用于超薄和极薄金属带材轧制的高精装备的制作方法
1.本发明涉及轧钢设备技术领域,具体涉及一种用于超薄和极薄金属带材轧制的高精装备。
背景技术:
2.冶金工业中,轧制金属板带大都选用四辊或六辊轧机。现代冷轧技术对金属板带的厚度追求从薄规格向超薄和极薄不断努力。一般而言,带材厚度0.15小于t小于0.23称为薄规格,带材厚度小于等于0.1称为超薄带,小于0.06称为极薄带。根据轧钢理论,作用在工作辊上的总轧制力与轧材变形区与工作辊的接触面积成正比,而轧材变形区的接触面积与工作辊的半径平方根成正比。四辊或六辊轧机的工作辊比较粗,不能用于轧制超薄和极薄的金属带材,采用小直径工作辊是解决超薄和极薄金属带材轧制技术的关键。
技术实现要素:
3.本发明提供一种用于超薄和极薄金属带材轧制的高精装备,其轧机牌坊具备足够的强度和刚度,满足超薄和极薄金属带材的精度要求。其轧制压力和前后张力的设定和厚度精密控制。
4.为了达到上述目的,本发明提供如下技术方案:一种用于超薄和极薄金属带材轧制的高精装备,其包括:牌坊,所述牌坊为整体结构,并且所述牌坊中央设有梅花状空腔;辊系,所述辊系分上下各四层的设置在所述梅花状空腔内,并且所述辊系的总轧制力分解成放射状分力作用在所述梅花状空腔的各个腔内表面上;调节机构,所述辊系通过调节结构配合在所述梅花状空腔内。
5.优选的,所述调节机构包括压下机构,所述压下机构包括压下油缸以及与所述压下油缸直联的压下齿条,所述辊系包括位于顶层的b辊芯和c辊芯,所述b辊芯及所述c辊芯分别设有偏心齿轮,各个所述偏心齿轮分别与所述压下齿条啮合,用于带动套在所述b辊芯及所述c辊芯的背衬轴承微量压下,并将作用力依次经二级中间辊、一级中间辊传递到工作辊。
6.优选的,所述调节机构还包括设置在所述牌坊顶部的凸度调整机构,所述凸度调整机构由凸度油缸,所述凸度油缸伸缩端直联有凸度小齿条,所述凸度小齿条设有位移传感器;所述辊系轴芯的鞍座内置有偏心圆环,所述圆环设有齿轮片,所述齿轮片与所述凸度小齿条啮合。
7.优选的,所述一级中间辊成对并列设置,各个所述一级中间辊的一端带有锥度;还包括抽拉机构,所述抽拉机构分别与各个所述一级中间辊连接。
8.优选的,所述辊系包括四根支撑辊,并且四根所述支撑辊通过侧压机构以两辊同步或四辊独立调整。
9.优选的,各个所述支撑辊均是由鞍座,背衬轴承相互交替而成,并且两个相邻的所述支撑辊的鞍座和背衬轴承错位设置。
10.优选的,所述辊系中的导向辊采用薄壁结构,并且动平衡小于20克。
11.本发明有益效果为:上述设置中具有整体式牌坊的二十辊轧机,当工作辊的公称直径为40毫米时,其可以轧出厚度小于0.1超薄金属带材。其塔型辊系能够始终使工作辊保持极高的刚度,很好地解决小直径的工作辊刚度低这一难题。而压下机构依据杠杆原理,放大了压下力,缩小了压下量的误差,提高了压下精度。压下装置的偏心环通过旋转能使支撑辊组的轴产生相应的变形,从而达到消除被轧带材的局部或整个厚度不均匀的问题。当小齿条驱动齿轮片时,芯轴产生变形。并通过辊系传递到工作辊,从而达到局部纠正金属带材的径向板型。抽拉机构在轧制过程中通过即时抽动,可以有效避免金属带材边部的过分轧制,从而改善了金属带材的轴向板型。侧压装置,使两侧四根支撑辊向工作辊靠拢,补偿了辊系的径向磨损,两上下两辊同步或者四辊独立调整,都能达到补偿辊径磨损的目的,从而保证了辊系各个棍子之间间隙最佳,并达到补偿效果。支撑辊的鞍座,背衬轴承相互交替设计,并且两个相邻的支撑辊的鞍座和背衬轴承错位设置,从而避免因轴向受力不均匀,导致的金属轧材表面上出现色差这种现象。
12.综上,该用于超薄和极薄金属带材轧制的高精装备,其轧机牌坊具备足够的强度和刚度,满足超薄和极薄金属带材的精度要求。其轧制压力和前后张力的设定和厚度精密控制。
附图说明
13.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
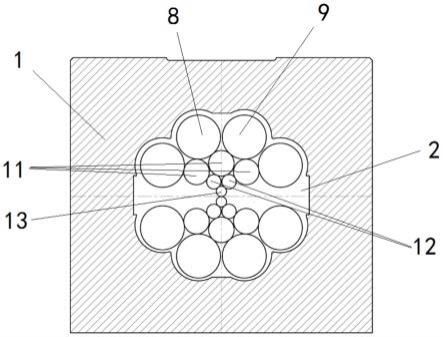
14.图1为本发明牌坊及辊系结构示意图;
15.图2为本发明压下机构示意图;
16.图3为本发明抽拉机构示意图。
具体实施方式
17.下面将结合本发明的附图,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.根据图1、图2、图3所示,一种用于超薄和极薄金属带材轧制的高精装备,其包括:牌坊1,所述牌坊1为整体结构,并且所述牌坊1中央设有梅花状空腔2;辊系3,所述辊系3分上下各四层的设置在所述梅花状空腔2内,并且所述辊系3的总轧制力分解成放射状分力作用在所述梅花状空腔2的各个腔内表面上,其中辊系3中的导向辊采用薄壁结构,并且动平衡小于20克;调节机构,所述辊系3通过调节结构配合在所述梅花状空腔2内。
19.上述设置的用于超薄和极薄金属带材轧制的高精装备采用二十辊结构,经验证明,整体式牌坊1的二十辊轧机,当工作辊13的公称直径为40毫米时,其可以轧出厚度小于0.1超薄金属带20。其整体式的牌坊1可采用45铸钢材质。其辊系3中,小直径的工作辊13刚
度低,而塔型辊系3能够始终使工作辊13保持极高的刚度,很好地解决了这一难题。
20.其中,所述调节机构包括压下机构4,所述压下机构4包括压下油缸以及与所述压下油缸直联的压下齿条5,所述辊系3包括位于顶层的b辊芯8和c辊芯9,所述b辊芯8及所述c辊芯9分别设有偏心齿轮6,各个所述偏心齿轮6分别与所述压下齿条5啮合,用于带动套在所述b辊芯8及所述c辊芯9的背衬轴承微量压下,并将作用力依次经二级中间辊11、一级中间辊12传递到工作辊13。
21.上述设置中,压下机构4依据杠杆原理,放大了压下力,缩小了压下量的误差,提高了压下精度。其中,b辊芯8及c辊芯9的背衬轴承间的鞍座18里,在压下装置的内偏心环外再装上一个外偏心环,该偏心环分别由调整液压缸或液压马达进行驱动偏心环转动,任意一个外偏心环的旋转都能使支撑辊组的轴产生相应的变形,从而达到消除被轧金属带20的局部或整个厚度不均匀的问题。
22.所述调节机构还包括设置在所述牌坊1顶部的凸度调整机构,所述凸度调整机构由凸度油缸,所述凸度油缸伸缩端直联有凸度小齿条,所述凸度小齿条设有位移传感器;所述辊系3轴芯的鞍座18内置有偏心圆环,所述圆环设有齿轮片,所述齿轮片与所述凸度小齿条啮合。
23.该设置中,当小齿条驱动齿轮片时,芯轴产生变形。并通过辊系3传递到工作辊13,从而达到局部纠正金属带20的径向板型。
24.所述一级中间辊12成对并列设置,各个所述一级中间辊12的一端带有锥度19;还包括抽拉机构16,所述抽拉机构16分别与各个所述一级中间辊12连接。通过该设置,轧制过程中通过即时抽动,可以有效避免金属带20材边部的过分轧制,从而改善了金属带材的轴向板型。
25.另外,由于轧辊在轧制金属带材过程中,必然发生磨损。设计侧压装置,使两侧四根支撑辊17向工作辊13靠拢,补偿了辊系3的径向磨损,两上下两辊同步或者四辊独立调整,都能达到补偿辊径磨损的目的。具体实施中,所述辊系3包括四根支撑辊17,并且四根所述支撑辊17通过侧压机构以两辊同步或四辊独立调整,通过侧压装置使四根支撑辊17和调整轧制线的两根支撑辊17配合起来,保证了辊系3各个棍子之间间隙最佳,从而达到上述补偿效果。
26.各个所述支撑辊均是由鞍座,背衬轴承相互交替而成,并且两个相邻的所述支撑辊的鞍座和背衬轴承错位设置,从而达到避免因轴向受力不均匀,导致的金属轧材表面上出现色差这种现象。
27.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1