一种镁材料带直角硬质壳体成型方法与流程
1.本发明涉及金属加工技术领域,特别涉及一种镁材料带直角硬质壳体成型方法。
背景技术:
2.笔记本电脑的壳体多数是采用冲压翻边工艺制造的,也就是说材料原本是平板,冲压以后做出侧墙,中间为比较平整的大面。镁材料相对铝材料有质轻的优势,相对塑胶来说又有强度优势,所以在一些壳体上会应用镁材料。但是镁材料的加工不如前两者方便,因为镁材料更脆,就算是一般的镁材料也要在较高的温度下才能折弯而不至于发生断裂,而对于硬度hv85-110的镁材料,在做90
°
侧墙的时候更容易折裂。假如客户对壳体的硬度要求达到hv85-110,那么报废率相当高。要加工镁材料必须要在一定的高温环境下(150℃-180℃)。但是如果镁材料壳体在模具内停留时间过长,一方面会带来生产效率低下,另一方面升温降温会对模板带来热冲击,很容易导致模具损坏。
3.因此有必要设计一种新的加工方法来快速得到高硬度的镁材料壳体。
技术实现要素:
4.本发明的主要目的在于提供一种镁材料带直角硬质壳体成型方法,能够实现硬度hv85-110的镁材料壳体的加工成型,并且加工效率高。
5.本发明通过如下技术方案实现上述目的:一种镁材料带直角硬质壳体成型方法,步骤包括:
6.①
软板折弯:采用硬度hv55-70的镁板,将镁板折弯成侧墙与大面呈直角的壳体;
7.②
压烤:趁热将所述大面的正反面用上仿形板和下仿形板夹住,压紧后对所述壳体进行烘烤,烘烤温度为180℃,保温时间为40-60min;
8.③
冷却硬化:保持所述壳体被夹住的状态,冷却至室温,使硬度提高到hv85-110,得到硬质壳体。
9.具体的,所述步骤
①
采用的镁板厚度为0.4-0.7mm的,材质为al6063-t4。
10.进一步的,所述步骤
①
折弯方法为将模具先预热到150-180℃,将所述镁板放在模具内,上下模板接触所述镁板5-10s,然后完成折弯,合模后保压10-15s,然后取出壳体。
11.具体的,所述步骤
③
冷却采用冷风辅助降温。
12.本发明技术方案的有益效果是:
13.本方法能够先用较软的镁材料进行折弯,然后再在夹紧状态下烘烤,使材料硬化后得到较高的硬度,防止材料打鼓,品质可靠;材料在模内的停留时间短,加工效率高;避免了模具受到升降温的热冲击,保护了模具。
附图说明
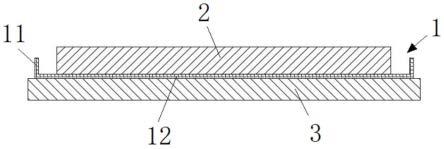
14.图1为压烤状态下的原理图。
15.图中标记为:
16.1-壳体,11-侧墙,12-大面;
17.2-上仿形板;
18.3-下仿形板。
具体实施方式
19.下面结合具体实施例对本发明作进一步详细说明。
20.实施例:
21.本发明的一种镁材料带直角硬质壳体成型方法,步骤包括:
22.①
软板折弯:采用硬度hv55-70的镁板,将镁板折弯成侧墙11与大面12呈直角的壳体1。这里所用的镁板厚度一般为0.4-0.7mm的,材质可选al6063-t4。笔记本电脑的壳体主要分四个部分,其中屏幕背面的一面比较厚,一般为0.7mm,键盘背面的一面比较薄,一般为0.4mm。
23.折弯方法为将模具先预热到150-180℃,将镁板放在模具内,上下模板接触镁板5-10s,然后完成折弯,合模后保压10-15s,然后取出壳体。镁板在折弯前需要先加热才能具有较好的延展性,所以要用热的模板先接触而传递热量,等镁板升温到100℃以上时才好进行折弯,折弯完成后不能马上开模,而是要先保压一段时间,让材料继续升温到150-180℃使温度均一。
24.②
压烤:趁热将大面12的正反面用上仿形板2和下仿形板3夹住,压紧后对壳体1进行烘烤,烘烤温度为180℃,保温时间为40-60min。材料本身的硬度还达不到要求,而提高硬度需要靠继续加热,改变材料的晶型来完成。为了避免延长加热时间占用模具,在完成折弯工序后,壳体1就不需要再留在模具内,而是移出模具放到由上仿形板2和下仿形板3构成的治具当中,可以用夹子等辅助工具将上仿形板2和下仿形板3夹紧。这样模具就可以保持其温度,继续加工下一个产品,加工效率高;同时又避免了模具受到升降温的热冲击,保护了模具。为了防止温度变化过程中大面12翘曲,材料打鼓,在整个压烤过程都在夹紧状态下完成,这样就能控制壳体1的变形。治具按加工需求准备多套,一起送入烘箱当中等待压烤完成。上仿形板2和下仿形板3的结构与壳体1结构有关。如果大面12是简单的平板结构,则上仿形板2和下仿形板3都为板状即可;如果大面12上存在弧度或坡度,则上仿形板2和下仿形板3上也要相应地设置弧形区和坡形区。
25.③
冷却硬化:保持壳体1被夹住的状态,冷却至室温,使硬度提高到hv85-110,得到硬质壳体。本步骤是为了使壳体1材料的晶型定型,这样硬度就得到提升,最终达到所需的硬度。这里的冷却可以采用风冷辅助降温,加快冷却效率。
26.以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
技术特征:
1.一种镁材料带直角硬质壳体成型方法,其特征在于:步骤包括:
①
软板折弯:采用硬度hv55-70的镁板,将镁板折弯成侧墙与大面呈直角的壳体;
②
压烤:趁热将所述大面的正反面用上仿形板和下仿形板夹住,压紧后对所述壳体进行烘烤,烘烤温度为180℃,保温时间为40-60min;
③
冷却硬化:保持所述壳体被夹住的状态,冷却至室温,使硬度提高到hv85-110,得到硬质壳体。2.根据权利要求1所述的镁材料带直角硬质壳体成型方法,其特征在于:所述步骤
①
采用的镁板厚度为0.4-0.7mm的,材质为al6063-t4。3.根据权利要求2所述的镁材料带直角硬质壳体成型方法,其特征在于:所述步骤
①
折弯方法为将模具先预热到150-180℃,将所述镁板放在模具内,上下模板接触所述镁板5-10s,然后完成折弯,合模后保压10-15s,然后取出壳体。4.根据权利要求1所述的镁材料带直角硬质壳体成型方法,其特征在于:所述步骤
③
冷却采用冷风辅助降温。
技术总结
本发明属于金属加工技术领域,涉及一种镁材料带直角硬质壳体成型方法,步骤包括:
技术研发人员:刘松超
受保护的技术使用者:苏州春秋电子科技股份有限公司
技术研发日:2022.08.30
技术公布日:2022/12/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1