一种履带板定位冲压模具及定位冲压方法与流程
本发明涉及履带板冲压,特别是涉及一种履带板定位冲压模具及定位冲压方法。
背景技术:
1、履带板的结构相对复杂,其顶面包括截面呈山形的导向齿,且履带板的一侧还带有拖尾齿。对履带板进行锯切、冲孔等作业时,通常需要将其有效固定,才能有助于提高作业的精准度。
2、现有技术中,履带板冲压定位因其特殊的结构而较复杂,通常由粗定位和精定位组成,粗定位由粗导向块组成,精定位由v型定位柱和v型套组成,v型定位柱在生产过程中,平均每生产3万片就需更换,不然易产生磨损,导致尺寸偏差,v型套开裂损坏,v型定位柱开裂崩角等问题,影响产品精度和生产效率。
3、中国专利cn 111421059 a公开了一种可调筋定位的履带板冲压模具,其通过带有定位块本体的定位块组件进行定位,且在定位块本体两侧开设有安装槽,在安装槽内通过连接轴连接有可拆卸定位滚轮,定位滚轮沿连接轴转动,定位滚轮突出安装槽,且定位滚轮与履带板接触,通过更换不同半径的定位滚轮,可以有效兼容履带板的轮廓偏差及模具定位偏差。
4、但本申请发明人在实现本申请实施例中发明技术方案的过程中,发现上述技术至少存在如下技术问题:
5、该带有定位滚轮的定位块通过可替换的滚轮与履带板接触,其定位方式为点接触定位,接触面积小,而且滚轮在定位的前后已发生位移,尤其是在冲压过程中,受力情况下存在定位不稳固、定位精确度差的问题,滚轮的放置方向不同也容易导致位移的变化,因此,容易出现因定位问题导致的产品尺寸不合格的缺陷。
技术实现思路
1、本发明通过提供一种履带板定位冲压模具及定位冲压方法,解决了现有技术中针对履带板的定位加工存在的上述问题。
2、为解决上述技术问题,本发明提供了一种履带板定位冲压模具,包括:
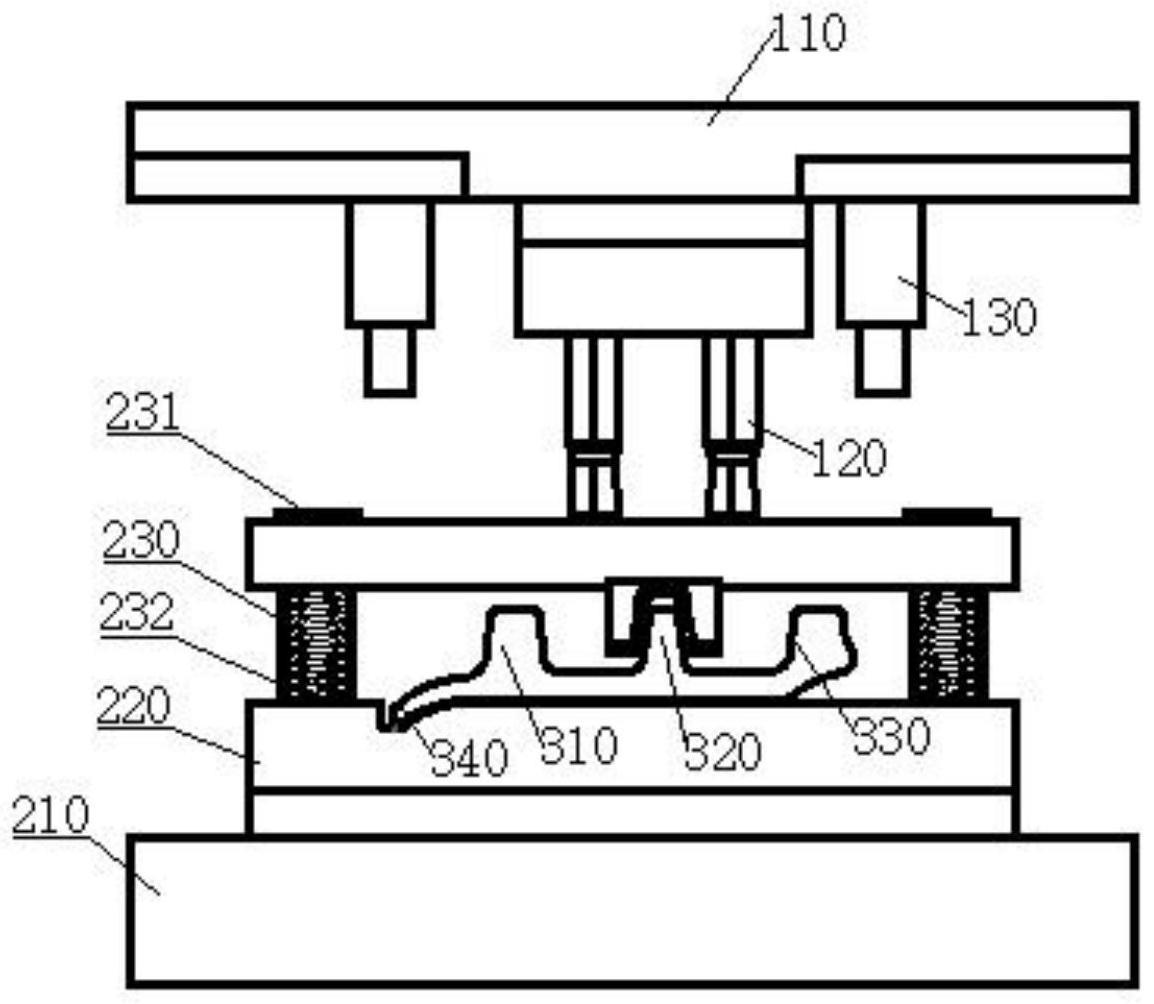
3、上模,所述上模包括上模底板和冲头,所述冲头竖直安装在所述上模底板的下方;
4、下模,所述下模包括下模底板、下模承托板、导向柱和导向固定组件;所述下模承托板固定在所述下模底板的上方,其上设有履带板放置区,所述导向柱竖直安装在所述下模承托板上,所述导向固定组件安装在所述导向柱的顶端,并能够沿所述导向柱上下移动;
5、其中,所述导向固定组件包括导向板和导料条,所述导向板的两端安装在所述导向柱上,所述导料条安装在所述导向板的下表面,并能够卡置在所述履带板的中部导向齿上。
6、在本发明一个较佳实施例中,所述导料条包括第一导料板和第二导料板,其中,所述第一导料板和第二导料板的顶端连接为一体,构成连接端,所述第一导料板和第二导料板的底端分开,构成开口端。
7、在本发明一个较佳实施例中,所述导料条自连接端向开口端的开口角度逐渐增大,且所述开口端的宽度大于所述履带板的中部导向齿的宽度。
8、在本发明一个较佳实施例中,所述第一导料板和第二导料板分别与所述履带板的中部导向齿的左右两侧线性接触连接。
9、在本发明一个较佳实施例中,所述导向板的长度大于所述履带板放置区的长度;所述导料条的长度小于等于所述导向板的长度。
10、在本发明一个较佳实施例中,所述导向板上开设有供所述冲头贯穿的贯通孔,所述下模承托板的履带板放置区开设有与所述冲头的位置和尺寸相匹配的盲孔。
11、在本发明一个较佳实施例中,所述导向柱的顶端贯穿所述导向板,所述导向柱的顶端安装有限位板;所述导向柱位于所述导向板下方的柱体上套置有矩形弹簧。
12、在本发明一个较佳实施例中,所述上模底板上对应所述导向板的四个角处还安装有氮气弹簧。
13、在本发明一个较佳实施例中,所述履带板的上表面自左向右依次带有左侧导向齿、中部导向齿和右侧导向齿,所述中部导向齿与所述左侧导向齿和右侧导向齿之间的区域对应所述冲头。
14、为解决上述技术问题,本发明提供了另一种履带板的冲压定位方法,利用上述履带板定位冲压模具,包括如下步骤:
15、(1)冲压准备:将所述履带板定位冲压模具安装在冲压机上,并将待冲压的履带板放置在所述履带板放置区中;
16、(2)压紧定位:启动所述氮气弹簧,使氮气弹簧推动所述导向板向下移动,带动所述导向板下方的导料条卡置在所述履带板的中部导向齿上,将所述履带板压紧固定;
17、(3)冲压:启动冲压机,带动所述上模底板下行,使所述冲头贯穿所述导向板上的通孔,完成对所述履带板的冲压作业;
18、(4)脱模下料:冲压机返程,带动所述上模底板上行,使所述冲头和氮气弹簧与所述导向板脱离,与此同时,所述矩形弹簧压缩后复原,带动所述导向板上移,使所述导料条与所述履带板脱离,履带板出模下料。
19、本发明的有益效果是:本发明一种履带板定位冲压模具及定位冲压方法,通过下模上的导向柱和导向固定组件的设计,使导向固定组件的导向板带动导料条下行,卡置在履带板的中部导向齿上,并与履带板实现线性接触定位,一方面能够增大与履带板的接触面积,使定位或固定效果更好,防止冲压过程中发生位移,保证了冲压时的稳固性;另一方面保证了履带板与定位冲压模具的平行度,提高了沿长度方向不同位置的冲头冲压质量的一致性。
技术特征:
1.一种履带板定位冲压模具,其特征在于,包括:
2.根据权利要求1所述的一种履带板定位冲压模具,其特征在于,所述导料条包括第一导料板和第二导料板,其中,所述第一导料板和第二导料板的顶端连接为一体,构成连接端,所述第一导料板和第二导料板的底端分开,构成开口端。
3.根据权利要求2所述的一种履带板定位冲压模具,其特征在于,所述导料条自连接端向开口端的开口角度逐渐增大,且所述开口端的宽度大于所述履带板的中部导向齿的宽度。
4.根据权利要求3所述的一种履带板定位冲压模具,其特征在于,所述第一导料板和第二导料板分别与所述履带板的中部导向齿的左右两侧线性接触连接。
5.根据权利要求4所述的一种履带板定位冲压模具,其特征在于,所述导向板的长度大于所述履带板放置区的长度;所述导料条的长度小于等于所述导向板的长度。
6.根据权利要求5所述的一种履带板定位冲压模具,其特征在于,所述导向板上开设有供所述冲头贯穿的贯通孔,所述下模承托板的履带板放置区开设有与所述冲头的位置和尺寸相匹配的盲孔。
7.根据权利要求6所述的一种履带板定位冲压模具,其特征在于,所述导向柱的顶端贯穿所述导向板,所述导向柱的顶端安装有限位板;所述导向柱位于所述导向板下方的柱体上套置有矩形弹簧。
8.根据权利要求7所述的一种履带板定位冲压模具,其特征在于,所述上模底板上对应所述导向板的四个角处还安装有氮气弹簧。
9.根据权利要求8所述的一种履带板定位冲压模具,其特征在于,所述履带板的上表面自左向右依次带有左侧导向齿、中部导向齿和右侧导向齿,所述中部导向齿与所述左侧导向齿和右侧导向齿之间的区域对应所述冲头。
10.一种履带板的冲压定位方法,其特征在于,利用权利要求9所述的履带板定位冲压模具,包括如下步骤:
技术总结
本发明公开了一种履带板定位冲压模具及定位冲压方法,所述模具包括带有冲头的上模和下模,所述下模包括下模底板、下模承托板、导向柱和导向固定组件;下模承托板固定在下模底板上,其上设有履带板放置区,导向柱竖直安装在下模承托板上,导向固定组件安装在导向柱上,能够沿导向柱上下移动;导向固定组件包括导向板和导料条,所述导料条能够卡置在履带板的中部导向齿上。本发明的导向固定组件的导料条能够卡置在履带板的中部导向齿上,并与履带板实现线性接触定位,增大与履带板的接触面积,保证了冲压时的稳固性;保证了履带板与定位冲压模具的平行度,提高了沿长度方向不同位置的冲头冲压质量的一致性。
技术研发人员:顾晓斌,关宏强
受保护的技术使用者:苏州辽鞍机械有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!