一种船用引水员门安装方法与流程
1.本发明属于船舶建造技术领域,具体涉及到一种船用引水员门安装方法。
背景技术:
2.水员门是安装在船舶舷侧外板上,供引水员登船的出入口。引水员门通常使用导轨开关的形式,通过导轨和万向滑轮配合实现引水员门的开关动作。引水员门的结构复杂且庞大,无法在船体搭载结束后通过船体外板开孔放入,需在分段建造过程中预先埋入分段内部。引水员门在分段建造阶段预装需保证安装精度满足要求,这样才能在后续使用过程中确保门的开启和闭合都正常,才能确保其关门后的水密性。
技术实现要素:
3.本发明的目的在于克服上述现有技术中存在的不足,提供一种船用引水员门安装方法,本发明的方法通过将引水员门先进行定位焊接,再将引水员门与外板片段连续焊接固定,在其他组立合拢焊接结束后,再将引水员门与外板片段完全焊接固定,在将引水员门与外板片段焊接固定的同时,避免了外板片段与其他组立焊接固定时的应力变形,提高了引水员门的安装精度。
4.为了实现上述发明目的,本发明专利提供的技术方案如下:
5.一种船用引水员门安装方法,该方法具体包括以下步骤:
6.第一步,制作安装引水员门的外板片段,外板片段在胎架上进行铺板制作,并在外板片段上划制外板片段构架安装线,将外板构架安装在所述外板片段上,并将外板构架定位焊接在所述外板片段上,同时测量外板片段上安装引水员门位置的开孔尺寸;
7.第二步,吊装引水员门,将引水员门吊装至外板片段的引水员门开孔位置,并将引水员门外部的门框结构与外板片段进行定位焊接,将引水员门与外板片段固定连接;
8.第三步,引水员门与外板片段定位焊接完成后,通过马板将引水员门的门框结构与外板片段固定,再将引水员门与外板片段连续焊接固定,引水员门与外板片段通过对角焊接将引水员门的门框结构与外板片段连续焊接固定;
9.第四步,引水员门的门框结构与外板片段连续焊接完成后将马板拆除,将外板片段的其他组立通过吊装与外板片段合拢后形成完整分段;
10.第五步,外板片段上的其他组立与外板片段合拢后将引水员门的门框结构与外板片段进行最终完全焊接固定,引水员门的门框结构与外板片段的完全焊接固定完成后,将外板片段上的其他组立与外板片段的完全焊接固定以及将外板构架固定焊接;
11.第六步,外板片段上的其他组立与外板片段完全焊接固定完成后,结束引水员门的安装操作,将整体分段吊装至船体相应位置进行安装。
12.上述第一步中的测量的外板片段上安装引水员门位置的开孔尺寸误差不大于2mm,所述外板片段吊装至船舶相应位置进行安装时将外板片段与船舶相应位置进行位置定位不进行焊接。
13.上述第二步中引水员门外部的门框结构与外板片段进行定位焊接的具体步骤为:所述引水员门吊装至外板片段的引水员门的开孔位置后,使用割刀龙头火焰将引水员门与外板片段的对接缝周围的钢板温度加热至50℃,再进行引水员门的外框结构与外板片段的定位焊接,所述引水员门的外框结构与外板片段的定位焊接间距为300mm-500mm,所述引水员门的外框结构与外板片段的定位焊接的定位焊长度为30mm-50mm,引水员门的外框结构与外板片段的定位焊接的定位焊高度为3mm-4mm。
14.上述第三步中的马板整体呈h形,所述马板为钢制;所述马板将引水员门的门框结构与外板片段固定的具体步骤为:将马板一端与所述外板片段端面焊接固定,所述马板另一端与所述引水员门的外框结构焊接固定,所述引水员门与所述外板片段的对接缝处均安装马板,所述马板以间距为300mm-400mm布置在引水员门与所述外板片段的对接缝处。
15.上述第三步中的引水员门与外板片段连续焊接固定的具体步骤为:当所述引水员门与所述外板片段的对接缝处的马板安装完成后,在引水员门与所述外板片段的对接缝处两侧的引水员门的外框结构和外板片段上布置电加热片对引水员门与所述外板片段的对接缝处进行预热,所述电加热片对引水员门与所述外板片段的对接缝处进行预热的温度不低于50℃,对接缝处的预热完成后,对引水员门与所述外板片段的对接缝进行焊接,将引水员门与所述外板片段的对接缝根据对接缝对角将引水员门与所述外板片段的对接缝分为四个焊接区域,并对四个焊接区域根据对角焊接的顺序进行焊接,所述引水员门与所述外板片段的对接缝根据对接缝焊接时采取多层多道焊,所述引水员门与外板片段连续焊接的焊接深度不小于对接缝深度的三分之二。
16.上述第五步中的引水员门的门框结构与外板片段最终完全焊接固定具体步骤为:外板片段上的其他组立与外板片段连接固定完成后,将引水员门的门框结构与外板片段对接缝完全焊接,使焊接深度不小于对接缝深度。
17.基于上述技术方案,本发明专利一种船用引水员门安装方法经过实践应用取得了如下技术优点:
18.1.本发明一种船用引水员门安装方法通过将引水员门先进行定位焊接,再将引水员门与外板片段连续焊接固定,在其他组立合拢焊接结束后,再将引水员门与外板片段完全焊接固定,在将引水员门与外板片段焊接固定的同时,避免了外板片段在焊接固定时的应力变形,提高了引水员门的安装精度。
19.2.本发明一种船用引水员门安装方法通过马板将引水员门与外板片段固定后再进行焊接,提高了引水员门焊接时的稳定性,提高了引水员门焊接的精度,提高了焊接效率。
附图说明
20.图1是本发明一种船用引水员门安装方法中的引水员门与船体外板通过马板固定示意图。
21.图2是本发明一种船用引水员门安装方法中的图1的a-a剖面图。
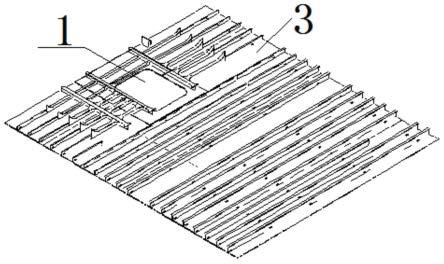
22.图3是本发明一种船用引水员门安装方法中的引水员门与船体外板结构示意图。
具体实施方式
23.为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实例来描述本发明。但是应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
24.如图1-3所述,一种船用引水员门安装方法,该方法具体包括以下步骤:
25.第一步,制作安装引水员门1的外板片段3,外板片段3在胎架上进行铺板制作,并在外板片段3上划制外板片段3构架安装线,将外板构架安装在所述外板片段3上,并将外板构架定位焊接在所述外板片段3上,同时测量外板片段3上安装引水员门1位置的开孔尺寸;
26.第二步,吊装引水员门1,将引水员门1吊装至外板片段3的引水员门1开孔位置,并将引水员门1外部的门框结构与外板片段3进行定位焊接,将引水员门1与外板片段3固定连接;
27.第三步,引水员门1与外板片段3定位焊接完成后,通过马板2将引水员门1的门框结构与外板片段3固定,再将引水员门1与外板片段3连续焊接固定,引水员门1与外板片段3通过对角焊接将引水员门1的门框结构与外板片段3连续焊接固定;
28.第四步,引水员门1的门框结构与外板片段3连续焊接完成后将马板2拆除,将外板片段3的其他组立通过吊装与外板片段3合拢后形成完整分段,其他组立与外板片段3合拢时通过定位焊接将外板片段3上的其他组立与外板片段3连接固定;
29.第五步,外板片段3上的其他组立与外板片段3合拢后将引水员门1的门框结构与外板片段3进行最终完全焊接固定,引水员门1的门框结构与外板片段3的完全焊接固定完成后,将外板片段3上的其他组立与外板片段3的完全焊接固定以及将外板构架固定焊接;
30.第六步,外板片段3上的其他组立与外板片段3完全焊接固定完成后,结束引水员门1的安装操作,将整体分段吊装至船体相应位置进行安装。
31.上述第一步中的测量的外板片段3上安装引水员门1位置的开孔尺寸误差不大于2mm,所述外板片段3吊装至船舶相应位置进行安装时将外板片段3与船舶相应位置进行位置定位不进行焊接;将引水员门1先进行定位焊接,再将引水员门1与外板片段3连续焊接固定,在其他组立合拢焊接结束后,再将引水员门1与外板片段3完全焊接固定,在将引水员门1与外板片段3焊接固定的同时,避免了外板片段3在焊接固定时的应力变形,提高了引水员门1的安装精度。
32.上述第二步中引水员门1外部的门框结构与外板片段3进行定位焊接的具体步骤为:所述引水员门1吊装至外板片段3的引水员门1的开孔位置后,使用割刀龙头火焰将引水员门1与外板片段3的对接缝11周围的钢板温度加热至50℃,再进行引水员门1的外框结构与外板片段3的定位焊接,所述引水员门1的外框结构与外板片段3的定位焊接间距为300mm-500mm,所述引水员门1的外框结构与外板片段3的定位焊接的定位焊长度为30mm-50mm,引水员门1的外框结构与外板片段3的定位焊接的定位焊高度为3mm-4mm。
33.上述第三步中的马板2整体呈h形,所述马板2为钢制;所述马板2将引水员门1的门框结构与外板片段3固定的具体步骤为:将马板2一端与所述外板片段3端面焊接固定,所述马板2另一端与所述引水员门1的外框结构焊接固定,所述引水员门1与所述外板片段3的对接缝11处均安装马板2,所述马板2以间距为300mm-400mm布置在引水员门1与所述外板片段
3的对接缝11处;通过马板2将引水员门1与外板片段3固定后再进行焊接,提高了引水员门1焊接时的稳定性,提高了引水员门1焊接的精度,提高了焊接效率。
34.上述第三步中的引水员门1与外板片段3连续焊接固定的具体步骤为:当所述引水员门1与所述外板片段3的对接缝11处的马板2安装完成后,在引水员门1与所述外板片段3的对接缝11处两侧的引水员门1的外框结构和外板片段3上布置电加热片对引水员门1与所述外板片段3的对接缝11处进行预热,所述电加热片对引水员门1与所述外板片段3的对接缝11处进行预热的温度不低于50℃,对接缝11处的预热完成后,对引水员门1与所述外板片段3的对接缝11进行焊接,将引水员门1与所述外板片段3的对接缝11根据对接缝11对角将引水员门1与所述外板片段3的对接缝11分为四个焊接区域,并对四个焊接区域根据对角焊接的顺序进行焊接,所述引水员门1与所述外板片段3的对接缝11根据对接缝11焊接时采取多层多道焊,所述引水员门1与外板片段3连续焊接的焊接深度不小于对接缝11深度的三分之二。
35.上述第五步中的引水员门1的门框结构与外板片段3最终完全焊接固定具体步骤为:外板片段3上的其他组立与外板片段3连接固定完成后,将引水员门1的门框结构与外板片段3对接缝11完全焊接,使焊接深度不小于对接缝11深度。
36.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解;依然可以对发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1