自动工件定位的方法与装置与流程
1.本公开涉及工件加工领域,具体涉及一种自动工件定位的方法与装置。
背景技术:
2.随着工件加工技术的发展,对工件的加工技术不断的被更新完善,慢慢由单纯的人工加工演化成以自动化、智能化为特征的工件加工技术,加工对象范围,技术水平都有了显著的提高。
3.为了不断提高工件加工技术的自动化程度和智能化程度,对工件进行加工的主体,慢慢由人工变成了各种加工工作站或者加工焊接机器人,实现工件加工的全自动化和全自能化,但是在对工件进行全自动化加工和全智能化加工时,首先要进行的就是对工件的定位,只有对工件进行了准确的定位,才能对工件进行更为精确的加工,目前的工件加技术尚不能很好的解决工件的定位问题,只能通过在焊接机器人末端加传感器例如短路传感器,移动焊接机器人去触碰工件才能完成定位,完成整个工件的定位需要大量的时间,且过程繁琐,大大降低了工件的加工效率,增加加工成本。
技术实现要素:
4.本公开的一个目的在于旨在解决工件定位定位步骤繁琐、效率低的问题。
5.根据本公开实施例的一方面,公开了一种自动工件定位的方法,所述方法包括:
6.根据工件数模的表面图层获取工件数模的源点云,所述源点云用于表达所述工件数模去除厚度的表面;
7.对所述工件映射的目标点云,根据所述源点云进行配准,获得所述源点云与目标点云的粗略映射关系;
8.根据所述源点云与所述目标点云之间的粗略映射关系,对点云相机拍照位置重构虚拟点云相机相对于源点云的虚拟拍照位置;
9.在虚拟拍照位置对所述工件数模进行虚拟拍照得到虚拟源点云;
10.将所述虚拟源点云与目标点云重新配准,获得所述工件数模形成的虚拟源点云与目标点云的精确映射关系;
11.根据所述虚拟源点云与所述目标点云之间的精确映射关系,执行虚拟机器人基坐标系下的虚拟源点云定位。
12.根据本公开实施例的一方面,公开了根据工件数模的表面图层获取工件数模的源点云,包括:
13.根据所述工件数模获得壳文件,从所述壳文件提取得到表面图层文件;
14.将所述表面图层文件的格式转化为点云格式;
15.去除表面图层点云模型的厚度,得到工件数模的源点云。
16.根据本公开实施例的一方面,公开了对所述工件映射的目标点云,根据所述源点云进行配准,获得所述源点云与目标点云的粗略映射关系,包括:
17.通过对工件的拍照获取目标点云;
18.将所述源点云与目标点云进行配准得到所述源点云和目标点云之间的粗略映射关系,源点云或者目标点云两者中的其中一者根据所述粗略映射关系旋转平移能够与另一者的位置重合。
19.根据本公开实施例的一方面,公开了通过对工件的拍照获取目标点云,包括:
20.驱动焊接机器人对工件进行拍照,得到在点云相机坐标系下的工件的第一目标点云;
21.根据焊接机器人与点云相机的位置关系,对第一目标点云运算得到在焊接机器人基坐标系下所述工件的第二目标点云。
22.根据本公开实施例的一方面,公开了通过对工件的拍照获取目标点云,还包括:
23.对所述第二目标点云进行去噪处理,降低密度得到目标点云。
24.根据本公开实施例的一方面,公开了根据所述源点云与所述目标点云之间的粗略映射关系,对所述点云相机的位置重构虚拟点云相机相对于源点云的虚拟拍照位置,包括:
25.根据点云相机与工件目标点云的位置关系,获取焊接机器人基坐标系下焊接机器人拍照位置与工件的位置关系;
26.对所述焊接机器人拍照位置与工件的位置关系,根据所述粗略映射关系转换得到工件数模与其对应的虚拟拍照位置。
27.根据本公开实施例的一方面,公开了根据所述虚拟源点云与所述目标点云之间的精确映射关系,执行虚拟机器人基坐标系下的虚拟源点云定位,包括:
28.根据所述虚拟源点云与所述目标点云之间的精确映射关系,与焊接机器人的位置,重构虚拟机器人相对于虚拟源点云的位置获得所述虚拟机器人与虚拟源点云的位置关系;
29.根据虚拟机器人与虚拟源点云的位置关系,完成在虚拟机器人基坐标系下,对所述虚拟源点云的定位。
30.根据本公开实施例的一方面,公开了一种自动工件定位装置,所述装置包括:
31.点云获取模块:根据工件数模的表面图层获取工件数模的源点云,所述源点云用于表达所述工件数模去除厚度的表面;
32.配准模块:对工件映射的目标点云,根据源点云进行配准,获得源点云与目标点云的粗略映射关系;
33.定位模块:根据源点云与目标点云之间的粗略映射关系,对点云相机拍照位置重构虚拟点云相机相对于源点云的虚拟拍照位置;
34.拍照模块:在虚拟拍照位置对工件数模进行虚拟拍照得到虚拟源点云;
35.第二配准模块:将所述虚拟源点云与目标点云重新配准,获得所述工件数模形成的虚拟源点云与目标点云的精确映射关系;
36.第二定位模块:根据虚拟源点云与目标点云之间的精确映射关系,执行虚拟机器人基坐标系下的虚拟源点云定位。
37.根据本公开实施例的一方面,公开了点云获取模块,包括:
38.提取模块:根据工件数模获得壳文件,从壳文件提取得到表面图层文件;
39.转化模块:将所述表面图层文件的格式转化为点云格式;
40.厚度去除模块:去除表面图层点云模型的厚度,得到工件数模的源点云。
41.根据本公开实施例的一方面,公开了一种自动工件定位装置,包括:焊接机器人、机械臂、点云相机以及存储器、处理器,所述焊接机器人通过与之连接的机械臂,对机械臂末端的点云相机进行移动,所述焊接机器人与点云相机实现工件的自动定位,所述存储器用于存储有移动终端可读指令;
42.与所述存储器电信号连接的所述处理器读取存储器存储的焊接机器人可读指令,以执行前述任意权利要求。
43.在本技术实施例中,为实现快速、便捷、准确的对工件进行定位和加工,将首先通过工件数模得到其所对应且去除数模厚度的源点云,将工件数模的源点云与工件映射的目标点云进行配准,得到源点云与目标点云的粗略映射关系,由此即可根据粗略映射关系对点云相机拍照位置重构虚拟点云相机相对于源点云的虚拟拍照位置,在虚拟拍照位置对工件数模进行拍照获取虚拟源点云,将虚拟源点云与目标点云进行重新配准,得到虚拟源点云与目标点云的精确映射关系,最终根据精确映射关系,获取在虚拟机器人基坐标系下的虚拟源点云定位,从而能够在数模空间中构建与现实空间中一致的,焊接机器人与工件的位置关系,将数模空间中的虚拟机器人对工件数模的操作通过精确映射关系映射到现实空间中,完成对工件的加工。不必在现实空间中,通过人工对工件进行定位,大大减少了实际操作时间,并且通过在数模空间虚拟机器人实现工件所映射的虚拟加工,能够模拟更多的加工方案,大大增加了现实空间中工件加工的容错性。
44.本公开的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本公开的实践而习得。
45.应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本公开。
附图说明
46.通过参照附图详细描述其示例实施例,本公开的上述和其它目标、特征及优点将变得更加显而易见。
47.图1示出了根据本公开一个实施例的上行应用的一种体系架构图。
48.图2示出了根据本公开一个实施例的自动工件定位的方法的流程图。
49.图3示出了根据本公开另一个实施例的根据工件数模的表面图层获取工件数模的源点云的流程图。
50.图4示出了根据本公开另一个实施例的对工件映射的目标点云,根据源点云进行配准,获得源点云与目标点云的粗略映射关系的流程图。
51.图5示出了根据本公开另一个实施例的通过对工件的拍照获取目标点云的流程图。
52.图6示出了根据本公开另一个实施例的根据源点云与目标点云之间的粗略映射关系,对点云相机的位置重构虚拟点云相机相对于源点云的虚拟拍照位置的流程图。
53.图7示出了根据本公开另一个实施例的根据虚拟源点云与目标点云之间的精确映射关系,执行虚拟机器人基坐标系下的虚拟源点云定位的流程图。
54.图8示出了根据本公开一个实施例的焊接机器人或者点云相机的硬件结构图。
具体实施方式
55.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些示例实施方式使得本公开的描述将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。附图仅为本公开的示意性图解,并非一定是按比例绘制。图中相同的附图标记表示相同或类似的部分,因而将省略对它们的重复描述。
56.此外,所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多示例实施方式中。在下面的描述中,提供许多具体细节从而给出对本公开的示例实施方式的充分理解。然而,本领域技术人员将意识到,可以实践本公开的技术方案而省略所述特定细节中的一个或更多,或者可以采用其它的方法、组元、步骤等。在其它情况下,不详细示出或描述公知结构、方法、实现或者操作以避免喧宾夺主而使得本公开的各方面变得模糊。
57.附图中所示的一些方框图是功能实体,不一定必须与物理或逻辑上独立的实体相对应。可以采用软件形式来实现这些功能实体,或在一个或多个硬件模块或集成电路中实现这些功能实体,或在不同网络和/或处理器装置和/或微控制器装置中实现这些功能实体。
58.请参阅图1,图1是本公开实施例所应用的一种体系架构。该体系构架可以包括:焊接机器人11和至少一个用于给工件拍照,生成目标点云的点云相机12,点云相机12在焊接机器人11操控的操控下进行工作。在一个实施例中,焊接机器人11至少操控一个点云相机12进行对工件进行提取点云。
59.应该理解,图1中的云相机12的数目仅仅是示意性的。根据实现需要,可以具有任意数目的点云相机12。
60.本公开实施例的一些技术方案可以基于如图1所示的体系架构或其变形架构来具体实施。
61.本技术中描述的自动工件定位的方法,欲达到的最终效果是在数模空间中还原现实空间中焊接机器人与工件的位置关系。使得虚拟机器人与工件数模的位置关系,与现实空间中焊接机器人与工件的位置关系相同。在数模空间中,以虚拟机器人的角度对工件数模进行加工,深度还原了在现实空间中,焊接机器人对工件的加工视角。虚拟机器人就是焊接机器人在数模空间中的映射,以虚拟机器人的视角对工件数模进行加工操作,然后将这些操作通过映射关系实施到工件上。这样使得两次视角一致,有利于对工件加工时对细节的掌握。
62.具体的,本技术将通过两次点云的配准达到上述技术效果。
63.第一次配准是将源自工件数模的源点云,以及源自工件的目标点云,进行配准,获取数模空间坐标系与现实空间焊接机器人基坐标系的粗略映射关系。
64.首先应当说明的是,在第一次配准之前,源点云已被去除厚度,以避免直接求取映射关系运算量过大。由此而得到的映射关系是粗略的映射关系,为了消除粗略映射关系带来的误差,需要根据粗略映射关系得到数模空间中工件数模对应的虚拟拍照位置。
65.在虚拟拍照位置对工件数模执行虚拟拍照得到虚拟源点云。再将虚拟源点云与目标点云进行第二次配准,得到精确映射关系,获取虚拟机器人的位置,虚拟机器人与工件数模的位置关系与现实空间焊接机器人与工件的位置关系一致。从而完成在数模空间中对工
件数模的定位。
66.最后可以实现,在数模空间中虚拟机器人对工件数模模拟各种复杂的加工,这种复杂的加工仅先作用于工件数模,未直接操控焊接机器人对工件进行加工的,以此来为工件实现试加工,保障加工过程的可靠性和效果。通过在数模空间中对工件数模直接模拟各种加工,再通过上述两个坐标系的映射关系将该对工件数模的加工映射到工件上,从而完成对现实空间中工件的加工。
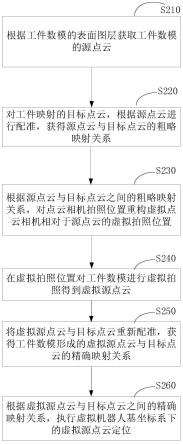
67.参阅图2,图2示出了根据本公开一实施例的自动工件定位的方法的流程图,本公开实施例提供了一种自动工件定位的方法,包括:
68.步骤s210,根据工件数模的表面图层获取工件数模的源点云;
69.步骤s220,对工件映射的目标点云,根据源点云进行配准,获得源点云与目标点云的粗略映射关系;
70.步骤s230,根据源点云与目标点云之间的粗略映射关系,对点云相机拍照位置重构虚拟点云相机相对于源点云的虚拟拍照位置;
71.步骤s240,在虚拟拍照位置对工件数模进行虚拟拍照得到虚拟源点云;
72.步骤s250,将虚拟源点云与目标点云重新配准,获得工件数模形成的虚拟源点云与目标点云的精确映射关系;
73.步骤s260,根据虚拟源点云与目标点云之间的精确映射关系,执行虚拟机器人基坐标系下的虚拟源点云定位。
74.下面对这6个步骤进行详细描述。
75.步骤s210是为了获取,经去除厚度,甚至于降低密度形成的源点云,点云是指将点云数据中包含的每一点的坐标信息具现化以后形成的图像,由于“点”的数量大且密集因此称之为“点云”,点云数据即以三维坐标形式表示的向量,换言之,点云数据是所有点的空间坐标信息的集合。源点云即为在数模空间坐标系下数模上各采样点所对应空间坐标信息具现化后形成的图像。
76.根据这些用以执行第一次配准的源点云,将通过下述方式进行获取。首先获取在尺寸上与工件大小一致的工件数模,获取工件数模的工件数模文件,然后从工件数模文件中提取工件数模的壳文件,工件数模可根据工件数模文件建立,工件数模文件包含了记录工件数模各点之间位置关系的数据。只需在数模空间中选中一个点,作为工件数模文件的参考点,就可以根据数模各点之间位置关系,建立整个工件数模。工件数模的壳文件即为包含工件数模表面图层的文件。其次,表面图层文件通过格式转化得到点云格式的文件,读取点云格式的文件,得到点云,去除点云的厚度,并将余下点云所对应的尺寸大小调整至与工件大小一致的尺寸,得到源于工件数模的源点云。
77.应当了解的是,下述进行的点云之间的配准,只有两个大小一致的点云才能进行。因为目标点云源于工件,与工件大小一致,所以源点云和目标点云都与工件的大小一致。
78.请参阅图3,图3示出了示出了根据本技术一个实施例的根据工件数模的表面图层获取工件数模的源点云的流程图,本技术实施例提供了根据工件数模的表面图层获取工件数模的源点云的步骤s210,包括:
79.步骤s211,根据工件数模获得壳文件,从壳文件提取得到表面图层文件;
80.步骤s212,将表面图层文件的格式转化为点云格式;
81.步骤s213,去除表面图层点云模型的厚度,得到工件数模的源点云。
82.下面对这3个步骤进行详细描述。
83.在步骤s211中,为了由工件数模获取得到源点云,首先获取根据工件创建的工件数模,具体的,可根据工件数据绘制或者生成与工件大小一致的工件数模。工件数据用以描述工件尺寸,以及工件每一点之间的位置关系。应当说明的,工件数模的数据可以来自人工测量,也可以来自各种机器测量,其次根据工件数模文件获取其壳文件,从其壳文件中提取工件数模的表面图层文件,表面图层文件包含了工件数模表面各点之间的位置关系。
84.步骤s212的执行是将工件数模的表面图层文件转换成点云格式的文件,根据点云格式的文件,获取工件数模表面图层映射的点云。
85.在步骤s213中,将上述点云格式的文件所映射的点云,去除点云厚度,此处所提到的去除点云厚度是指,只取工件数模表面的各采样点,舍弃工件内部的所有其他采样点。
86.本技术实施例通过最小二乘lsm(lest squares method)实现对点云进行去除厚度。使用最小二乘法,模拟点云表面各点进行拟合曲线,再由曲线拟合成面,生成由点云表面各点所拟合的面,组成点云表面模型,最后去除所有不属于上述点云表面模型的点,完成对点云去除厚度,得到源于工件数模的源点云。
87.上述的“模拟”是指,上述过程去除不属于点云表面的各点,并不实际将各点拟合成曲线和面,只是为了甄别不属于工件数模表面的各点,以便于将其去除。
88.上述对曲线和面的拟合是指将离散分布的点执行分段拟合曲线,再由曲线拟合成面。具体的,利用最小二乘法在纵向或者横向各个相邻测量点之间拟合得到符合工件数模的曲线,最小二乘法根据各个测量点的坐标,计算出数据点之间的误差最小的曲线函数参数,利用该曲线函数参数,以达到曲线拟合的最佳效果。其次在曲线拟合之后,通过相平行的两条曲线上相对应的点,再次利用最小二乘法拟合曲线,由此在两条平行曲线之间形成无数条拟合曲线,从而达到拟合成面的效果。
89.在步骤s220中,将上述获得的源点云与根据工件映射的目标点云进行配准,得到源点云与目标点云的粗略映射关系。
90.目标点云是指获取工件表面每个采样点的坐标信息后,得到的采样点集合,称之为目标点云数据,目标点云是指是指将点云数据中包含的每一点的坐标信息具现化以后形成的图像。采样点的坐标信息是焊接机器人使用点云相机向工件拍照进行采集的。目标点云的坐标信息是在焊接机器人基坐标系下,将目标点云与源点云进行配准,即寻找两个坐标系之间的变换关系,本技术称之为映射关系,根据映射关系,源点云经旋转平移可以得到目标点云,目标点云根据映射关系进行旋转平移也可以得到源点云。
91.请参阅图4,图4示出了示出了根据本技术一个实施例的对工件映射的目标点云,根据源点云进行配准,获得源点云与目标点云的粗略映射关系的流程图,本技术实施例提供了对工件映射的目标点云,根据源点云进行配准,获得源点云与目标点云的粗略映射关系的步骤s220,包括:
92.步骤s221,通过对工件的拍照获取目标点云;
93.步骤s222,将源点云与目标点云进行配准得到源点云和目标点云之间的粗略映射关系,源点云或者目标点云两者中的其中一者根据所述粗略映射关系旋转平移能够与另一者的位置重合。
94.下面对这两个步骤进行详细描述。
95.在步骤s221中,焊接机器人使用点云相机向工件拍照,以采集工件采样点的坐标信息,坐标信息用以表示工件采样点之间的位置关系。在点云相机采集工件的采样点时,采样点所包含的坐标信息属于点云相机坐标系,待采样点采取完毕,此时焊接机器人将属于点云相机坐标系下的坐标信息,转换成属于焊接机器人基坐标系下的坐标信息,将这些坐标数据具现化,即得到得到源于工件的目标点云。
96.应当了解的是,将采样点的坐标信息,转换到属于焊接机器人基坐标系下,是为了方便在数模空间中寻找具有相同位置关系的虚拟机器人位置和工件数模位置。找寻两者之间的位置关系是因为,在对工件进行加工时,其加工操作全都由焊接机器人执行,通过明确两者之间的位置关系,有利于提高焊接机器人的加工效率。
97.请参阅图5,图5示出了示出了根据本技术一个实施例的通过对工件的拍照获取目标点云的流程图,本技术实施例提供了通过对工件的拍照获取目标点云的步骤s221,包括:
98.步骤s2211,驱动焊接机器人对工件进行拍照,得到在点云相机坐标系下的工件的第一目标点云;
99.步骤s2212,根据焊接机器人与点云相机的位置关系,对第一目标点云运算得到在焊接机器人基坐标系下所述工件的第二目标点云。
100.下面地这两个步骤进行详细描述。
101.首先应当说明的是,步骤s221中的目标点云不仅包含目标点云自身,还包括,第一目标点云、第二目标点云。
102.在步骤s2211中,焊接机器人点云相机对工件进行拍照,提取工件的采样点,获取采样点在点云相机坐标系下的坐标信息,得到第一目标点云。
103.在步骤s2212中,基于焊接机器人与点云相机的位置关系,将第一目标点云各采样点的坐标信息转换至焊接机器人基坐标系下,得到第二目标点云。焊接机器人与点云相机的位置关系是根据点云相机的自动定位功能所获取的。
104.对所获取的第二目标点云进行去噪,即基于已经形成的第二目标点云,识别与第二目标点云偏差过大的坐标信息,去除该坐标信息的具现化图像。并且为了减少二次配准的计算量,同时降低去噪后的第二目标点云的点云密度,得到目标点云。
105.在步骤s222中,将上述获取的源点云和目标点云进行配准,所谓配准是指,两个点云经过旋转平移有对应的点对能够符合迭代退出条件,即它们彼此之间可以通过旋转平移等位置变换重合。点云配准就是求出两个点云之间的坐标位置变换关系。在本实施例中,求取在数模空间坐标系下的源点云,与在焊接机器人基坐标系下的目标点云之间的坐标位置变换关系,即得到两者之间的粗略的映射关系。
106.在步骤s230中,在焊接机器人使用点云相机的对工件采集采样点数据时,获取焊接机器人拍照位置与工件的位置关系,根据粗略映射关系,可以得到在数模空间中工件数模的虚拟拍照位置,数模空间中工件数模和虚拟拍照位置的位置关系,与焊接机器人拍照位置与工件的位置关系相同。
107.请参阅图6,图6示出了示出了根据本技术一个实施例的根据源点云与目标点云之间的粗略映射关系,对点云相机的位置重构虚拟点云相机相对于源点云的虚拟拍照位置的流程图,本技术实施例提供了根据源点云与目标点云之间的粗略映射关系,对点云相机的
位置重构虚拟点云相机相对于源点云的虚拟拍照位置的步骤s230,包括:
108.步骤s231,根据点云相机与工件目标点云的位置关系,获取焊接机器人基坐标系下焊接机器人拍照位置与工件的位置关系;
109.步骤s232,对焊接机器人拍照位置与工件的位置关系,根据粗略映射关系转换得到工件数模与其对应的虚拟拍照位置。
110.下面对这2个步骤进行详细描述。
111.在步骤s231中,在点云相机对工件采集采样点的坐标信息时,获取了点云相机相对于工件的位置关系,然后再根据点云相机与工件的位置关系,以及获取的工件与点云相机,在焊接机器人基坐标系下的坐标信息,得到在焊接机器人坐标系下工件与点云相机的位置关系。
112.在步骤s232中,根据粗略的映射关系,获取在数模空间中与现实空间点云相机拍照位置对应的虚拟拍照位置。该虚拟拍照位置与工件数模位置在数模空间坐标系下的坐标关系,与工件与点云相机在焊接机器人基坐标系下的位置关系相同。
113.在步骤s240中,在虚拟拍照位置,对工件数模进行虚拟拍照得到在这个位置下的虚拟源点云,虚拟源点云不同于源点云,虚拟源点云没有经过去除厚度,最大程度上还原了工件数模的形状和姿态。重新获取源自工件数模的点云,即虚拟源点云,是为了与目标点云重新第二次与目标点云进行配准,以此来消除第一次配准所带来的误差。因为数模空间中工件数模和虚拟拍照位置的位置关系,与焊接机器人拍照位置与工件的位置关系相同,所以得到的虚拟源点云与目标点云的姿态极为相似,大大减少了配准时的计算量。
114.在步骤s250中,将虚拟源点云与目标点云进行重新配准,得到数模空间坐标系和焊接机器人基坐标系的精确的映射关系,使在下述步骤中更精确的寻找在数模空间中虚拟机器人的位置。
115.在步骤s260中,根据已经获取的精确映射关系,寻找数模空间中虚拟机器人的位置,使得数模空间中虚拟机器人和工件数模的位置关系,与焊接机器人与工件的位置关系相一致。从而实现在数模空间中对工件数模的定位。
116.请参阅图7,图7示出了示出了根据本技术一个实施例的根据虚拟源点云与目标点云之间的精确映射关系,执行虚拟机器人基坐标系下的虚拟源点云定位的流程图,本技术实施例提供了根据所述虚拟源点云与目标点云之间的精确映射关系,执行虚拟机器人基坐标系下的虚拟源点云定位的步骤s260,包括:
117.步骤s261,根据虚拟源点云与目标点云之间的精确映射关系,与焊接机器人的位置,重构虚拟机器人相对于虚拟源点云的位置获得虚拟机器人与虚拟源点云的位置关系;
118.步骤s262,根据虚拟机器人与虚拟源点云的位置关系,完成在虚拟机器人基坐标系下,对虚拟源点云的定位。
119.下面对这两个步骤进行详细描述。
120.在步骤s261中,根据虚拟源点云与目标点云之间的精确映射关系,以及工件与焊接机器人的位置关系,得到工件数模所对应的虚拟机器人位置。虚拟机器人与工件数模的位置关系与,与工件与焊接机器人之间的位置关系相同。
121.在步骤s262中,根据虚拟机器人与虚拟源点云的位置关系,获取虚拟机器人在数模空间基坐标系下的坐标,进而完成在数模空间对虚拟源点云的定位。
122.在数模空间映射了与现实空间中焊接机器人与工件位置关系一致、大小相同的虚拟机器人和虚拟源点云。实现了在数模空间对虚拟源点云的定位。
123.下面选取实际加工工件自动定位为例,说明实现工件自动定位的的过程。
124.首先是获取第一次配准的源点云与目标点云。
125.获取与工件大小一致的数模,称之为工件数模,根据工件数模得到工件数模文件。从工件数模文件中提取工件数模的壳文件,然后从壳文件中提取工件数模的表面图层文件。将表面图层文件转换成点云格式,得到点云形式的工件数模表面图层,得到对应的点云,将点云去除厚度,得到工件数模对应的源点云。
126.焊接机器人驱动红外相机,对工件进行拍照,采集工件上采样点的坐标信息,得到第一目标点云,此时获取的坐标信息属于点云相机坐标系。根据点云相机的自动定位功能,将点云相机坐标系下的坐标信息,得到第二目标点云转化成在焊接机器人基坐标系下。对第二目标点云去噪,去除第二目标点云的厚度,得到目标点云。
127.将所得到的目标点云与源点云进行配准,得到两者之间的粗略映射关系。
128.根据两者之间的粗略映射关系,以及点云相机拍照位置与工件的位置关系,得到在数模空间中源点云对应的虚拟拍照位置,在虚拟拍照位置对工件数模进行虚拟拍照,得到工件数模的虚拟源点云。
129.将虚拟源点云与目标点云进行配准,得到两者之间的精确映射关系。根据精确映射关系,与焊接机器人与工件的位置关系,得到在数模空间中工件数模对应的虚拟机器人位置,虚拟机器人与工件数模的位置关系与,与工件与焊接机器人之间的位置关系相同。
130.根据虚拟机器人与虚拟源点云的位置关系,获取虚拟机器人在数模空间基坐标系下坐标,完成在数模空间对虚拟源点云的定位。
131.在数模空间搭建了,与现实空间中焊接机器人与工件位置关系一致、大小相同的,虚拟机器人和虚拟源点云。实现在数模空间对虚拟源点云的定位。
132.根据本公开实施例的自动工件定位方法可以由图8的焊接机器人来实现。下面参照图8来描述根据本公开实施例的焊接机器人或。图8显示的焊接机器人仅仅是一个示例,不应对本公开实施例的功能和使用范围带来任何限制。
133.如图8所示,焊接机器人或以通用计算设备的形式表现。焊接机器人的组件可以包括但不限于:上述至少一个处理单元810、上述至少一个存储单元820、连接不同系统组件(包括存储单元820和处理单元810)的总线830。
134.其中,所述存储单元存储有程序代码,所述程序代码可以被所述处理单元810执行,使得所述处理单元810执行本说明书上述示例性方法的描述部分中描述的根据本发明各种示例性实施方式的步骤。例如,所述处理单元810可以执行如图2中所示的各个步骤。
135.存储单元820可以包括易失性存储单元形式的可读介质,例如随机存取存储单元(ram)8201和/或高速缓存存储单元8202,还可以进一步包括只读存储单元(rom)8203。
136.存储单元820还可以包括具有一组(至少一个)程序模块8205的程序/实用工具8204,这样的程序模块8205包括但不限于:操作系统、一个或者多个应用程序、其它程序模块以及程序数据,这些示例中的每一个或某种组合中可能包括网络环境的实现。
137.总线830可以为表示几类总线结构中的一种或多种,包括存储单元总线或者存储单元控制器、外围总线、图形加速端口、处理单元或者使用多种总线结构中的任意总线结构
的局域总线。
138.焊接机器人也可以与一个或多个外部设备700(例如键盘、指向设备、蓝牙设备等)通信,还可与一个或者多个使得用户能与该焊接机器人交互的设备通信,和/或与使得该焊接机器人能与一个或多个其它计算设备进行通信的任何设备(例如路由器、调制解调器等等)通信。这种通信可以通过输入/输出(i/o)接口850进行。并且,焊接机器人还可以通过网络适配器860与一个或者多个网络(例如局域网(lan),广域网(wan)和/或公共网络,例如因特网)通信。如图所示,网络适配器860通过总线830与点云相机12的其它模块通信。应当明白,尽管图中未示出,可以结合焊接机器人使用其它硬件和/或软件模块,包括但不限于:微代码、设备驱动器、冗余处理单元、外部磁盘驱动阵列、raid系统、磁带驱动器以及数据备份存储系统等。
139.通过以上的实施方式的描述,本领域的技术人员易于理解,这里描述的示例实施方式可以通过软件实现,也可以通过软件结合必要的硬件的方式来实现。因此,根据本公开实施方式的技术方案可以以软件产品的形式体现出来,该软件产品可以存储在一个非易失性存储介质(可以是cd-rom,u盘,移动硬盘等)中或网络上,包括若干指令以使得一台计算设备(可以是个人计算机、服务器、终端装置、或者网络设备等)执行根据本公开实施方式的方法。
140.在本公开的示例性实施例中,还提供了一种计算机程序介质,其上存储有计算机可读指令,当所述计算机可读指令被计算机的处理器执行时,使计算机执行上述方法实施例部分描述的方法。
141.根据本公开的一个实施例,还提供了一种用于实现上述方法实施例中的方法的程序产品,其可以采用便携式紧凑盘只读存储器(cd-rom)并包括程序代码,并可以在终端设备,例如个人电脑上运行。然而,本发明的程序产品不限于此,在本文件中,可读存储介质可以是任何包含或存储程序的有形介质,该程序可以被指令执行系统、装置或者器件使用或者与其结合使用。
142.所述程序产品可以采用一个或多个可读介质的任意组合。可读介质可以是可读信号介质或者可读存储介质。可读存储介质例如可以为但不限于电、磁、光、电磁、红外线、或半导体的系统、装置或器件,或者任意以上的组合。可读存储介质的更具体的例子(非穷举的列表)包括:具有一个或多个导线的电连接、便携式盘、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦式可编程只读存储器(eprom或闪存)、光纤、便携式紧凑盘只读存储器(cd-rom)、光存储器件、磁存储器件、或者上述的任意合适的组合。
143.计算机可读信号介质可以包括在基带中或者作为载波一部分传播的数据信号,其中承载了可读程序代码。这种传播的数据信号可以采用多种形式,包括但不限于电磁信号、光信号或上述的任意合适的组合。可读信号介质还可以是可读存储介质以外的任何可读介质,该可读介质可以发送、传播或者传输用于由指令执行系统、装置或者器件使用或者与其结合使用的程序。
144.可读介质上包含的程序代码可以用任何适当的介质传输,包括但不限于无线、有线、光缆、rf等等,或者上述的任意合适的组合。
145.可以以一种或多种程序设计语言的任意组合来编写用于执行本发明操作的程序代码,所述程序设计语言包括面向对象的程序设计语言—诸如java、c++等,还包括常规的
过程式程序设计语言—诸如“c”语言或类似的程序设计语言。程序代码可以完全地在用户计算设备上执行、部分地在用户设备上执行、作为一个独立的软件包执行、部分在用户计算设备上部分在远程计算设备上执行、或者完全在远程计算设备或服务器上执行。在涉及远程计算设备的情形中,远程计算设备可以通过任意种类的网络,包括局域网(lan)或广域网(wan),连接到用户计算设备,或者,可以连接到外部计算设备(例如利用因特网服务提供商来通过因特网连接)。
146.应当注意,尽管在上文详细描述中提及了用于动作执行的设备的若干模块或者单元,但是这种划分并非强制性的。实际上,根据本公开的实施方式,上文描述的两个或更多模块或者单元的特征和功能可以在一个模块或者单元中具体化。反之,上文描述的一个模块或者单元的特征和功能可以进一步划分为由多个模块或者单元来具体化。
147.此外,尽管在附图中以特定顺序描述了本公开中方法的各个步骤,但是,这并非要求或者暗示必须按照该特定顺序来执行这些步骤,或是必须执行全部所示的步骤才能实现期望的结果。附加的或备选的,可以省略某些步骤,将多个步骤合并为一个步骤执行,以及/或者将一个步骤分解为多个步骤执行等。
148.通过以上的实施方式的描述,本领域的技术人员易于理解,这里描述的示例实施方式可以通过软件实现,也可以通过软件结合必要的硬件的方式来实现。因此,根据本公开实施方式的技术方案可以以软件产品的形式体现出来,该软件产品可以存储在一个非易失性存储介质(可以是cd-rom,u盘,移动硬盘等)中或网络上,包括若干指令以使得一台计算设备(可以是个人计算机、服务器、移动终端、或者网络设备等)执行根据本公开实施方式的方法。
149.本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本公开的其它实施方案。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由所附的权利要求指出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1