一种双层过滤真空密封保温杯加工方法与流程
1.本发明涉及保温杯领域,具体为一种双层过滤真空密封保温杯加工方法。
背景技术:
2.随着人们日常生活需求的日趋提升,保温杯以其能够降低杯中热水与外界环境换热速度的特点,得以有效减少散热实现保温目的,其中,保温杯的保温效果好与坏是大众选择保温杯的关键;
3.目前的一些保温杯生产比较复杂,而且其良品率不高,保温效果不佳,同时由于内胆处理不好在使用时间长了后容易滋生细菌,特别是一些带有过滤功能的保温杯,其过滤效果随着使用时间变长会大大下降。
技术实现要素:
4.本发明的目的在于提供一种双层过滤真空密封保温杯加工方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种双层过滤真空密封保温杯加工方法,包括以下步骤:
6.步骤一:准备保温杯的内胆与外胆,内胆为钛合金材质,外胆采用不锈钢材质,均使用现有技术进行加工;
7.步骤二:根据内胆直径制备陶瓷过滤芯,同时对内胆与外胆进行表面净化处理;
8.步骤三:先将在内胆的底部冲压出陶瓷过滤芯安装凹槽,再将内胆装入到外胆的内腔中,对内胆杯口处与外胆的杯口处进行真空焊接,从而使得内胆其余部位悬置在外胆内腔中,同时进行抽真空使得内胆和外胆之间形成真空夹层;
9.步骤四:在保证真空的环境下对保温杯进行自然冷却,后取出;
10.步骤五:对冷却好的保温杯内胆侧壁进行抛光,外胆表面进行壳拉丝、烤漆,或进行阳极氧化处理,制成完整钛金属保温杯;
11.步骤六:将所述步骤二中的陶瓷过滤芯安装到内胆安装凹槽中。
12.作为优选,所述步骤一中内胆通过钛合金材料在拉伸模具中整体拉伸成型,所述外胆采用不锈钢材料通过水胀成型工艺压成。
13.作为优选,所述步骤二中表面净化处理采用惰性气体下进行真空热处理,真空值控制在7.5
×
10-3
pa~2.5
×
10-2
pa,温度控制在800~1200℃,保温时间为12小时。
14.作为优选,所述真空热处理真空值与温度均采用阶段法,设置三阶,第一阶段真空值为2.5
×
10-2
pa,温度为800℃,第二阶段真空值为1
×
10-3
pa,温度为950℃,第三阶段真空值为7.5
×
10-3
pa,温度为1100℃。
15.作为优选,所述步骤三中真空焊接在真空焊机炉内采用激光焊接。
16.作为优选,所述步骤四中冷却为在真空下通入惰性气体进行风冷至温度在60~80℃,惰性气体为氩气。
17.作为优选,所述步骤五中抛光为电解抛光,且进行电解抛光前采用3%的氢氟酸溶液清洗内胆内表面。
18.作为优选,所述步骤五中阳极氧化处理的阳极氧化电压控制在55~110v,电解液主要成分为为磷酸与磷酸钠且浓度均为60ml/l
19.作为优选,所述抛光与阳极氧化处理中的电解液均保持循环流动状态,且持续进行冷却控制温度不得超过25℃。
20.综上所述,本发明有益效果是:
21.本发明通过采用钛金属作为保温杯的内胆,不锈钢作为保温杯的外胆,从而使得保温杯质轻、刚性好、热传导低、保温性好的特点,同时内置陶瓷滤芯具有良好的除菌性能,可以很好的对水进行过滤,而且过滤效果,采用真空净化处理,使得保温杯整体的抗污性能大大提高,相比传统的喷砂、酸碱洗等方式,保温杯内胆质地不仅更好,而且良品率也大大提高。
附图说明
22.为了更清楚地说明发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
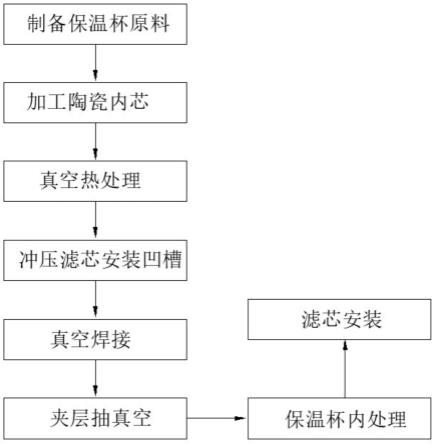
23.图1为本发明一种双层过滤真空密封保温杯加工方法整体流程框架结构示意图;
24.图2为本发明一种双层过滤真空密封保温杯加工方法中真空热处理阶段示意图;
具体实施方式
25.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
26.本说明书(包括任何附加权利要求、摘要和附图)中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
27.下面结合图1-2对本发明进行详细说明,本发明提供的一种实施例:一种双层过滤真空密封保温杯加工方法,包括以下步骤:
28.步骤一:准备保温杯的内胆与外胆,内胆为钛合金材质,外胆采用不锈钢材质,均使用现有技术进行加工;
29.步骤二:根据内胆直径制备陶瓷过滤芯,同时对内胆与外胆进行表面净化处理;
30.步骤三:先将在内胆的底部冲压出陶瓷过滤芯安装凹槽,再将内胆装入到外胆的内腔中,对内胆杯口处与外胆的杯口处进行真空焊接,从而使得内胆其余部位悬置在外胆内腔中,同时进行抽真空使得内胆和外胆之间形成真空夹层;
31.步骤四:在保证真空的环境下对保温杯进行自然冷却,后取出;
32.步骤五:对冷却好的保温杯内胆侧壁进行抛光,外胆表面进行壳拉丝、烤漆,或进行阳极氧化处理,制成完整钛金属保温杯;
33.步骤六:将所述步骤二中的陶瓷过滤芯安装到内胆安装凹槽中。
34.另外,在一个实施例中,所述步骤一中内胆通过钛合金材料在拉伸模具中整体拉伸成型,所述外胆采用不锈钢材料通过水胀成型工艺压成。
35.另外,在一个实施例中,所述步骤二中表面净化处理采用惰性气体下进行真空热处理,真空值控制在7.5
×
10-3
pa~2.5
×
10-2
pa,温度控制在800~1200℃,保温时间为12小时。
36.另外,在一个实施例中,所述真空热处理真空值与温度均采用阶段法,设置三阶,第一阶段真空值为2.5
×
10-2
pa,温度为800℃,第二阶段真空值为1
×
10-3
pa,温度为950℃,第三阶段真空值为7.5
×
10-3
pa,温度为1100℃。
37.另外,在一个实施例中,所述步骤三中真空焊接在真空焊机炉内采用激光焊接。
38.另外,在一个实施例中,所述步骤四中冷却为在真空下通入惰性气体进行风冷至温度在60~80℃,惰性气体为氩气。
39.另外,在一个实施例中,所述步骤五中抛光为电解抛光,且进行电解抛光前采用3%的氢氟酸溶液清洗内胆内表面。
40.另外,在一个实施例中,所述步骤五中阳极氧化处理的阳极氧化电压控制在55~110v,电解液主要成分为磷酸与磷酸钠且浓度均为60ml/l
41.另外,在一个实施例中,所述抛光与阳极氧化处理中的电解液均保持循环流动状态,且持续进行冷却控制温度不得超过25℃。
42.采用钛金属作为保温杯的内胆,不锈钢作为保温杯的外胆,从而使得保温杯质轻、刚性好、热传导低、保温性好的特点,同时内置陶瓷滤芯具有良好的除菌性能,可以很好的对水进行过滤,采用真空净化处理,使得保温杯整体的抗污性能大大提高,相比传统的喷砂、酸碱洗等方式,保温杯内胆质地不仅更好,而且良品率也大大提高。
43.以上所述,仅为发明的具体实施方式,但发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在发明的保护范围之内。因此,发明的保护范围应该以权利要求书所限定的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1