不锈钢管内多层环形微流道的焊接结构的制作方法
1.本发明涉及换热管套微流道焊接结构的技术领域,特别涉及一种不锈钢管内多层环形微流道的焊接结构。
背景技术:
2.在一些柱状发热器件上,通常会套设一个不锈钢的换热管套来给发热器件冷却降温,及时排走热量,防止热量聚集而影响发热器件内的电子元件正常工作。换热管套内部环设有多层串通的微流道,这些微流道采用机加工后焊接密封。如图1-2所示,现有的换热管套包括微流道管21、内管22及外管23,微流道管21的内侧壁和外侧壁均加工有多层串通的环形微流道24,内层微流道和外层微流道也连通,且微流道管21、内管22及外管23焊接密封。
3.现有这种换热管套的微流道焊接结构对微流道管21、内管22及外管23的装配精度要求较高,组装时施加压力容易出现焊接面受力不均,导致焊接后局部有焊漏风险。而且,环形微流道24加工在微流道管21的内侧壁和外侧壁上,相邻两环形微流道24之间的焊接密封面的面积小,容易出现高压时焊接面爆裂的情况。另外,微流道的焊接面过于靠近微流道,焊接后容易出现多余的焊料将微流道堵死的情况。
技术实现要素:
4.针对现有技术存在的问题,本发明提供一种不锈钢管内多层环形微流道的焊接结构。
5.为实现上述目的,本发明提出的不锈钢管内多层环形微流道的焊接结构,包括:环形上盖板和环形下盖板,环形上盖板和环形下盖板之间依次交替设有多层环形流道板和隔板。环形上盖板设有进液孔和出液孔,环形流道板上加工有内环形微流道孔和外环形微流道孔。进液孔与内环形微流道孔的首端和外环形微流道孔的首端连通,出液孔与内环形微流道孔的尾端和外环形微流道孔的尾端连通,且内环形微流道孔和外环形微流道孔的首端及尾端均不相连通。隔板上四个弧形通孔,四弧形通孔分别将上下相邻两环形流道板上的内环形微流道孔和外环形微流道孔的首端和尾端对应连通。环形流道板和隔板之间设有环形焊片,环形焊片位于内环形微流道孔和外环形微流道孔的两侧。
6.优选地,最上层环形流道板上的内环形微流道孔和外环形微流道孔的首端相连通,尾端也相连通。最上层隔板上设有分别与进液孔和出液孔对应连通的分流槽,其中一分流槽将与进液孔对应的两弧形通孔连通,另一分流槽将与出液孔对应的两弧形通孔连通。
7.优选地,环形上盖板、环形流道板、隔板及环形下盖板上设有若干一一对齐连通的定位孔,定位孔内插有定位杆。
8.优选地,环形焊片的边缘距离内环形微流道孔和外环形微流道孔的边缘均不小于2mm。
9.优选地,环形焊片的内侧边缘紧靠定位杆。
10.与现有技术相比,本发明的有益效果在于:通过将环形上盖板、环形流道板、隔板及环形下盖板依次堆叠装配并焊接,在环形流道板的上下端面开设内环形微流道孔和外环形微流道孔,组装精度要求更低,焊接面为平面,组装时采用面板压紧时焊接面受力更加均匀,不容易出现漏焊或断焊的问题,焊接面面积大,焊料与微流道孔边缘之间可预留距离更大,大大减少多余的焊料将微流道孔堵死的情况。
附图说明
11.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
12.图1为现有换热管套的微流道焊接结构爆炸图;
13.图2为现有换热管套的微流道焊接结构截面图;
14.图3为本发明一实施例的爆炸图;
15.图4为本发明一实施例的整体图;
16.图5为本发明一实施例的截面图;
17.本发明目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
18.本发明提出一种不锈钢管内多层环形微流道的焊接结构。
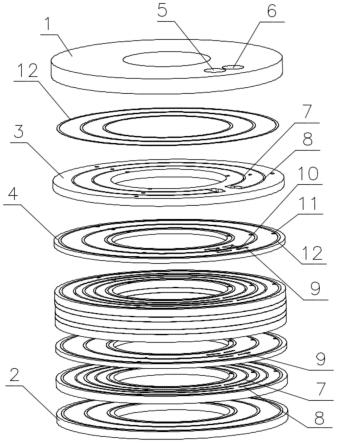
19.参照图3-5,图3为本发明一实施例的爆炸图,图4为本发明一实施例的整体图,图5为本发明一实施例的截面图。
20.如图3-5所示,在本发明实施例中,该不锈钢管内多层环形微流道的焊接结构,包括:环形上盖板1和环形下盖板2,环形上盖板1和环形下盖板2之间依次交替设有多层环形流道板3和隔板4。环形上盖板1、环形流道板3、隔板4及环形下盖板2均为316l不锈钢材质。
21.环形上盖板1设有进液孔5和出液孔6,环形流道板3上加工有内环形微流道孔7和外环形微流道孔8。进液孔5与内环形微流道孔7的首端和外环形微流道孔8的首端连通,出液孔6与内环形微流道孔7的尾端和外环形微流道孔8的尾端连通。其中,最上层环形流道板3上的内环形微流道孔7和外环形微流道孔8的首端相连通,尾端也相连通,使得连通区域形成集水区,具有泄压作用,减小流入内环形微流道孔7和外环形微流道孔8内的水流的压力。除最上层外的内环形微流道孔7和外环形微流道孔8的首端及尾端均不相连通,防止内环形微流道孔7和外环形微流道孔8之间串水而影响内环形微流道孔7和外环形微流道孔8内的冷却液流动。
22.如图1所示,隔板4上四个弧形通孔9,四弧形通孔9分别将上下相邻两环形流道板3上的内环形微流道孔7和外环形微流道孔8的首端和尾端对应连通,从而,使得上下相邻的内环形微流道孔7串通,上下相邻的外环形微流道孔8串通,进而使得冷却液从进液孔5流入后,在各微流道中循环流动后再经出液孔6流出,实现热交换。
23.如图1所示,其中,最上层隔板4上设有分别与进液孔5和出液孔6对应连通的分流槽10,其中一分流槽10将与进液孔5对应的两弧形通孔9连通,另一分流槽10将与出液孔6对
应的两弧形通孔9连通。分流槽10也形成集水区,具有泄压作用,减小流入内环形微流道孔7和外环形微流道孔8内的水流的压力。
24.如图1所示,环形上盖板1、环形流道板3、隔板4及环形下盖板2上设有若干一一对齐连通的定位孔11,定位孔11内插有定位杆(图中未示出),方便组装时定位,保证各层精准组装,并在压紧及焊接过程中不会错位。
25.如图1所示,环形流道板3和隔板4之间设有环形焊片12,环形焊片12位于内环形微流道孔7和外环形微流道孔8的两侧,实现将内环形微流道孔7和外环形微流道孔8焊接密封。环形焊片12的边缘距离内环形微流道孔7和外环形微流道孔8的边缘均不小于2mm,保证焊接后没有多余的焊料流进内环形微流道孔7和外环形微流道孔8。环形焊片12的内侧边缘紧靠定位杆,实现对环形焊片12组装时的定位,不用额外开设焊槽,减少加工成本,并能尽可能减少在焊接面加工结构而影响焊接面的平整度。
26.本发明技术方案通过将环形上盖板1、环形流道板3、隔板4及环形下盖板2依次堆叠装配并焊接,在环形流道板3的上下端面开设内环形微流道孔7和外环形微流道孔8,组装精度要求更低,焊接面为平面,组装时采用面板压紧时焊接面受力更加均匀,不容易出现漏焊或断焊的问题,焊接面面积大,焊料与微流道孔边缘之间可预留距离更大,大大减少多余的焊料将微流道孔堵死的情况。
27.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1