一种智能化的单杠焊接设备的制作方法
1.本发明涉及焊接技术领域,特别涉及一种智能化的单杠焊接设备。
背景技术:
2.单杠的制作通常为焊接制造,将不同规格的钢管或棒状物料通过拼接和铆焊形成,而单杠的焊接或长或短,并且焊接方向或横向或纵向,因此在施焊时不仅需要对被焊件进行稳定准确的校正和夹紧,还要对焊接设备进行实时方向和方位的变换和调整,以此来满足不同规格钢管和不同方向钢管的焊接。
3.为了解决上述问题,公开号为cn111112800a的中国发明专利公布了一种氩弧焊智能焊接装置,包括焊接操作机和设置在操作机下方的滚轮架,所述焊接操作机由设置在地面上的支撑柱以及设置在支撑柱上的支撑臂构成,该支撑臂通过上下左右4个定位块进行固定,并在支撑臂的前端设有氩弧焊接机头,该氩弧焊接机头正对下方的滚轮架,所述焊接操作机、氩弧焊接头和滚轮架均由plc电控系统控制,但该发明未针对被焊接的型材的焊接方位和方向做出实时调整的设计,故本发明提供了一种智能化的单杠焊接设备。
技术实现要素:
4.本发明针对现有技术上的缺陷,提供一种智能化的单杠焊接设备,克服现有技术中未针对被焊接的型材的焊接方位和方向做出实时调整的设计的问题。
5.一种智能化的单杠焊接设备,包括焊接机构和与校正机构连接的夹紧机构,所述焊接机构包括走行机构和与焊接气缸的活塞杆固定连接的焊接推杆的一端,焊接推杆的另一端与两个焊接连杆转动连接,两个焊接连杆分别与一个滑动座转动连接,滑动座滑动安装在滑杆上,滑杆固定安装在连接架上,每个滑动座与一个焊接齿条固定连接,每个焊接齿条与一个焊接齿轮相互啮合,焊接齿轮转动安装在连接架上,每个焊接齿轮与一个摆杆固定连接,每个摆杆上固定安装有一个焊枪一、焊枪二;所述校正机构包括校正滑板和固定安装在校正底座上的校正导板;所述夹紧机构包括与校正滑板固定连接的齿盘,齿盘与夹紧齿轮相互啮合,夹紧齿轮有多个,每个夹紧齿轮与一个夹紧齿条相互啮合,每个夹紧齿条上固定安装有一个抱紧片,抱紧片滑动安装在夹紧导槽内。
6.进一步的,所述走行机构包括导轨架,导轨架内滑动安装有焊接滑架,焊接滑架上转动安装有导向轮,焊接滑架上固定安装有走行电机,走行电机的输出轴与走行齿轮一转动连接,走行齿轮一与两个走行齿轮二相互啮合,每个走行齿轮二分别与一个走行齿轮三相互啮合,每个走行齿轮三的两端分别固定安装有一个走行轮。
7.进一步的,所述导向轮紧贴导轨架的内壁。
8.进一步的,所述校正导板、校正滑板有两个,校正导板上设置有一个圆孔,每个校正导板的圆孔周围均匀设置有三个滑槽,三个滑槽的中心线相交于校正导板圆孔的圆心,校正滑板上设置有一个圆槽,校正滑板的圆槽与校正导板的圆孔同轴心,每个校正滑板上的斜槽设置有三个。
9.进一步的,所述校正机构还包括辊子,辊子有三个,每个辊子的一端同时滑动安装在一个校正导板的滑槽以及校正滑板的斜槽中,每个辊子的另一端同时滑动安装在对应位置的另一个校正导板的滑槽以及校正滑板的斜槽中,每个辊子的两端分别固定安装有一个限位片,限位片位于校正导板与校正滑板之间,两个校正滑板通过校正连接杆固定连接,校正连接杆与校正气缸的活塞杆转动连接。
10.进一步的,所述夹紧导槽均匀设置在滑动盘上,滑动盘与夹紧底座固定连接,滑动盘上固定安装有夹紧圈。
11.进一步的,所述夹紧圈上设置有四个与夹紧导槽位置对应的孔槽,夹紧圈的每个孔槽内滑动安装有一个夹紧齿条。
12.进一步的,所述夹紧圈、滑动盘与校正滑板的圆槽、校正导板的圆孔同轴心。
13.本发明与现有技术相比的有益效果是:(1)本发明采用环绕变位的方式进行施焊,使得单杠的焊接能够针对单杠组成原件的焊接方位和焊缝方向做出适当的调整,灵活性高;(2)本发明采用可调节的焊接结构,通过焊接齿条、焊接齿轮啮合进行焊枪的角度调整,并且通过多个焊枪同时施焊,使得焊接效率得到提高;(3)本发明通过校正机构实现焊件的中心位置的校正,使得焊缝的对接更加顺利和准确。
附图说明
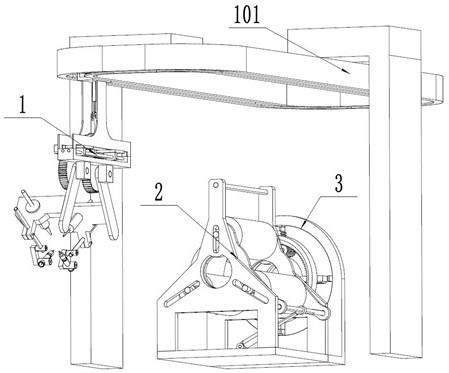
14.图1为本发明整体结构示意图。
15.图2为本发明焊接机构局部结构示意图。
16.图3为本发明走行机构局部结构示意图。
17.图4为本发明焊接机构另一角度局部结构示意图。
18.图5为本发明校正机构局部结构示意图。
19.图6为本发明校正机构去掉一个校正导板结构示意图。
20.图7为本发明夹紧机构局部结构示意图。
21.图8为本发明夹紧机构去掉夹紧底座、夹紧圈结构示意图。
22.附图标记:1-焊接机构;2-校正机构;3-夹紧机构;101-导轨架;102-导向轮;103-走行轮;104-焊接滑架;105-连接架;106-焊接齿条;107-焊接齿轮;108-焊枪一;109-焊枪二;110-焊接连杆;111-焊接推杆;112-焊接气缸;113-走行齿轮一;114-走行齿轮二;115-走行齿轮三;116-走行电机;117-滑动座;118-滑杆;119-摆杆;201-校正底座;202-校正导板;203-校正滑板;204-辊子;205-校正气缸;206-校正连接杆;207-限位片;301-齿盘;302-夹紧底座;303-滑动盘;304-夹紧齿条;305-夹紧齿轮;306-抱紧片;307-夹紧导槽;308-夹紧圈。
具体实施方式
23.在本发明以下的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
24.在本发明以下的描述中,需要说明的是,除非另有明确规定和限定,术语“安装”、“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接连接,亦可以是通过中间媒介间接连接,可以是两个部件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
25.下面结合附图和示例性实施例对本发明作进一步地描述,在此发明的示意性实施例以及说明用来解释本发明,但并不作为对本发明的限定。此外,如果已知技术的详细描述对于示出本发明的特征是不必要的,则将其省略。
26.实施例:参考图1-图8一种智能化的单杠焊接设备,包括焊接机构1和与校正机构2连接的夹紧机构3。
27.焊接机构1上设置有导轨架101,导轨架101内滑动安装有焊接滑架104,焊接滑架104上转动安装有导向轮102,焊接滑架104通过导向轮102在导轨架101内移动减少摩擦阻力,焊接滑架104上固定安装有走行电机116,走行电机116的输出轴与走行齿轮一113转动连接,走行齿轮一113与两个走行齿轮二114相互啮合,每个走行齿轮二114分别与一个走行齿轮三115相互啮合,每个走行齿轮三115的两端分别固定安装有一个走行轮103;焊接滑架104与连接架105固定连接,焊接滑架104上固定安装有焊接气缸112,焊接气缸112的活塞杆与焊接推杆111的一端固定连接,焊接推杆111的另一端与两个焊接连杆110转动连接,两个焊接连杆110分别与一个滑动座117转动连接,滑动座117滑动安装在滑杆118上,滑杆118固定安装在连接架105上,每个滑动座117与一个焊接齿条106固定连接,每个焊接齿条106与一个焊接齿轮107相互啮合,焊接齿轮107转动安装在连接架105上,每个焊接齿轮107与一个摆杆119固定连接,每个摆杆119上固定安装有一个焊枪一108、焊枪二109。
28.校正机构2上设置有固定安装在校正底座201上的校正导板202,校正导板202、校正滑板203有两个,校正导板202上设置有一个圆孔,每个校正导板202的圆孔周围均匀设置有三个滑槽,三个滑槽的中心线相交于校正导板202圆孔的圆心,校正滑板203上设置有一个圆槽,校正滑板203的圆槽与校正导板202的圆孔同轴心,每个校正滑板203上的斜槽设置有三个,辊子204有三个,每个辊子204的一端同时滑动安装在一个校正导板202的滑槽以及校正滑板203的斜槽中,每个辊子204的另一端同时滑动安装在对应位置的另一个校正导板202的滑槽以及校正滑板203的斜槽中,每个辊子204的两端分别固定安装有一个限位片207,限位片207位于校正导板202与校正滑板203之间,两个校正滑板203通过校正连接杆206固定连接,校正连接杆206与校正气缸205的活塞杆转动连接,校正气缸205转动安装在校正底座201上,其中一个校正滑板203与齿盘301固定连接。
29.夹紧机构3上设置有与齿盘301相互啮合的四个夹紧齿轮305,每个夹紧齿轮305与一个夹紧齿条304相互啮合,每个夹紧齿条304上固定安装有一个抱紧片306,抱紧片306滑动安装在夹紧导槽307内,夹紧导槽307均匀设置在滑动盘303上,滑动盘303与夹紧底座302固定连接,滑动盘303上固定安装有夹紧圈308,夹紧圈308上设置有四个与夹紧导槽307位置对应的孔槽,夹紧圈308的每个孔槽内滑动安装有一个夹紧齿条304,夹紧圈308、滑动盘303与校正滑板203的圆槽、校正导板202的圆孔同轴心。
30.本发明使用时,导轨架101安装在地面上,以单杆的主梁为例,将单杠的主梁穿过夹紧圈308、滑动盘303、校正滑板203的圆槽、校正导板202的圆孔,启动校正气缸205,校正气缸205伸出活塞杆推动校正连接杆206,带动两个校正滑板203转动,通过两个校正滑板203上的斜槽推动辊子204的两端在校正导板202的滑槽内滑动,从而使三个辊子204逐渐靠
拢,使得辊子204的表面靠近主梁外表面,对主梁的位置进行校正,使主梁与校正滑板203的圆槽、校正导板202的圆孔同轴心,减小焊接变形量。
31.同时,转动的校正滑板203带动齿盘301转动,齿盘301带动四个夹紧齿轮305转动,带动四个夹紧齿条304和抱紧片306在夹紧导槽307上滑动,直至抱紧片306将主梁夹紧,使主梁的位置固定,随后启动走行电机116,驱动走行齿轮一113转动,带动走行齿轮二114转动,带动走行齿轮三115转动,带动走行轮103转动,从而驱动走行轮103沿着导轨架101的轨迹走行;安装在焊接滑架104上的四个导向轮102紧贴导轨架101的内壁,进行导向和转弯,根据焊件的位置和焊缝的方向调整焊枪的位置和方向,使得焊接机构1走行至焊接位置,将另一焊件于主梁对接后,在焊接的位置启动焊接气缸112,通过驱动焊接推杆111来带动两侧的焊接连杆110摆动,带动滑动座117沿着滑杆118对向滑动,带动两个焊接齿条106同步移动,带动两个焊接齿轮107转动,带动两个摆杆119摆动,带动两个焊枪一108、焊枪二109来调整角度和位置,对准位置后进行同步施焊,使得焊缝快速成型。
32.应当理解的是,以上实施例仅用以说明本发明的技术方案,而非对其限制,对本领域技术人员来说,可以对上述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而所有这些修改和替换,都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1