一种注塑模具生产加工用定位冲孔装置的制作方法
1.本发明涉及打孔设备技术领域,具体是涉及一种注塑模具生产加工用定位冲孔装置。
背景技术:
2.在塑胶模具中,将产品从模具上分离下来,也是最常用的;硬质合金顶针如钨钢顶针等,则可以用来通较长较细的孔;顶针也叫顶尖,那是装配在车床或磨床上,用来支持工件并使工件围绕它转动的头部圆锥形金属圆棒。为了安装顶针,通常在注塑模具板上开设小孔,进而便于顶针作用的发挥,但在注塑模具板上在开设小孔时会产生一定的废屑,且碎屑温度较高,如果不及时对其进行清理,很可能凝固在注塑模具板上而不好清理而且影响打孔的效果。
3.中国专利cn113649621b公开了一种注塑模具顶针板打孔用装置,包括底座,所述底座的左右两侧的顶部外表面分别固定连接有液压升降杆,两个所述液压升降杆远离底座的一端固定连接有放置板,所述放置板的内部掏空设置,所述放置板的中轴处设置有转杆,所述转杆的上下两端分别贯穿放置板的外壁并延伸至外侧。
4.该装置通过转杆的转动会带动旋转杆间断性的撞击移动杆,配合弧形档杆带动圆形刮环将打孔过程中吸附在转杆外壁上的废屑进行清理刮除,防止其影响打孔效果,但是刮除的废屑没有进行合理的集中收集,刮除后易掉落在下方固定的注塑模具表面进行附着,对注塑模具的后续使用造成影响。
技术实现要素:
5.针对上述问题,提供一种注塑模具生产加工用定位冲孔装置,通过套筒在钻头打孔时对打孔位置进行包围,避免废屑向外侧飞溅附着在注塑模具的表面,配合吸尘装置对废屑进行及时的吸收,避免了废屑附着在注塑模具表面。
6.为解决现有技术问题,本发明采用的技术方案为:一种注塑模具生产加工用定位冲孔装置,包括钻孔机本体和钻头,钻孔机本体安装在升降装置的工作端,钻头能拆卸地安装在钻孔机本体工作端,钻孔机本体的工作端上设置有套筒,套筒套设在钻头外部;套筒包括底部的开口和顶部的插孔,开口的直径大于钻头的直径,钻头下移对注塑模具进行打孔时,套筒的开口贴合注塑模具表面封闭钻头的加工位置;插孔的直径与钻孔机本体工作端的直径相吻合;套筒的一侧设置有出气管,出气管连接吸尘装置的输入端;吸尘装置固定安装在钻孔机本体的一侧,吸尘装置的输入端通过波纹管连通出气管,吸尘装置用于吸取套筒中的废屑进行收集。
7.优选的,钻孔机本体包括固定板,固定板同轴设置在钻孔机本体的工作端上侧,固定板上设置导向孔;导向孔具有多个,导向孔环绕固定板轴线设置,导向孔的轴线平行于钻孔机本体工作端的旋转轴;套筒的上侧设置有竖直向上延伸的出气管,出气管插装在固定板的导向孔中;导向杆顶端设置有限位块,限位块的直径大于导向孔的直径;导向杆上套设
有第一弹簧,第一弹簧弹性连接套筒顶部与固定板底部。
8.优选的,套筒还包括固定块和封闭板,固定块同轴设置在开口处;固定块中心设置有沿开口轴线延伸的第一通道,封闭板插装在钻头上,封闭板的直径大于第一通道的直径,封闭板封堵第一通道的上侧开口;套筒位于固定块上侧设置有向外扩张的锥度;封闭板下方设置有两个竖直向下延伸的顶杆,固定块上设置有竖直贯通固定块的第一安装腔,顶杆插装在第一安装腔中,顶杆的长度大于第一安装腔的长度。
9.优选的,所述固定块的第一安装腔上下两端设置有通孔,通孔竖直贯通固定块,通孔的直径与顶杆的直径相吻合。
10.优选的,第一安装腔的直径大于顶杆的直径,顶杆上同轴设置有限位环,限位环的直径与第一安装腔的直径相吻合;顶杆上套设有第二弹簧,第二弹簧位于第一安装腔内部,第二弹簧弹性连接第一安装腔上侧与第二弹簧上侧,第二弹簧施加封闭板向下移动的力。
11.优选的,封闭板轴线位置设置有套管,封闭板通过套管套装在钻头上,套管的内壁贴合钻头的外壁,套管用于铲除钻头外部附着的废屑。
12.优选的,固定块上还设置有第二通道,第二通道沿第一通道径向延伸,第二通道至少具有两个,第二通道连通第二安装腔,第二安装腔的轴线平行于第一通道的轴线;封闭板的下方设置有通气管,通气管的数量与第二安装腔的数量相吻合,通气管插装在第二安装腔中。
13.优选的,通气管内部具有空腔,通气管内部空腔的开口设置在封闭板上;通气管上设置有进气孔,封闭板的底部贴合固定块上侧时,进气孔与第二通道的轴线处于同一直线上。
14.优选的,钻孔机本体的工作端同轴设置有快接头,钻头顶部同轴设置有快接座,钻孔机本体和钻头通过快接头和快接座插装连接;快接头底部设置有第一磁铁,快接座顶部设置有第二磁铁,第一磁铁与第二磁铁磁吸连接。
15.优选的,快接头的底部设置有卡齿,卡齿具有多个,卡齿环绕快接头轴线等间距分布;快接座的顶部设置有卡槽,卡槽的数量与卡齿相吻合,卡槽的截面形状与卡齿的截面形状相吻合,卡槽环绕快接座轴线等间距分布,卡齿限位卡接在卡槽中。
16.本技术相比较于现有技术的有益效果是:1.本发明通过套筒对注塑模具的打孔位置进行包围,当钻孔机本体移动带动钻头旋转对注塑模具进行打孔时,钻头与注塑模具接触产生的废屑受到套筒的阻挡停留在套筒内部,避免向外侧飞溅附着在注塑模具的表面。
17.2.本发明通过吸尘装置连接套筒的出气管,吸尘装置对套筒内部产生抽吸从而及时将套筒内存留的废屑进行收集,防止具有一定温度的废屑附着在钻头、套筒或注塑模具的表面上。
18.3.本发明通过第一弹簧的弹力配合套筒的重力使得套筒保持与注塑模具表面的紧密贴合,从而有效地防止钻头钻孔时产生的废屑飞溅,且在加工完成后,第一弹簧可以带动套筒进行自动复位,将钻头位于套筒内部,保证钻头的清洁。
19.4.本发明通过封闭板和固定块使得当套筒在未接触注塑模具表面时,封闭板在重力作用下和第二弹簧的弹力作用下贴合固定块上侧并封堵第一通道的上部开口,空气中的灰尘无法通过第一通道直接进入套筒内部。
20.5.本发明通过封闭板的移动改变通气管与第二通道的连通状态,从而实现当通气管同一第二通道连通时吸尘装置对套筒内部的抽吸力通过通气管和第二通道作用到第一通道处,对第二通道的底部进行抽吸,使残留的废屑得以被清理收集,也使得吸尘装置可以持续工作避免对封闭板封闭第一通道后套筒内部出现负压,也可以实现当通气管与第二通道错位,吸尘装置的抽吸力直接作用在第一通道中对第一通道中的杂质进行清理,通过这种转换也可以使套筒内的杂质完全进入吸尘装置中进行收集,不存在清洁死角。
附图说明
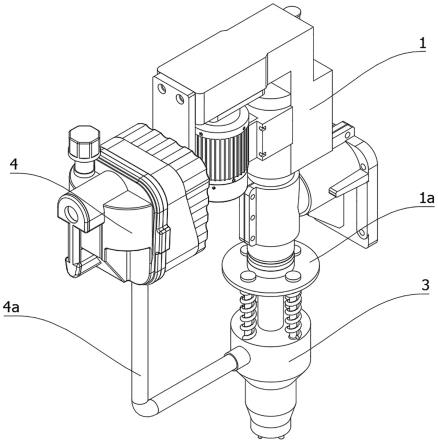
21.图1是本技术一种注塑模具生产加工用定位冲孔装置的非工作状态下的立体图;图2是本技术一种注塑模具生产加工用定位冲孔装置的非工作状态下的侧视图;图3是图2的a-a处截面剖视图;图4是图3的b处局部放大图;图5是本技术一种注塑模具生产加工用定位冲孔装置的非工作状态下的主视图;图6是图5的c-c处截面剖视图;图7是图6的d处局部放大图;图8是本技术一种注塑模具生产加工用定位冲孔装置的工作状态下的侧视图;图9是图8的e-e处截面剖视图;图10是图9的f处局部放大图;图11是本技术一种注塑模具生产加工用定位冲孔装置的工作状态下的主视图;图12是图11的g-g处截面剖视图;图13是图12的h处局部放大图;图14是本技术的钻孔机本体的局部放大图;图15是本技术的钻头的立体图。
22.图中标号为:1-钻孔机本体;1a-固定板;1a1-导向孔;1b-快接头;1b1-第一磁铁;1b2-卡齿;2-钻头;2a-快接座;2a1-第二磁铁;2a2-卡槽;3-套筒;3a-开口;3b-插孔;3c-出气管;3d-导向杆;3d1-限位块;3d2-第一弹簧;3e-固定块;3e1-第一通道;3e2-第一安装腔;3e3-通孔;3e4-第二通道;3e5-第二安装腔;3f-封闭板;3f1-顶杆;3f2-限位环;3f3-第二弹簧;3f4-套管;3f5-通气管;3f6-进气孔;4-吸尘装置;4a-波纹管。
具体实施方式
23.为能进一步了解本发明的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本发明作进一步详细描述。
24.参照图1至图15:一种注塑模具生产加工用定位冲孔装置,包括钻孔机本体1和钻头2,钻孔机本体1安装在升降装置的工作端,钻头2能拆卸地安装在钻孔机本体1工作端,钻孔机本体1的工作端上设置有套筒3,套筒3套设在钻头2外部;套筒3包括底部的开口3a和顶部的插孔3b,开口3a的直径大于钻头2的直径,钻头2下移对注塑模具进行打孔时,套筒3的开口3a贴合注塑模具表面封闭钻头2的加工位置;插孔3b的直径与钻孔机本体1工作端的直
径相吻合;套筒3的一侧设置有出气管3c,出气管3c连接吸尘装置4的输入端;吸尘装置4固定安装在钻孔机本体1的一侧,吸尘装置4的输入端通过波纹管4a连通出气管3c,吸尘装置4用于吸取套筒3中的废屑进行收集。
25.在使用本设备对注塑模具上的顶针孔进行加工时,在将注塑模具固定在工装中后,将安装在升降装置的钻孔机本体1移动至指定的位置,所述升降装置可以是液压杆等,升降装置带动钻孔机本体1工作端上安装的钻头2和套筒3下移,套筒3先于钻头2接触注塑模具表面,对注塑模具的打孔位置进行包围,当钻孔机本体1移动带动钻头2旋转对注塑模具进行打孔时,钻头2与注塑模具接触产生的废屑受到套筒3的阻挡停留在套筒3内部,避免向外侧飞溅附着在注塑模具的表面,当钻头2进行钻孔时,安装在钻孔机本体1一侧的吸尘装置4启动,所述吸尘装置4可以是真空吸尘器,吸尘装置4对套筒3内部产生抽吸从而及时将套筒3内存留的废屑进行收集,防止具有一定温度的废屑附着在钻头2、套筒3或注塑模具的表面上,本实施例中的套筒3通过顶部的插孔3b套设在钻孔机本体1的工作端,从而使套筒3可以相对钻头2进行一定的移动,保证钻头2对注塑模具进行钻孔的过程中套筒3的位置稳定,开口3a的直径大于钻头2的直径保证钻头2可以穿过开口3a对注塑模具进行钻孔且钻孔时产生的废屑具有一定的活动空间,避免废屑之间附着在套筒3内壁上。
26.参照图3、图5、图9和图14:钻孔机本体1包括固定板1a,固定板1a同轴设置在钻孔机本体1的工作端上侧,固定板1a上设置导向孔1a1;导向孔1a1具有多个,导向孔1a1环绕固定板1a轴线设置,导向孔1a1的轴线平行于钻孔机本体1工作端的旋转轴;套筒3的上侧设置有竖直向上延伸的出气管3c,出气管3c插装在固定板1a的导向孔1a1中;导向杆3d顶端设置有限位块3d1,限位块3d1的直径大于导向孔1a1的直径;导向杆3d上套设有第一弹簧3d2,第一弹簧3d2弹性连接套筒3顶部与固定板1a底部。
27.套筒3的顶部设置的导向杆3d竖直插装在钻孔机本体1工作端上固定的固定板1a的导向孔1a1中,通过导向杆3d插装在固定板1a的导向孔1a1中保证套筒3移动轴线的稳定,导向杆3d上套设的第一弹簧3d2弹性连接套筒3顶部和固定板1a底部,第一弹簧3d2对套筒3始终施加向下的推力,当升降装置带动套筒3下移至接触注塑模具表面时,套筒3的移动受阻,此时升降装置带动钻孔机本体1和钻头2下移对注塑模具进行钻孔时,套筒3位置固定不变并逐渐压缩第一弹簧3d2,第一弹簧3d2的弹力配合套筒3的重力使得套筒3保持与注塑模具表面的紧密贴合,从而有效地防止钻头2钻孔时产生的废屑飞溅,且在加工完成后,钻头2上升时,也可以保持钻头2完全进入套筒3内部后在将套筒3抬起,钻头2上升的过程中吸尘装置4保持工作,对套筒3内可能由于钻头2上移带出的废屑进行吸收,当钻头2上移至套筒3的导向杆3d顶端的第一弹簧3d2与固定板1a接触后,套筒3跟随钻头2同步进行上移。
28.参照图2、图4和图10:套筒3还包括固定块3e和封闭板3f,固定块3e同轴设置在开口3a处;固定块3e中心设置有沿开口3a轴线延伸的第一通道3e1,封闭板3f插装在钻头2上,封闭板3f的直径大于第一通道3e1的直径,封闭板3f封堵第一通道3e1的上侧开口;套筒3位于固定块3e上侧设置有向外扩张的锥度;封闭板3f下方设置有两个竖直向下延伸的顶杆3f1,固定块3e上设置有竖直贯通固定块3e的第一安装腔3e2,顶杆3f1插装在第一安装腔3e2中,顶杆3f1的长度大于第一安装腔3e2的长度。
29.套筒3底部的开口3a处设置固定块3e对封闭板3f进行安装,钻头2经过固定块3e轴线位置的第一通道3e1对注塑模具进行打孔,封闭板3f通过底部设置的顶杆3f1插装在固定
块3e的第一安装腔3e2中,由于顶杆3f1的长度大于第一安装腔3e2的长度,使得套筒3在未接触注塑模具表面时,封闭板3f在重力作用下贴合固定块3e上侧并封堵第一通道3e1的上部开口,使得在钻头2未进行钻孔加工时,空气中的灰尘无法通过开口3a进入套筒3内部,此时顶杆3f1的底端突出于套筒3底部的开口3a,当套筒3下降至于注塑模具表面接触时,顶杆3f1的底端优先与注塑模具接触,顶杆3f1逐渐进入第一安装腔3e2的过程中将封闭板3f顶起,使得第一通道3e1连通套筒3的内部,吸尘装置4产生的吸力使得钻头2钻孔产生的废屑可以通过第一通道3e1进入套筒3部最终进入出气管3c中被吸尘装置4收集。
30.参照图4和图10:所述固定块3e的第一安装腔3e2上下两端设置有通孔3e3,通孔3e3竖直贯通固定块3e,通孔3e3的直径与顶杆3f1的直径相吻合。
31.第一安装腔3e2的直径大于顶杆3f1的直径,顶杆3f1上同轴设置有限位环3f2,限位环3f2的直径与第一安装腔3e2的直径相吻合;顶杆3f1上套设有第二弹簧3f3,第二弹簧3f3位于第一安装腔3e2内部,第二弹簧3f3弹性连接第一安装腔3e2上侧与第二弹簧3f3上侧,第二弹簧3f3施加封闭板3f向下移动的力。
32.封闭板3f底部的顶杆3f1通过第一安装腔3e2两端的通孔3e3进行限位,保证封闭板3f在竖直方向移动时的路径稳定,顶杆3f1上设置的限位环3f2位于第一安装腔3e2内部进行移动,顶杆3f1上套设的第二弹簧3f3对限位环3f2施加向下的弹力,使得套筒3在上升至脱离注塑模具表面后,封闭板3f可以在自身重力和第二弹簧3f3的弹力作用下自动复位,限位环3f2的存在配合第一安装腔3e2使得封闭板3f不会在加工过程中轻易地脱离固定块3e。
33.参照图4和图10:封闭板3f轴线位置设置有套管3f4,封闭板3f通过套管3f4套装在钻头2上,套管3f4的内壁贴合钻头2的外壁,套管3f4用于铲除钻头2外部附着的废屑。
34.封闭板3f轴线位置上设置套管3f4套装在钻头2上,既可以配合顶杆3f1稳定封闭板3f的轴线位置,也可以在钻头2上下移动时对钻头2的外壁进行清理,套管3f4的下方开口可以将钻头2钻孔时附着的杂质进行刮除,保证钻头2再次加工时外壁的清洁,套管3f4的长度应保证升降装置带动钻头2和套筒3完全抬起至脱离注塑模具表面时,钻头2位于套管3f4内部,从而保证套管3f4对钻头2外壁完全的清理效果。
35.参照图4、图7和图13:固定块3e上还设置有第二通道3e4,第二通道3e4沿第一通道3e1径向延伸,第二通道3e4至少具有两个,第二通道3e4连通第二安装腔3e5,第二安装腔3e5的轴线平行于第一通道3e1的轴线;封闭板3f的下方设置有通气管3f5,通气管3f5的数量与第二安装腔3e5的数量相吻合,通气管3f5插装在第二安装腔3e5中。
36.通气管3f5内部具有空腔,通气管3f5内部空腔的开口设置在封闭板3f上;通气管3f5上设置有进气孔3f6,封闭板3f的底部贴合固定块3e上侧时,进气孔3f6与第二通道3e4的轴线处于同一直线上。
37.当钻头2上移时,套管3f4的底部对钻头2表面附着的废屑进行刮除后,部分碎屑残留在套管3f4的底部,此时钻头2完全进入套管3f4内部且套筒3逐渐脱离注塑模具表面,封闭板3f下移至封堵第一通道3e1,吸尘装置4的抽吸力无法对套管3f4底侧造成影响,为此,固定块3e的两侧还设置有第二通道3e4和第二安装腔3e5,封闭板3f底部的通气管3f5插装在第二安装腔3e5中跟随封闭板3f的移动竖直移动,当套筒3脱离注塑模具表面后,封闭板3f的底部贴合固定块3e上侧,此时进气孔3f6与第二通道3e4的轴线处于同一直线上,吸尘
装置4对套筒3内部的抽吸力通过通气管3f5的内部空腔和第二通道3e4作用到第一通道3e1处,对位于套筒3内部的第二通道3e4的底部进行抽吸,使残留的废屑得以被清理收集,也使得吸尘装置4可以持续工作避免对封闭板3f封闭第一通道3e1后套筒3内部出现负压,当钻头2对注塑模具进行钻孔时,封闭板3f的上移使得通气管3f5与第二通道3e4错位,吸尘装置4的抽吸力直接作用在第一通道3e1中对第一通道3e1中的杂质进行清理,通过这种转换也可以使套筒3内的杂质完全进入吸尘装置4中进行收集,不存在清洁死角。
38.参照图12、图14和图15:钻孔机本体1的工作端同轴设置有快接头1b,钻头2顶部同轴设置有快接座2a,钻孔机本体1和钻头2通过快接头1b和快接座2a插装连接;快接头1b底部设置有第一磁铁1b1,快接座2a顶部设置有第二磁铁2a1,第一磁铁1b1与第二磁铁2a1磁吸连接。
39.本实施例中的钻头2与钻孔机本体1通过快接头1b和快接座2a实现快速安装和更换,快接头1b与快接座2a对接后,通过快接头1b顶部的第一磁铁1b1与快接座2a底部的第二磁铁2a1吸附在一起,保持钻头2与钻孔机本体1工作端的连接紧密,同时在钻头2使用次数较多出现磨损时,也仅需将第一磁铁1b1与第二磁铁2a1分离即可对钻头2仅需更换,降低了操作的难度。
40.参照图14和图15:快接头1b的底部设置有卡齿1b2,卡齿1b2具有多个,卡齿1b2环绕快接头1b轴线等间距分布;快接座2a的顶部设置有卡槽2a2,卡槽2a2的数量与卡齿1b2相吻合,卡槽2a2的截面形状与卡齿1b2的截面形状相吻合,卡槽2a2环绕快接座2a轴线等间距分布,卡齿1b2限位卡接在卡槽2a2中。
41.当钻头2的快接座2a与快接头1b连接时,将快接座2a上的卡槽2a2与快接头1b上的卡齿1b2进行卡接,从而保证钻孔机本体1启动时可以稳定地带动钻头2进行旋转,保证钻头2的钻孔功能。
42.以上实施例仅表达了本发明的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1