机床中的接触式刀具传感器的校正方法、存储介质及机床与流程
本公开涉及用于校正在机床中使用的接触式刀具传感器的方法以及存储接触式刀具传感器的校正程序的计算机可读存储介质、机床。
背景技术:
1、在由数控装置控制的机床中,在进行加工时,通过刀具传感器进行安装于主轴的刀具尺寸以及刀尖位置等的测定。
2、刀具、刀具传感器由于因室温变化等引起的机床的热位移、因主轴的发热等引起的热位移、经时变化等而形状、位置关系发生变化,因此在长时间的加工中维持高精度的加工的情况下,需要进行刀具传感器的校正。
3、通常,触摸传感器等接触式刀具传感器的校正通过如下方式进行:使工件坐标系的原点设定中所使用的刀具或长度已知的基准刀具与固定于工作台等的接触式刀具传感器抵接,记录在抵接时检测到从接触式刀具传感器发出的信号时的主轴位置。
4、但是,在实际的机床的切削加工中,切屑或切削液(以下称为异物)有时会落到接触式刀具传感器上。该异物成为接触式刀具传感器的校正中的误差的主要原因,由于该误差而在测定出的刀具长度中产生误差。作为其对策,有在测定前通过吹风来清扫接触式刀具传感器的方法,但难以完全除去异物。
5、因此,以往在异物的检测时,在加工的间歇,操作人员通过目视进行异物的确认。
6、另一方面,例如如专利文献1所示,还已知有使用了通过照相机拍摄的拍摄图像的检测方法。在此,示出了从工件设置区域的拍摄图像检测异物的存在位置并重点清扫检测出的位置的方法。
7、现有技术文献
8、专利文献
9、专利文献1:日本专利第6400817号公报
技术实现思路
1、发明所要解决的课题
2、但是,在如以往那样操作人员在加工的间歇通过目视确认异物的方法中,存在因加工的中断而生产率降低这样的课题。
3、另外,在专利文献1的方法中,除了在机床内需要对加工区域内进行拍摄的照相机之外,还需要在照相机的镜头上不附着异物的对策,存在花费成本的课题。
4、因此,本公开的目的在于提供对于接触式刀具传感器不需要特别的装置就能够检测异物的机床中的接触式刀具传感器的校正方法以及存储接触式刀具传感器的校正程序的计算机可读存储介质、机床。
5、用于解决课题的手段
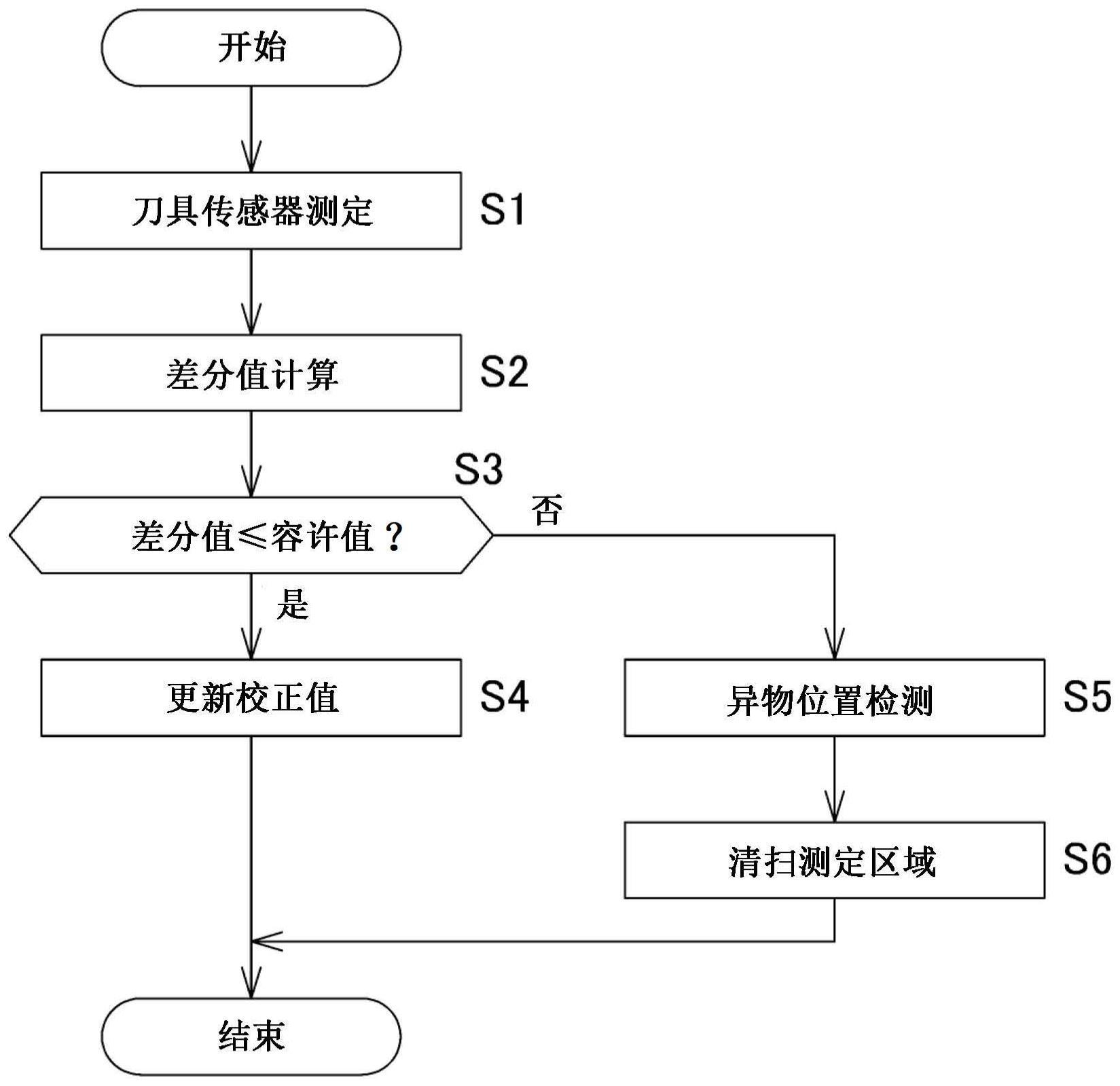
6、为了实现上述目的,本公开的第一结构的特征在于,是在具有3轴以上的平移轴、能够安装刀具的主轴、工作台、以及控制所述平移轴和所述主轴的数控装置的机床中,对所述主轴与安装于所述工作台的接触式刀具传感器之间的位置关系进行校正的方法,其特征在于,在该方法中执行如下步骤:
7、刀具传感器测定步骤,将基准刀具安装于所述主轴,作为刀具传感器测定值,分别取得所述接触式刀具传感器的上表面的至少2处不同的测定区域中的所述基准刀具的末端的测定位置坐标;
8、差分值输出步骤,基于各所述刀具传感器测定值,输出规定的差分值;
9、异常检测步骤,将所述差分值与预先设定的容许值进行比较,在至少1个所述差分值偏离所述容许值的情况下判定为异常;以及
10、刀具传感器校正步骤,在所述异常检测步骤中未判定为异常的情况下,基于各所述刀具传感器测定值,对所述主轴与所述接触式刀具传感器之间的位置关系进行校正。
11、本公开的第一结构的另一方式的特征在于,在上述结构中,当在所述异常检测步骤中判定为异常时,执行对所述接触式刀具传感器的上表面进行清扫的清扫步骤。
12、本公开的第一结构的另一方式的特征在于,在上述结构中,在所述清扫步骤中,至少对取得了与偏离所述容许值的所述差分值相关的所述刀具传感器测定值的所述测定区域进行清扫。
13、本公开的第一结构的另一方式的特征在于,在上述结构中,在执行所述清扫步骤之后,再次执行所述刀具传感器测定步骤、所述差分值输出步骤以及所述异常检测步骤,当在再次的所述异常检测步骤中判定为异常时,反复进行再次执行所述清扫步骤的处理,
14、当在所述异常检测步骤中判定为异常的次数达到规定的阈值时,停止处理并执行通知该情况的通知步骤。
15、本公开的第一结构的另一方式的特征在于,在上述结构中,在所述差分值输出步骤中,将各所述刀具传感器测定值之间的差作为所述差分值输出。
16、本公开的第一结构的另一方式的特征在于,在上述结构中,执行如下步骤:
17、基准值记录步骤,在执行所述差分值输出步骤之前,在异物未附着于所述接触式刀具传感器的上表面以及所述基准刀具的状态下,记录多个所述测定区域中的所述基准刀具的末端的测定位置坐标作为各个刀具传感器基准值;以及
18、位移值输出步骤,将各所述刀具传感器基准值和与各所述刀具传感器基准值相同的测定区域中的各所述刀具传感器测定值之间的差分作为各个刀具传感器位移值而输出,
19、在所述差分值输出步骤中,将各所述刀具传感器位移值之间的差作为所述差分值输出。
20、本公开的第一结构的另一方式的特征在于,在上述结构中,在所述差分值输出步骤中,将所述主轴接近所述接触式刀具传感器的方向设为负方向,将各所述刀具传感器测定值中的最小值设为刀具传感器测定值最小值,将所述最小值所涉及的所述刀具传感器测定值以外的所述刀具传感器测定值与所述刀具传感器测定值最小值之间的差分作为所述差分值输出。
21、本公开的第一结构的另一方式的特征在于,在上述结构中,执行如下步骤:
22、基准值记录步骤,在执行所述差分值输出步骤之前,在异物未附着于所述接触式刀具传感器的上表面以及所述基准刀具的状态下,记录多个所述测定区域中的所述基准刀具的末端的测定位置坐标作为各个刀具传感器基准值;以及
23、位移值输出步骤,将各所述刀具传感器基准值和与各所述刀具传感器基准值相同的测定区域中的各所述刀具传感器测定值之间的差分作为各个刀具传感器位移值而输出,
24、在所述差分值输出步骤中,将所述主轴接近所述接触式刀具传感器的方向设为负方向,将各所述刀具传感器位移值中的最小值设为刀具传感器位移值最小值,将所述最小值所涉及的所述刀具传感器位移值以外的所述刀具传感器位移值与所述刀具传感器位移值最小值之间的差分作为所述差分值输出。
25、本公开的第二结构是计算机可读存储介质,其存储机床中的接触式刀具传感器的校正程序,该校正程序用于在具有3轴以上的平移轴、能够安装刀具的主轴、工作台、以及控制所述平移轴和所述主轴的数控装置的机床中,在所述主轴上安装了基准刀具、并在所述工作台上设置了接触式刀具传感器的状态下,使所述数控装置执行本公开的第一结构至第八结构中任意一个所述的接触式刀具传感器的校正方法。
26、本公开的第三结构是一种机床,其具有:3轴以上的平移轴;能够安装刀具的主轴;工作台;以及对所述平移轴和所述主轴进行控制的数控装置,其特征在于,包括:
27、刀具传感器测定单元,其在所述主轴上安装了基准刀具、并在所述工作台上设置了接触式刀具传感器的状态下,取得所述接触式刀具传感器的上表面的至少2处不同的测定区域中的所述基准刀具的末端的测定位置坐标作为各个刀具传感器测定值;
28、差分值输出单元,其输出各所述刀具传感器测定值之间的规定的差分值;
29、异常检测单元,其将所述差分值与预先设定的容许值进行比较,在至少1个所述差分值偏离所述容许值的情况下判定为异常;以及
30、刀具传感器校正单元,其在所述异常检测单元未判定为异常的情况下,基于各所述刀具传感器测定值,对所述主轴与所述接触式刀具传感器之间的位置关系进行校正。
31、发明效果
32、根据本公开,在加工中不需要操作人员的目视确认作业、特别的装置就能够检测接触式刀具传感器上的异物的附着。由此,能够减少操作人员的负担,减少因加工的中断引起的空载时间,并且能够确认是否准确地进行了接触式刀具传感器的校正。另外,由于不需要基于照相机的测定系统等,因此能够比较廉价地实现。
33、特别是,若采用在判定为异常时清扫接触式刀具传感器的结构,则能够在排除异物的附着带来的影响的基础上准确地校正接触式刀具传感器。由此,能够准确地测定用于加工的刀具长度,在加工中能够维持加工精度。
- 还没有人留言评论。精彩留言会获得点赞!