一种割刀刀片的制备方法
1.本发明属于农业机械领域,具体涉及通过使用塑性成形方法制备锯齿型割刀刀片的制造工艺。
背景技术:
2.割刀刀片是玉米、棉花等农业作物收获机的关键零部件,主要用于切断农作物茎秆。为了方便切割,割刀刀片的几何特征一般为锯齿形状。不同作物秸秆的木质化程度、直径、硬度及光滑程度等对切割力和农机功耗具有重要影响。割刀刀片的耐磨性和使用寿命是目前国产刀片的主要技术瓶颈。以棉花秸秆往复式切割器动刀片为例,刀片材料一般采用t9钢,并使用等温淬火进行热处理。淬火区的光刃动刀片硬度为50-60hrc,齿刃动刀片硬度为hrc48-58,非淬火区硬度不超过hrc35。根据国家标准gb1211-1986,在符合收获农艺要求的地里作业时,动、定刀片使用寿命平均为:用于收小麦的动、定刀片每片10公顷;用于收牧草和水稻的动、定刀片每片4公顷。
3.由于割刀刀片是收获机的核心零部件,属于易损部件,在实际生产中要求大批量生产。目前,割刀刀片的加工主要采用铣削方式进行,刀片力学性能差、寿命短、材料利用率低,在收获作业过程中需要频繁更换,刀片耐磨性和使用寿命无法满足现代农业生产对高效率、低成本作业的需求。
技术实现要素:
4.有鉴于此,本发明提出了基于板材增量体积成形技术的割刀刀片成形工艺,主要包括两种方式:(1)直接在基础板材上制造出刀片锯齿的几何特征;(2)对板材功能区域进行增厚操作,然后制造锯齿几何特征。该工艺方法利用特定的模具使板材工件沿着垂直于板材厚度方向流动,使板材产生塑性变形,工件材料流入模具的型腔内,形成刀片刀刃的齿形。该工艺方法相比于常规的铣削加工工艺,成形后材料的强度及耐磨性等力学性能更好,材料利用率高,且制造成本低。
5.本发明解决其技术问题所采用的技术方案是:
6.割刀刀片的制造工艺,其特征在于利用增量板材体积成形技术,包括以下步骤:
7.通过特定的上、下压料板固定住工件,限制工件的全部自由度;
8.冲头沿着垂直板材厚度方向以一定的速度移动并挤压板材,冲头移动了预设的行程后停止;
9.板材受到冲头的挤压产生塑性变形,板材材料填充模具型腔形成单个锯齿。
10.冲头退回原位,沿着刀刃方向移动一个锯齿宽度的距离,随后再向垂直工件厚度方向发生位移并挤压工件,形成下一个锯齿,如此往复依次制造出割刀刀刃的所有锯齿。
11.此外,该工艺还涉及金属板材边缘增厚技术。在依次加工每个锯齿前,首先用与工件接触面为斜面的冲头挤压工件上整个刀刃区域,成形出割刀刀刃的斜面,工件板材材料流动形成边缘增厚区域。
12.本发明的有益效果是:提出了新的割刀刀片加工工艺,使用特定的冲头沿垂直于板材厚度方向挤压工件,使金属产生塑性变形填充模具型腔,从而成形出刀片的锯齿。该工艺方法制造出的割刀刀片具有优良的强度、耐磨性和使用寿命,可实现净成形或近净成形,降低制造成本,提高生产效率。
附图说明
13.图1为第一种工艺的模具构造图;其中,1.上压料板,2.下压料板,3.双齿型冲头,4.工件;
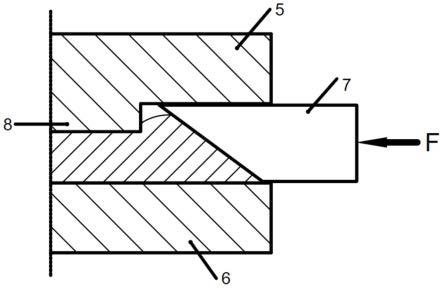
14.图2是第二种工艺边缘增厚成形阶段的模具构造图;
15.图3是第二种工艺锯齿成形阶段的模具构造图,其中,5.上压料板,6.下压料板,7.斜面冲头,8.工件,9.上压料板,10.下压料板,11.双齿形冲头,12.工件。
具体实施方式
16.为了进一步说明本发明,下面结合实施例对本发明提供的通过使用塑性成形方法制备锯齿型割刀刀片的制造工艺进行详细地描述,但不能将它们理解为对本发明保护范围的限定。
17.现结合附图,对本发明内容及其具体实施方式做进一步说明
18.对于第一种加工工艺,如图1所示,工件(4)由上压料板(1)和下压料板(2)夹紧固定,限制工件(4)的所有自由度,完成装夹后,使用双齿型冲头(3)沿垂直于板材厚度方向(如图1所示)以固定的速度移动预设的行程,同时冲头(3)挤压工件(4)使其金属产生变形填充空腔从而成形出刀片上单个锯齿的结构,完成单个锯齿的成形后冲头(3)沿原路径退回起始位置,之后沿着工件(4)刀刃移动一个锯齿宽度的距离,再沿着如图1所示箭头方向挤压板材成形出下一个锯齿,重复上述步骤依次成形出所有锯齿,最终完成刀片刀刃的加工。
19.对于第二种工艺,如图2所示,工件(8)由上压料板(5)和下压料板(6)夹紧固定,完成装夹后,使用斜面冲头(7)沿垂直于板材厚度方向(如图2所示)以固定的速度移动预设的行程,同时冲头(7)挤压工件(8)使其金属流向工件(8)、冲头(7)与上压料板(5)之间的空腔流动,从而成形出刀片刀刃的斜面形状的同时局部增厚了工件(8)边缘的刀刃部分,提高刀片强度的同时节省了原先铣削加工中消耗的金属材料。接下来再逐个加工锯齿,加工锯齿的步骤如图3所示与第一种加工工艺的步骤相近。该工艺相比于第一种工艺增加了工件(8)边缘增厚工艺,免除了对工件(8)刀刃区域的斜面的预先加工处理,增厚的边缘有利于提高刀片的强度,同时避免了铣削带来的材料的浪费,有利于降低制造成本。
20.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
技术特征:
1.基于增量板材体积成形技术的割刀刀片制造工艺,其特征在于,利用冲头在板料工件上施加压力,使工件局部受力产生塑性变形,工件材料发生塑性流动填满模具型腔,完成刀片锯齿的成形制造,包括以下步骤:上压料板(5)和下压料板(6)夹紧固定住工件(8),斜面冲头(7)沿垂直于板材厚度方向挤压工件,使其产生塑性变形工件(8)侧面成形出所需的斜面形状,同时其边缘厚度增加,获得具有刀刃所需几何形状的工件(12),之后更换为图3所使用的模具,同样使用上压料板(9)和下压料板(10)对工件(12)进行装夹,使用适应工件(12)边缘厚度的双齿形冲头(11)沿着垂直于板材厚度方向挤压工件(12)使其产生塑性变形并向模具的型腔内发生材料流动得到单个刀片锯齿形状,冲头(11)位移到预定位置后反方向退回到起点,沿着工件(12)侧面在垂直于挤压方向上移动一个锯齿宽度的距离,再沿着挤压方向移动,完成下一个锯齿的体积成形,如此往复,最终得到所需的锯齿形刀片刀刃形状。2.根据权利要求1所述的基于增量板材体积成形技术的割刀刀片制造工艺,其特征在于,利用板材体积成形技术加工的刀片特征有,刀片厚度为1mm-4mm,刀片带有锯齿型刀刃。3.根据权利要求1所述的基于增量板材体积成形技术的割刀刀片制造工艺,其特征在于,所述割刀刀片为青贮玉米收获机割刀刀片、棉花收获机割刀刀片、甘蔗收获机割刀刀片等多种农业机械收割刀片。4.根据权利要求1所述的基于增量板材体积成形技术的割刀刀片制造工艺,其特征在于,所述工件(8)被增厚的厚度为1mm-3mm。5.一种基于增量板材体积成形技术的割刀刀片制造工艺,包括以下步骤:通过上压料板(1)和下压料板(2)加紧固定工件(4),利用双齿形冲头(3)沿垂直于板材厚度方向挤压工件(4),使其产生塑性变形并向模具的型腔内发生材料流动,得到单个所需的刀片锯齿形状,冲头(3)退回原点,沿着工件(4)侧面在垂直于挤压方向上移动一个锯齿宽度的距离,进行后续锯齿的成形。
技术总结
本发明提供两种基于增量板材体积成形技术的割刀刀片加工工艺,通过上压料板(1)和下压料板(2)加紧固定工件(4),利用双齿形冲头(3)沿垂直于板材厚度方向挤压工件(4);或通过上压料板(5)和下压料板(6)加紧固定工件(8),使用冲头(7)沿垂直于板材厚度方向挤压工件(8),再通过上压料板(9)和下压料板(10)加紧固定工件(12),利用双齿形冲头(11)沿垂直于板材厚度方向挤压工件(12);最后,冲头均退回原点,沿着工件侧面在垂直于挤压方向上移动一个锯齿宽度的距离,进行后续锯齿的成形。方法能提高刀片的强度,操作简易,生产效率高,制造成本低。低。低。
技术研发人员:才胜 李楠
受保护的技术使用者:中国农业大学
技术研发日:2022.08.30
技术公布日:2022/12/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1