弹簧生产的快速校正方法及其系统与流程
1.本发明涉及弹簧制造技术领域,特别涉及弹簧生产的快速校正方法及其系统。
背景技术:
2.弹簧是一种利用弹性来工作的机械零件,一般用弹簧钢制成。利用它的弹性可以控制机件的运动、缓和冲击或震动、储蓄能量、测量力的大小等,广泛用于机器、仪表中。
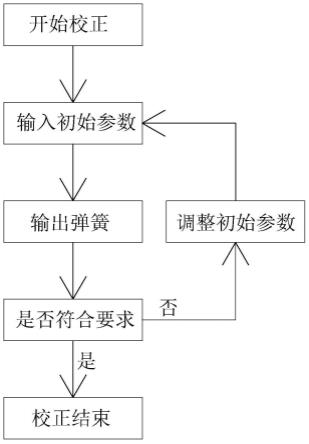
3.对弹簧进行批量生产前,需要对弹簧进行校正,以将生产出来的弹簧控制在一定范围内。现有技术中,对生产前的弹簧校正通常是需要输入多组数据,在弹簧输出后进行测量,并估算初始参数和偏差之间的对应关系,在对输入的参数进行调整后,再作为初始参数进行输入。
4.例如工作人员需要输入前端中末端直径、高度和圈数等初始参数,每个输出参数还包括多个不同的数值,工作人员在调校后输出一个弹簧,在对弹簧进行测量后,需要根据测量后的值,估算偏差与输入参数之间的关系,经调整后再次输入前端中末端直径、高度和圈数,多次重复后获得满足要求的弹簧。
5.该现有的方法带来的问题是需要多次调整才能满足要求,且受到工作人员操作经验的影响较大,大大浪费了时间和材料,增加了生产成本。
技术实现要素:
6.本发明的目的是提供能够快速进行弹簧校正以进入生产过程的方法。
7.本发明的上述技术目的是通过以下技术方案得以实现的:弹簧生产的快速校正方法,包括如下步骤:s1:在输入模块中输入若干参数,并进行弹簧输出;s2:对输出的弹簧进行实物测量,将实际数据与输入值做比对,如两者数据有差异则将实际数据输入校正模块,校正模块通过自动计算后,再进行弹簧输出;s3:重复s2,直至输出的弹簧满足要求。
8.进一步设置为:s1中,参数包括中径、高度和圈数。
9.进一步设置为:s2中测量后的参数包括中径、高度。
10.进一步设置为:s2中测量后的参数包括口径、尾径。
11.进一步设置为:s2中自动计算是指输入弹簧的实际测量数值之后由系统自动换算得到的修正数值,可以对其进行微调,从而达到对实际产出弹簧的改变。
12.进一步设置为:对弹簧进行实物测量其参数,可以采用常规计量工具及常规光学计量工具。
13.本申请还公开了实现上述弹簧生产的快速校正方法的系统,至少包括输入模块:用于输入初始参数,并将初始参数传输给计算模块;校正模块:用于输入测量数据,并将测量数据传输给计算模块;计算模块:用于接收初始参数,并向执行模块发送初始信号;用于接收测量信号,
经计算后得到调节参数,根据调节参数向执行模块发送调整信号;和执行模块:用于接收初始信号,并根据初始参数调整弹簧机的执行模块后输出弹簧;用于接收调整信号,并根据调整信号调节弹簧机的执行机构输出弹簧。
14.进一步设置为:初始信号和调节信号均包括控制弹簧机的执行机构中的弹簧成型装置、弹簧切断装置及送线装置。
15.进一步设置为:弹簧成型装置控制弹簧形状包括其口径、中径的大小,弹簧切断装置及送线装置控制弹簧送线长度。
16.综上所述,本发明具有以下有益效果:通过改变现有技术中需要多次进行初始参数的方式,令弹簧生产的校正不再受到工作人员操作经验的制约,降低对工作人员的培训费用,缩短培训时间,大大增加了工作效率,减少了材料损耗,降低了生产成本。
附图说明
17.图1为现有技术的弹簧校正方法;图2为本申请弹簧校正的方法;图3为校正系统的结构示意图。
具体实施方式
18.以下结合附图对本发明作进一步详细说明。
19.实施例一:弹簧生产的快速校正方法,包括如下步骤s1:在弹簧机的输入模块中输入中径、高度和圈数,启动弹簧机进行弹簧的输出;s2:对输出的弹簧进行测量,测量后将测量数据与在s1中输入的数据进行对比,测量数据包括中径、高度、口径及尾径。当中径、高度、口径及尾径中的其中任意一种或者任意组合的尺寸与出厂要求的尺寸差异较大而不满足弹簧成品的出厂要求时,在弹簧机的校正模块中输入实际的中径、高度、口径及尾径中的其中任意一种或者任意组合的不满足出厂要求的测量数据,在输入实际测量数据后校正模块会进行自动计算,而后再次启动弹簧机进行弹簧的输出;s3:重复s2的过程,直到输出的弹簧满足出厂要求。
20.其中,s2中进行的实物测量可以采用常规计量工具及常规光学计量工具。
21.其中,s2中的自动计算是指输入弹簧的实际测量数值之后由系统自动换算得到的修正数值,可以对其进行微调,从而达到对实际产出弹簧的改变。
22.其中,s3中的满足要求是指满足行业内对弹簧出厂的误差范围要求,并且优选以用户的实际要求为准。
23.实现上述的弹簧生产的快速校正方法的系统,至少包括输入模块:用于输入初始参数,输入的初始参数包括中径、高度和圈数,而后输入模块会将初始参数传输给计算模块;校正模块:用于输入测量数据,测量数据包括有中径、高度、口径及尾径中的任意一种或者任意组合,该测量数据输入以后校正模块会将测量数据传输给计算模块;计算模块:用于接收初始参数,并向执行模块发送初始信号;用于接收测量信号,经计算后得到调节参数,调节参数可以在其他界面上进行微调,根据调节参数向执行模块
发送调整信号;和执行模块:用于接收初始信号,并根据初始参数调整弹簧机的执行模块后进行弹簧的输出;用于接收调整信号,并根据调整信号调节弹簧机的执行模块后进行弹簧的输出。
24.其中,初始信号和调节信号均包括控制弹簧机的执行机构中的弹簧成型装置、弹簧切断装置及送线装置。通过影响弹簧成型装置控制弹簧形状包括其口径、中径等大小。通过影响弹簧切断装置及送线装置控制弹簧送线长度。
25.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
技术特征:
1.弹簧生产的快速校正方法,其特征在于:包括如下步骤:s1:在输入模块中输入若干参数,并进行弹簧输出;s2:对输出的弹簧进行实物测量,将实际数据与输入值做比对,如两者数据有差异则将实际数据输入校正模块,通过自动计算后,再进行弹簧输出;s3:重复s2,直至输出的弹簧满足要求。2.根据权利要求1所述的弹簧生产的快速校正方法,其特征在于:s1中,参数包括中径、高度和圈数。3.根据权利要求1所述的弹簧生产的快速校正方法,其特征在于:s2中测量后的参数包括中径、高度。4.根据权利要求1所述的弹簧生产的快速校正方法,其特征在于:s2中测量后的参数包括口径、尾径。5.根据权利要求1所述的弹簧生产的快速校正方法,其特征在于:s2中自动计算是指输入弹簧的实际测量数值之后由系统自动换算得到的修正数值,从而达到对实际产出弹簧的改变。6.根据权利要求1所述的弹簧生产的快速校正方法,其特征在于:对弹簧进行实物测量其参数,可以采用常规计量工具及常规光学计量工具。7.实现如权利要求1-6中所述的任意一项弹簧生产的快速校正方法的系统,其特征在于:至少包括输入模块:用于输入初始参数,并将初始参数传输给计算模块;校正模块:用于输入测量数据,并将测量数据传输给计算模块;计算模块:用于接收初始参数,并向执行模块发送初始信号;用于接收测量信号,经计算后得到调节参数,根据调节参数向执行模块发送调整信号;和执行模块:用于接收初始信号,并根据初始参数调整弹簧机的执行模块后输出弹簧;用于接收调整信号,并根据调整信号调节弹簧机的执行机构输出弹簧。8.根据权利要求7所述的弹簧生产的快速校正方法的系统,其特征在于:初始信号和调节信号均包括控制弹簧机的执行机构中的弹簧成型装置、弹簧切断装置及送线装置。9.根据权利要求8所述的弹簧生产的快速校正方法的系统,其特征在于:弹簧成型装置控制弹簧形状包括其口径、中径的大小,弹簧切断装置及送线装置控制弹簧送线长度。
技术总结
本发明公开了弹簧生产的快速校正方法及其系统,包括如下步骤:S1:在输入模块中输入若干参数,并进行弹簧输出;S2:对输出的弹簧进行实物测量,将实际数据与输入值做比对,如两者数据有差异则将实际数据输入校正模块,通过自动计算后,再进行弹簧输出;S3:重复S2,直至输出的弹簧满足要求。本发明还公开了该方法的系统。本发明具有以下优点和效果:通过改变现有技术中需要多次进行初始参数的方式,令弹簧生产的校正不再受到工作人员操作经验的制约,降低对工作人员的培训费用,缩短培训时间,大大增加了工作效率,减少了材料损耗,降低了生产成本。成本。成本。
技术研发人员:叶如剑
受保护的技术使用者:浙江华剑智能装备股份有限公司
技术研发日:2022.08.11
技术公布日:2022/10/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1