占用场地少的钢带缓冲活套装置的制作方法
1.本发明涉及钢带生产技术领域,具体涉及钢带缓冲活套装置。
背景技术:
2.钢带镀锌生产线设有上料辊轴,在上料辊轴上缠绕有第一卷钢带,上料辊轴转动把第一卷钢带送出进行上料,由于生产线不能停机,在第一卷钢带即将被完全送出时,工人需要用钢带缓冲活套装置存储一段钢带,即让钢带缓冲活套装置充套,在第一卷钢带被完全送出后,工人需要立刻换上第二卷钢带,并把第二卷钢带首端与第一卷钢带末端焊接在一起,此过程中,钢带缓冲活套装置自动放套,把存储的钢带释放出来从而为工人提供一定的缓冲时间,让钢带生产线在缓冲时间内能够持续运转不停机。专利文献cn106424165a公开了一种钢带缓冲活套装置,该钢带缓冲活套装置设有支撑件,在支撑件前方设有前后方向的导轨,在导轨上活动安装有活套车,钢带缠绕在支撑件和活套车之间,活套车在充套时往前运动远离支撑件,充套后相比充套前,活套车与支撑件二者距离较远,缠绕在二者之间的钢带更长,长出来这一段即为存储的钢带,活套车在放套时往后运动靠近支撑件从而释放出存储的钢带。在导轨侧方通过螺栓连接的方式固定安装有多个摆臂门机构,摆臂门机构设有摆臂门、滚轮和联动组件,摆臂门设有上下并列的多条可托起钢带的支撑辊,滚轮通过联动组件连接摆臂门,活套车在充套时沿导轨往前逐一经过多个摆臂门机构,每经过一个摆臂门机构,就带动该摆臂门机构的滚轮运动,滚轮经联动组件带动摆臂门摆转至钢带下方托起钢带以防止钢带下垂,充套后钢带形状大致为直线,活套车在放套时沿导轨往后运动逐一经过多个摆臂门机构,逐一带动多个摆臂门机构复位。钢带缓冲活套装置在充套后,其活套车与支撑件距离越长,其所存储的钢带就越长,在放套时能释放的钢带便越长,能够为工人提供更多的缓冲时间去换卷和焊接,但是活套车与支撑件之间距离越长,整个装置也就越长,需要占用的场地就越多。
技术实现要素:
3.本发明要解决的技术问题是提供一种占用场地少的钢带缓冲活套装置,其既可以防止钢带下垂,又能够为工人提供更多缓冲时间去换卷和焊接,而且无需占用更多场地。
4.为解决上述技术问题,本发明的占用场地少的钢带缓冲活套装置,包括支撑件,在支撑件前方设有前后方向的导轨,在导轨上活动安装有可沿导轨前后运动的活套车,活套车和支撑件都设有辊轴供钢带缠绕于活套车与支撑件之间,在导轨侧方安装有从后到前排列的五个摆臂门机构,每个摆臂门机构都设有可摆转至钢带下方的摆臂门,每个摆臂门都设有可托起钢带的支撑辊,第一、第三和第五摆臂门机构在支撑辊上方设有压住钢带的下压辊,第二和第四摆臂门机构在摆臂门下方设有电动推杆,电动推杆上端连接摆臂门,通过抬起摆臂门来抬起支撑辊。
5.更进一步地,摆臂门设有底板,在底板上活动安装有转动轴,支撑辊具体固定安装在转动轴上,转动轴可绕自身轴线转动带动支撑辊摆转至钢带下方托起钢带;第二和第四
两个摆臂门机构的电动推杆具体地,上端连接摆臂门的底板,通过抬起底板来抬起摆臂门从而抬起支撑辊。
6.更进一步地,第一、第三和第五摆臂门机构的下压辊具体固定安装在转动轴上。
7.工人在充套时,用五个摆臂门机构的支撑辊分别托起钢带以防钢带下垂,并让第二、第四两个摆臂门机构的电动推杆分别抬起两个摆臂门机构的支撑辊以抬起钢带,此状态下,由于第一、第三和第五三个摆臂门机构的下压辊分别压住钢带,钢带部分被抬起且部分被压住,就会变成波浪形;波浪形钢带相比直线型钢带,在前后两端间距相同的情况下,前者比后者长,也就是说,在不改变支撑件与活套车距离的情况下,本发明的钢带缓冲活套装置相比背景技术,能够存储更长的钢带,在放套时能够释放更长的钢带,从而能够为工人提供更多缓冲时间去换卷和焊接;由于支撑件与活套车距离没有改变,整个装置的长度也就没有改变,无需占用更多场地。
附图说明
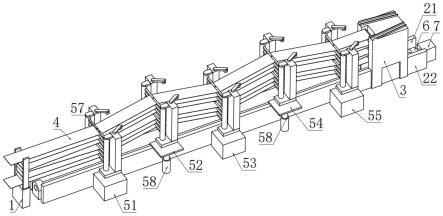
8.图1是钢带缓冲活套装置的轴测图,图中未充套。
9.图2是钢带缓冲活套装置的轴测图,图中已充套。
10.图3是支撑件的轴测图。
11.图4是活套车的轴测图,图中视角为从活套车斜后方望向活套车。
12.图5是活套车的轴测图,图中视角为从活套车斜前方望向活套车。
13.图6是第一摆臂门机构的轴测图。
14.图7是第二摆臂门机构的轴测图。
具体实施方式
15.以下结合具体实施方式对本发明创造作进一步详细说明。
16.占用场地少的钢带缓冲活套装置见图1和图4,包括支撑件1,在支撑件1前方设有左、右两条导轨2,两条导轨2都是前后方向的,在两条导轨2上活动安装有活套车3,活套车3底部开有左、右两个导槽32,左、右两个导槽32分别容置左、右两条导轨2,左、右两个导槽32的槽壁分别受左、右两条导轨2导向,可分别沿左、右两条导轨2前后运动,因此活套车3可沿左、右两条导轨2前后运动。见图1、图3和图4,在支撑件1上设有上下并列的六根第一辊轴11,在活套车3上设有上下并列的六根第二辊轴31,钢带4缠绕在第一辊轴11和第二辊轴31上,即钢带4缠绕在支撑件1与活套车3之间。在左、右两条导轨2之间设有前后方向的丝杆螺母机构6和驱动电机7,丝杆螺母机构6为现有技术,本实施例不作赘述,活套车3底部连接丝杆螺母机构6的丝杆螺母62(见图5),驱动电机7连接丝杆螺母机构6的丝杆61,驱动电机7驱动丝杆61绕其轴线转动就可以驱动丝杆螺母62和活套车3前后运动。工人在充套时让驱动电机7驱动活套车3沿两条导轨2往前运动远离支撑件1,活套车3就往前拉动钢带4,充套后见图2,相比充套前,活套车3与支撑件1二者距离较远,缠绕在二者之间的钢带4更长,长出来的这一段即为存储的钢带4,工人在放套时让驱动电机7驱动活套车3沿两条导轨2往后运动靠近支撑件1,这样就释放出存储的钢带4。
17.见图1,在左导轨2的左方和右导轨2的右方都安装有一排摆臂门机构,两排摆臂门机构结构左右对称,本实施例只描述其中居右的一排摆臂门机构,对居左的一排摆臂门机
构不作赘述。居右的一排摆臂门机构包括从后到前排列的五个摆臂门机构51、52、53、54、55,五个摆臂门机构51、52、53、54、55都设有一个摆臂门502(见图6)。见图6,摆臂门502设有底板59,在底板59上活动安装有可绕自身轴线转动的转动轴50,在转动轴50上固定安装有上下并列的六条支撑辊56,在每条支撑辊56的上方都设有一条下压辊57,下压辊57固定安装在转动轴50上。五个摆臂门机构51、52、53、54、55都在转动轴50顶部设有联动组件501和滚轮503,滚轮503通过联动组件501连接摆臂门502的转动轴50,联动组件501与专利文献cn106424165a所公开的活套系统的摆臂门导转组件结构相同,本实施例不作赘述。第二和第四两个摆臂门机构52、54都在摆臂门502下方设有电动推杆58,电动推杆58上端固定连接有一块固定板581,摆臂门502的底板59固定连接在固定板581上,即电动推杆58上端经固定板581连接摆臂门502的底板59。两排摆臂门机构结构左右对称,本实施例对居左的一排摆臂门机构不作赘述。
18.见图2、图4、图5和图6,钢带4分为上下并列的六段。活套车3顶部设有两条滑轨33,活套车3在充套时,从后往前依次经过五个摆臂门机构51、52、53、54、55,每经过一个摆臂门机构,就通过滑轨33来带动该摆臂门机构的滚轮503运动,滚轮503通过联动组件501来带动摆臂门502的转动轴50绕自身轴线转动,从而带动摆臂门502的六根支撑辊56分别摆转至六段钢带4下方,分别托起六段钢带4,以免钢带4下垂,此状态下,该摆臂门机构的六条下压辊57随转动轴50转动,分别摆转至六段钢带4上方,分别压住六段钢带4。在活套车3经过第二摆臂门机构52后,见图7,第二摆臂门机构52的摆臂门502的六根支撑辊56分别托起六段钢带4,此时工人让第二摆臂门机构52的电动推杆58通过抬起固定板581和底板59来抬起整个摆臂门502,也就是说,电动推杆58通过抬起整个摆臂门502的方式来抬起摆臂门502的六根支撑辊56,那么六根支撑辊56就分别抬起六段钢带4。见图2,在活套车3经过第四摆臂门机构54后,第四摆臂门机构54参见图7,其摆臂门502的六根支撑辊56分别托起六段钢带4,此时工人让第四摆臂门机构54的电动推杆58抬起固定板581和底板59从而抬起整个摆臂门502,也就是说,电动推杆58通过抬起整个摆臂门502的方式来抬起摆臂门502的六根支撑辊56,那么六根支撑辊56就分别抬起六段钢带4。见图2,在充套后,由于第二、第四两个摆臂门机构52、54各自的六根支撑辊56(见图7)分别抬起六段钢带4,此状态下,由于第一、第三和第五三个摆臂门机构51、53、55各自的六根下压辊57(见图6)分别压住六段钢带4,那么六段钢带4部分被抬起且部分被压住,就会变成波浪形,这样钢带缓冲活套装置就能存储更长的钢带4,自然地,在放套时能够释放更长的钢带4,从而能够为工人提供更多缓冲时间去换卷和焊接。
19.在非优选实施例里,见图2和图7,五个摆臂门机构51、52、53、54、55取消联动组件501,活套车3在充套时从后往前依次经过五个摆臂门机构51、52、53、54、55,工人需在活套车3每经过一个摆臂门机构时,手动操作该摆臂门机构的摆臂门502使其转动轴50绕自身轴线转动,带动摆臂门502的六根支撑辊56分别摆转至六段钢带4,分别托起六段钢带4。
20.如上所述仅为本发明创造的实施方式,不以此限定专利保护范围。本领域技术人员在本发明创造的基础上作出非实质性的变化或替换,仍落入专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1