。
97.经测试,钎焊所得c/c复合材料与nb钎焊接头的抗剪强度为31mpa。
98.实施例10
99.本实施例提供了一种高熵合金钎料,由5.6g的nb单质颗粒、5.0g的cr单质颗粒、6.0g的co单质颗粒、4.5g的fe单质颗粒、12g的ni单质颗粒经熔炼制成。
100.本实施例使用的nb单质颗粒的纯度为99.9%、cr单质颗粒的纯度为99.9%、co单质颗粒的纯度为99.9%、ni单质颗粒的纯度为99.9%、fe单质颗粒的纯度为99.9%。
101.本实施例高熵合金钎料的具体制备方法如下:
102.称取5.6g的nb单质颗粒、5.0g的cr单质颗粒、6.0g的co单质颗粒、4.5g的fe单质颗粒、12g的ni单质颗粒;将各金属单质颗粒混合均匀后放入熔炼炉中,炉内抽真空至1
×
10-3
mpa,后冲入氩气,在150a的电流下间歇性的熔炼6次,得到高熵合金锭,将所得高熵合金锭用电火花切割机切成5mm
×
5mm、厚度为0.5mm薄片,通过抛磨机将高熵合金薄片厚度打磨抛光至0.4mm,即得到高熵合金钎料。
103.将本实施例制备的高熵合金钎料用于钎焊c/c复合材料和nb金属,具体钎焊方法为:
104.将c/c复合材料和nb待焊表面抛光并清洗干净,将清洗后的材料自然风干后按照从上到下为c/c复合材料-高熵合金钎料片-nb形式进行装配,并在c/c复合材料表面施加1mpa压力进行固定,然后将装配好的工件放入真空加热炉中,当真空度低于1
×
10-3
pa时,开始以20℃/min的升温速度加热至1260℃并保温15分钟,然后以5℃/min的速度降温到200℃,即完成c/c复合材料与nb的钎焊。
105.经测试,钎焊所得c/c复合材料与nb钎焊接头的抗剪强度为29.8mpa。
106.对比例1
107.本对比例提供了一种钎料,由6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗粒、11.2g的ni单质颗粒经球磨制成。
108.本对比例钎料的具体制备方法如下:
109.称取6.8g的nb单质颗粒、5.1g的cr单质颗粒、5.8g的co单质颗粒、5.5g的fe单质颗
粒、11.2g的ni单质颗粒;将各金属单质颗粒按球料比6:1放入石墨坩埚中,抽真空至2
×
10-2
mpa,后冲入氩气,在转速为300r/min的条件下,间歇性球磨3h,得到钎料。
110.将本对比例制备的钎料用于钎焊sic陶瓷和mo金属,具体钎焊方法为:
111.将sic陶瓷和mo待焊表面抛光并清洗干净,将清洗后的材料自然风干后按照从上到下为sic陶瓷-钎料片-mo形式进行装配,并在sic表面施加1mpa压力进行固定,然后将装配好的工件放入真空加热炉中,当真空度低于1
×
10-3
pa时,开始以20℃/min的升温速度加热至1300℃并保温15分钟,然后以5℃/min的速度降温到200℃,即完成sic陶瓷与mo的钎焊。
112.经测试,钎焊所得sic陶瓷与mo的钎焊接头的抗剪强度为20mpa。
113.球磨法为机械混合方法,通过球的反复高速膨胀挤压,摩擦使复合颗粒或薄片不断发生塑性变形而加工硬化,但其不能发生化学反应形成化合物,因此无法形成层状共晶组织,不能获得更高的钎焊接头强度。
114.综上所述,本发明提供的高熵合金钎料很好的实现了非氧化物陶瓷或含碳复合材料与金属的钎焊连接,焊缝主体为fcc与laves相组成的共晶组织,接头综合性能好,且高温性能好,接头强度达到18~63mpa,高熵合金钎料制作工艺简单,操作方便,便于推广。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1