一种纹身针组件自动装配装置
本发明涉及机械设备,特别是涉及一种纹身针组件自动装配装置。
背景技术:
1、常用的纹身针组件通常由针头、导向环、罩壳等部分组成。现有的技术中,由于零部件比较小、且形状复杂,纹身针组件生产装配仍采用人工组装,这种装配方式产能低下、产品的质量不可控制、不良率较高、对人力资源也是一种极大的浪费,并且装配过程过多的人为参与使产品卫生指标难以控制。
技术实现思路
1、本发明的目的就在于为了解决上述问题而提供一种纹身针组件自动装配装置。
2、本发明通过以下技术方案来实现上述目的:
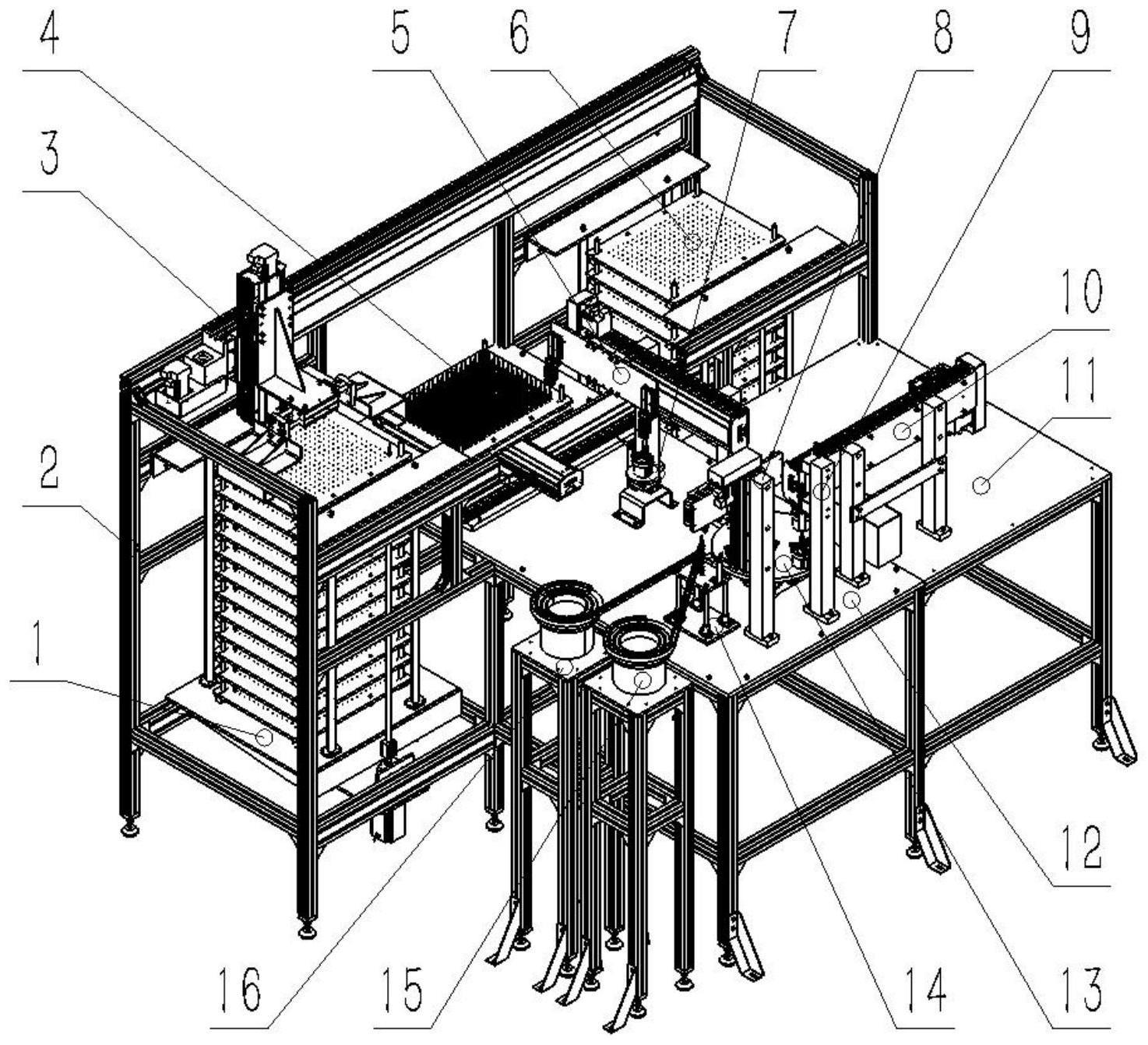
3、一种纹身针组件自动装配装置,包括工位一为针头自动上料工位,工位二为罩壳、导向环安装工位,工位三为纹身针组件压紧工位,工位四为纹身针组件检测及下料工位,还包括满载具供应机构、铝型材主架、载具夹持机构、针头载具位置调整机构、针头抓取机构、空载具回收机构、针头姿态调整机构、罩壳抓取及姿态调整机构、纹身针组件压紧机构、纹身针组件抓取机构、打包区底板、装配区底板、工位转换机构、导向环顶升机构、罩壳上料振动盘、导向环上料振动盘、针头顶出机构、针尖状况视觉检测系统。
4、优选的:满载具供应机构包括滚珠丝杠螺母、顶升板组焊件、直线轴承、导向轴、导向轴固定板、纹身针针头组件、针头载具、定位支柱、第一丝杠支座安装板、丝杠、载具定位销、第二丝杠支座安装板、步进减速电机,步进减速机通过联轴器与丝杠相接,滚珠丝杠螺母、直线轴承以及定位支柱安装于顶升板组焊件上,导向轴穿过直线轴承并分别与导向轴固定板和第一丝杠支座安装板相连接,起导向作用和承受径向力,导向轴固定板、第一丝杠支座安装板以及第二丝杠支座安装板通过螺栓与机架连接,载具定位销安装于顶升板组焊件的特定位置,用于给第一层载具定位,每个针头载具上均安装四个定位支柱,用于层与层之间针头载具的定位。
5、优选的:铝型材主架包括铝型材、铝型材、地脚角件、蹄脚与脚杯固定块、角件,铝型材主架框架结构由系列铝型材组成,通过角件进行连接。
6、优选的:载具夹持机构包括第一直交模组、开口夹固定板组焊件、第一夹爪组焊件、大口径开口夹、第二夹爪组焊件,第一直交模组通过螺栓与机架连接,开口夹固定板组焊件通过螺栓与第一直交模组连接,大口径开口夹位于第一夹爪组焊件和第二夹爪组焊件之间,第一夹爪组焊件和第二夹爪组焊件通过螺栓与大口径开口夹连接。
7、优选的:针头载具位置调整机构包括第二直交模组、载具托盘、针头载具、第二载具定位销等零部件,第二直交模组通过螺栓与装配区底板连接,载具托盘通过螺栓与第二直交模组连接,针头载具位于载具托盘上,第二载具定位销安装在载具托盘上。
8、优选的:针头抓取机构包括第一气动手指、第一双轴气缸、物料移动模组板、第一直线模组、第二双轴气缸、第一模组支座、第二气动手指等零部件,第一模组支座通过螺栓固定在装配区底板上,第一直线模组通过螺栓安装在第一模组支座上,物料移动模组板通过螺栓与第一直线模组连接,第一双轴气缸和第二双轴气缸间隔一定距离安装在物料移动模组板上并做同步运动,第一气动手指和第二气动手指分别安装在第一双轴气缸和第一双轴气缸上。
9、优选的:针头姿态调整机构包括中空旋转平台安装钣金、第一光纤接近开关安装板金、第一光纤接近开关、第一气动三爪卡盘、中空旋转平台,第一光纤接近开关安装于第一光纤接近开关安装板金上,而后整体安装于中空旋转平台安装钣金上,用于检测纹身针尾塞凸台的位置,第一气动三爪卡盘安装在中空旋转平台上,而后整体安装于中空旋转平台安装钣金上,中空旋转平台安装钣金则通过螺栓安装在装配区底板上。
10、优选的:工位二为导向环、罩壳安装工位,由罩壳上料振动盘、导向环上料振动盘、安装于装配区底板上的罩壳抓取及姿态调整机构、安装于装配区底板上的导向环顶升机构组成。
11、优选的:罩壳抓取及姿态调整机构包括第三气动手指、回转气缸、气动滑轨安装板、第二直线模组等零部件,第三气动手指位于罩壳上方,回转气缸位于第三气动手指上方,气动滑轨安装板位于回转气缸侧面,气动滑轨安装板设置在第二直线模组一侧。
12、优选的:导向环顶升机构包括支座安装板、第二笔形气缸、第一顶杆、第二光纤接近开关、第二光纤接近开关安装钣金等零部件。
13、优选的:纹身针组件压紧机构包括第一笔形气缸、笔形气缸支座、压头等零部件,压头与第一笔形气缸相连接并整体安装在笔形气缸支座上,笔形气缸支座通过螺栓安装在装配区底板上。
14、优选的:工位转换机构包括凸轮分割器、转盘、第二气动三爪卡盘、纹身针组件等零部件,转盘上通过螺栓均匀安装四个气动三爪卡盘,并通过螺栓与凸轮分割器连接,凸轮分割器通过螺栓安装在装配区底板上。
15、优选的:工位四为纹身针组件检测及下料工位,由纹身针组件抓取机构、针头顶出机构、针尖状况视觉检测系统组成。
16、优选的:纹身针组件抓取机构包括第二模组支座、第四气动手指、双轴气缸安装板、第三双轴气缸、第三直线模组、次品回收箱等零部件,第二模组支座安装在打包区底板和装配区底板上,第三直线模组通过螺栓安装在第二模组支座上,第四气动手指、第三双轴气缸、双轴气缸安装板顺序连接,并整体安装在第三直线模组上。
17、优选的:针头顶出机构包括第三笔形气缸、笔形气缸安装板、第二顶杆等零部件,第二顶杆与第三笔形气缸连接,并通过笔形气缸安装板固定在装配区底板上。
18、优选的:针尖状况视觉检测系统包括视觉检测相机、相机安装架等零部件,视觉检测相机安装在相机安装架上,并整体固定在装配区底板上。
19、与现有技术相比,本发明的有益效果如下:通过自动化设备来取代人工对纹身针组件的组装,从而来提高整个纹身针组件的生产效率,提高产品的质量降低不良率,并且提高整个产品的卫生指标。
技术特征:
1.一种纹身针组件自动装配装置,包括工位一为针头自动上料工位,工位二为罩壳、导向环安装工位,工位三为纹身针组件压紧工位,工位四为纹身针组件检测及下料工位,其特征在于:还包括满载具供应机构(1)、铝型材主架(2)、载具夹持机构(3)、针头载具位置调整机构(4)、针头抓取机构(5)、空载具回收机构(6)、针头姿态调整机构(7)、罩壳抓取及姿态调整机构(8)、纹身针组件压紧机构(9)、纹身针组件抓取机构(10)、打包区底板(11)、装配区底板(12)、工位转换机构(13)、导向环顶升机构(14)、罩壳上料振动盘(15)、导向环上料振动盘(16)、针头顶出机构(19)、针尖状况视觉检测系统(20);
2.根据权利要求1所述的一种纹身针组件自动装配装置,其特征在于:满载具供应机构(1)包括滚珠丝杠螺母(101)、顶升板组焊件(102)、直线轴承(103)、导向轴(104)、导向轴固定板(105)、纹身针针头组件(106)、针头载具(107)、定位支柱(108)、第一丝杠支座安装板(109)、丝杠(110)、载具定位销(111)、第二丝杠支座安装板(112)、步进减速电机(113),步进减速机(113)通过联轴器与丝杠(110)相接,滚珠丝杠螺母(101)、直线轴承(103)以及定位支柱(108)安装于顶升板组焊件(102)上,导向轴(104)穿过直线轴承(103)并分别与导向轴固定板(105)和第一丝杠支座安装板(109)相连接,起导向作用和承受径向力,导向轴固定板(105)、第一丝杠支座安装板(109)以及第二丝杠支座安装板(112)通过螺栓与机架(2)连接,载具定位销(111)安装于顶升板组焊件(102)的特定位置,用于给第一层载具定位,每个针头载具(107)上均安装四个定位支柱(108),用于层与层之间针头载具的定位;
3.根据权利要求1所述的一种纹身针组件自动装配装置,其特征在于:载具夹持机构(3)包括第一直交模组(301)、开口夹固定板组焊件(302)、第一夹爪组焊件(303)、大口径开口夹(304)、第二夹爪组焊件(305),第一直交模组(301)通过螺栓与机架(2)连接,开口夹固定板组焊件(302)通过螺栓与第一直交模组(301)连接,大口径开口夹(304)位于第一夹爪组焊件(303)和第二夹爪组焊件(305)之间,第一夹爪组焊件(303)和第二夹爪组焊件(305)通过螺栓与大口径开口夹(304)连接;
4.根据权利要求1所述的一种纹身针组件自动装配装置,其特征在于:针头抓取机构(5)包括第一气动手指(501)、第一双轴气缸(502)、物料移动模组板(503)、第一直线模组(504)、第二双轴气缸(505)、第一模组支座(506)、第二气动手指(507)等零部件,第一模组支座(506)通过螺栓固定在装配区底板(12)上,第一直线模组(504)通过螺栓安装在第一模组支座(506)上,物料移动模组板(503)通过螺栓与第一直线模组(504)连接,第一双轴气缸(502)和第二双轴气缸(505)间隔一定距离安装在物料移动模组板(503)上并做同步运动,第一气动手指(501)和第二气动手指(507)分别安装在第一双轴气缸(502)和第一双轴气缸(505)上;
5.根据权利要求1所述的一种纹身针组件自动装配装置,其特征在于:罩壳抓取及姿态调整机构(8)包括第三气动手指(801)、回转气缸(802)、气动滑轨安装板(803)、第二直线模组(804)等零部件,第三气动手指(801)位于罩壳(18)上方,回转气缸(802)位于第三气动手指(801)上方,气动滑轨安装板(803)位于回转气缸(802)侧面,气动滑轨安装板(803)设置在第二直线模组(804)一侧。
6.根据权利要求1所述的一种纹身针组件自动装配装置,其特征在于:导向环顶升机构(14)包括支座安装板(1401)、第二笔形气缸(1402)、第一顶杆(1403)、第二光纤接近开关(1404)、第二光纤接近开关安装钣金(1405)等零部件。
7.根据权利要求1所述的一种纹身针组件自动装配装置,其特征在于:纹身针组件压紧机构(9)包括第一笔形气缸(901)、笔形气缸支座(902)、压头(903)等零部件,压头(903)与第一笔形气缸(901)相连接并整体安装在笔形气缸支座(902)上,笔形气缸支座(902)通过螺栓安装在装配区底板(12)上。
8.根据权利要求1所述的一种纹身针组件自动装配装置,其特征在于:工位转换机构(13)包括凸轮分割器(1301)、转盘(1302)、第二气动三爪卡盘(1303)、纹身针组件(1304)等零部件,转盘(1302)上通过螺栓均匀安装四个气动三爪卡盘,并通过螺栓与凸轮分割器(1301)连接,凸轮分割器(1301)通过螺栓安装在装配区底板(12)上。
9.根据权利要求1所述的一种纹身针组件自动装配装置,其特征在于:纹身针组件抓取机构(10)包括第二模组支座(1001)、第四气动手指(1002)、双轴气缸安装板(1003)、第三双轴气缸(1004)、第三直线模组(1005)、次品回收箱(1006)等零部件,第二模组支座(1001)安装在打包区底板(11)和装配区底板(12)上,第三直线模组(1005)通过螺栓安装在第二模组支座(1001)上,第四气动手指(1002)、第三双轴气缸(1004)、双轴气缸安装板(1003)顺序连接,并整体安装在第三直线模组(1005)上。
10.根据权利要求1所述的一种纹身针组件自动装配装置,其特征在于:针头顶出机构(19)包括第三笔形气缸(1901)、笔形气缸安装板(1902)、第二顶杆(1903)等零部件,第二顶杆(1903)与第三笔形气缸(1901)连接,并通过笔形气缸安装板(1902)固定在装配区底板(12)上;
技术总结
本发明公开了一种纹身针组件自动装配装置,包括工位一为针头自动上料工位,工位二为罩壳、导向环安装工位,工位三为纹身针组件压紧工位,工位四为纹身针组件检测及下料工位。本发明通过自动化设备来取代人工对纹身针组件的组装,从而来提高整个纹身针组件的生产效率,提高产品的质量、降低不良率,并且提高整个产品的卫生指标。
技术研发人员:易军,胡国清
受保护的技术使用者:湖南科技大学
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!