圆饼料成型内外缘的加工方法与流程
1.本技术涉及轮辋加工设备领域,具体而言,涉及一种圆饼料成型内外缘的加工方法。
背景技术:
2.现在圆饼料成型轮辋是轮辋加工的重要方式。加工时,先对加热后的圆饼料进行粗锻造,再次加热后进行精锻造并最终成型轮辋的内外缘。但是,这种热锻式的内外缘成型方法存在一定缺陷,即,加热设备的成本投入和能源消耗大,加工过程工序繁琐,易影响加工效率。
3.经发明人研究发现,现有的热锻式内外缘成型方法存在如下缺点:成本投入大,工序繁琐,易影响加工效率。
技术实现要素:
4.本技术的目的在于提出一种圆饼料成型内外缘的加工方法,其能够降低投入成本,简化加工工序,提高加工效率。
5.本技术的实施例是这样实现的:本技术提供一种圆饼料成型内外缘的加工方法,包括以下步骤:s1,圆饼料加工;s2,通过旋压机的内旋轮对圆饼料的内缘翻边;s3,通过旋压机的外旋轮对圆饼料的外缘翻边;其中,步骤s2中,圆饼料卡接于第一模具的顶部,外旋轮抵接于圆饼料的外缘并跟随转动,内旋轮抵接于圆饼料的内缘并跟随转动,同时内旋轮沿圆饼料的轴线方向移动;步骤s3中,圆饼料卡接于第二模具的顶部,外旋轮抵接于圆饼料的外缘并跟随转动,同时外旋轮沿圆饼料的轴线方向移动。
6.在可选的实施方式中,圆饼料的内缘和外缘沿相反的方向翻边。
7.在可选的实施方式中,内旋轮的轴线与圆饼料的轴线保持倾斜布置。
8.在可选的实施方式中,外旋轮的轴线与圆饼料的轴线保持倾斜布置。
9.在可选的实施方式中,外旋轮在圆饼料的外缘对称布置。
10.在可选的实施方式中,内旋轮可沿圆饼料的径向移动。
11.在可选的实施方式中,步骤s2中,第一模具的顶部的内缘设有第一卡槽。
12.在可选的实施方式中,圆饼料同轴地卡接于第一卡槽内。
13.在可选的实施方式中,步骤s3中,第二模具的顶部的外缘设有第二卡槽。
14.在可选的实施方式中,圆饼料同轴地卡接于第二卡槽内。
15.本技术实施例的有益效果是:综上所述,本实施例提供了一种圆饼料成型内外缘的加工方法,在加工时,先将圆饼料卡接于第一模具顶部,利用外旋轮抵接于圆饼料的外缘将圆饼料压紧,然后将内旋轮
移动至圆饼料内缘顶部的合适位置,在通过第一模具带动圆饼料同步转动时,外旋轮在摩擦力作用下于外缘处跟随圆饼料同步转动,并保持对圆饼料的压紧作用,同时,内旋轮沿圆饼料的轴线方向向下移动,内旋轮在摩擦力作用下于内缘处跟随圆饼料同步转动,并对内缘产生向下的挤压力,以使内缘下翻;在内缘翻边完成后,将第一模具更换为第二模具,并使圆饼料倒扣式卡接于第二模具顶部,外旋轮同样抵接于外缘的上方,并沿圆饼料的轴线方向向下移动,外旋轮在摩擦力作用下于外缘处跟随圆饼料同步转动,并保持对圆饼料的压紧作用,同时,会对外缘产生向下的挤压力,以使外缘下翻,最终完成对圆饼料的内外缘的成型加工。该圆饼料成型内外缘的加工方法,其能够降低投入成本,简化加工工序,提高加工效率。
附图说明
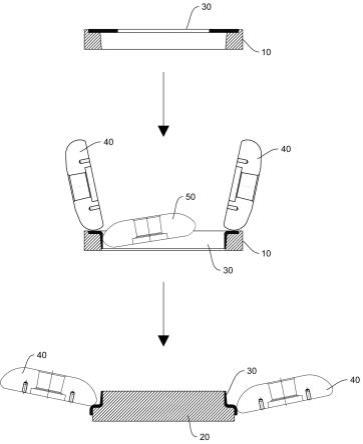
16.下面将参照附图对本技术的示例性实施例进行详细描述,应当理解,下面描述的实施例仅用于解释本技术,而不是对本技术范围的限制,在附图中:图1是根据本技术实施例的圆饼料成型内外缘的加工方法的流程图;图2是根据本技术实施例的圆饼料成型内外缘的加工方法的示意图;附图标记:10、第一模具;20、第二模具;30、圆饼料;40、外旋轮;50、内旋轮。
具体实施方式
17.目前,在对圆饼料进行内外缘加工时,先对加热后的圆饼料进行粗锻造,再次加热后进行精锻造并成型内外缘。但是,这种热锻式的内外缘成型方法存在一定缺陷,即,加热设备的成本投入和能源消耗大,加工过程工序繁琐,易影响加工效率。
18.请参阅图1-图2,鉴于此,发明人设计了一种圆饼料成型内外缘的加工方法,其能够降低投入成本,简化加工工序,提高加工效率。
19.实施例1本实施例中,圆饼料成型内外缘的加工方法包括以下步骤:s1,圆饼料30的加工;s2,通过旋压机的内旋轮50对圆饼料30的内缘翻边;s3,通过旋压机的外旋轮40对圆饼料30的外缘翻边;其中,步骤s2中,圆饼料30卡接于第一模具10的顶部,外旋轮40抵接于圆饼料30的外缘并跟随转动,内旋轮50抵接于圆饼料30的内缘并跟随转动,同时内旋轮50沿圆饼料30的轴线方向移动;步骤s3中,圆饼料30卡接于第二模具20的顶部,外旋轮40抵接于圆饼料30的外缘并跟随转动,同时外旋轮40沿圆饼料30的轴线方向移动。
20.本实施例中,利用该圆饼料成型内外缘的加工方法进行内外缘加工时,先将圆饼
料30卡接于第一模具10顶部,利用外旋轮40抵接于圆饼料30的外缘将圆饼料30压紧在第一模具10上,然后将内旋轮50移动至圆饼料30内缘顶部的合适位置,在通过第一模具10带动圆饼料30同步转动时,外旋轮40在摩擦力作用下于外缘处跟随圆饼料30同步转动,并保持对圆饼料30的压紧作用,同时,内旋轮50沿圆饼料30的轴线方向向下移动,内旋轮50在摩擦力作用下于内缘处跟随圆饼料30同步转动,并对内缘产生向下的挤压力,以使内缘下翻;在内缘翻边完成后,将第一模具10更换为第二模具20,并使圆饼料30倒扣式卡接于第二模具20顶部,外旋轮40同样抵接于外缘的上方,并沿圆饼料30的轴线方向向下移动,外旋轮40在摩擦力作用下于外缘处跟随圆饼料30同步转动,并保持对圆饼料30的压紧作用,同时,会对外缘产生向下的挤压力,以使外缘下翻,最终完成对圆饼料内外缘的成型加工。该圆饼料成型内外缘的加工方法,其能够降低投入成本,简化加工工序,提高加工效率。
21.需要说明的是,根据本实施例的圆饼料成型内外缘的加工方法,其利用旋压的方式将圆饼料成型为工程车的内外缘,在加工过程中,不需要对圆饼料进行单独的加热处理,节约了加热设备的成本投入,同时能够降低能源消耗和人工成本。
22.本实施例中,可选的,在步骤s2中,第一模具10整体上被构造成中空的圆柱状,在第一模具10的顶面的内缘处设有第一卡槽,第一卡槽整体上成环状,圆饼料30适配地卡接于第一卡槽内部,且圆饼料30与第一模具10保持同轴布置,具体的,圆饼料30的外缘搭接于第一卡槽上,圆饼料30的内径小于第一模具10的腔体的直径,内旋轮50沿圆饼料30的轴线方向向下移动,并可以进入到第一模具10的腔体内部,圆饼料30的内缘在内旋轮50的挤压作用下向下翻边,并贴合于第一模具10的腔体的内壁上,使内缘和外缘大体上保持垂直。
23.进一步地,内旋轮50可以沿圆饼料30的径向移动,通过控制内旋轮50在第一模具10腔体内部沿径向的位置,可以对翻边后贴合于第一模具10腔体内部的圆饼料30的内缘进行精修,以控制此时内缘的厚度。
24.本实施例中,可选的,在步骤s3中,第二模具20整体上被构造成圆柱状,在第二模具20的顶面的外缘设有环形的第二卡槽,将内缘翻边后的圆饼料倒扣在第二卡槽上,圆饼料30与第二模具20保持同轴布置,此时,内缘整体上保持竖直状态,并同轴地套设于第二模具20的外侧,而外缘整体保持水平状态,利用外旋轮40沿圆饼料30的轴线方向向下移动,可以完成对外缘的向下翻板。
25.进一步地,圆饼料30的内缘和外缘沿相反的方向进行翻边,内旋轮50的轴线与圆饼料30的轴线保持倾斜布置,并且,外旋轮40的轴线与圆饼料30的轴线也保持倾斜布置,外旋轮40在圆饼料30的外缘对称地布置两个。
26.需要说明的是,本实施例中的旋压机具有在圆饼料30两侧对称布置的两个外旋轮40以及一个布置在圆饼料30中心处的内旋轮50,而且,外旋轮40和内旋轮50均是在摩擦力作用下跟随圆饼料30转动,另外,内旋轮50可以沿圆饼料30的轴向和径向移动,外旋轮50也可以沿圆饼料30的轴向移动,圆饼料30整体上是在被外旋轮40压紧的条件下跟随第一模具10或第二模具20转动。
27.根据本实施例的圆饼料成型内外缘的加工方法,先利用内旋轮的跟随运动完成对圆饼料的内缘翻边,再外旋轮的跟随运动完成对圆饼料的外缘翻边,大大简化了圆饼料成型内外缘的工艺流程,减小了对加热设备的成本投入,提高了加工效率。
28.尽管上面已经示出和描述了本技术的实施例,可以理解的是,上述实施例是示例
性的,不能理解为对本技术的限制,本领域的普通技术人员在本技术的范围内可以对上述实施例进行变化、修改、替代和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1