压缩机底轴承座焊芯填充装置的制作方法
本发明自动化设备,尤其涉及一种压缩机底轴承座焊芯填充装置。
背景技术:
1、压缩机可以应用于例如制冷系统、空调系统和热泵系统中。压缩机包括壳体和设置在所述壳体内的下述部件:用于压缩工作流体的压缩机构;马达,马达包括用于驱动所述压缩机构实施压缩操作的输出轴;以及底轴承座支架,底轴承座支架通常通过点焊接而固定至壳体,并且联接至输出轴来为所述输出轴提供支承。而底轴承座大多通过在周向方向的接合部上置入焊芯来实现与壳体的焊接,焊芯与接合部上的焊芯孔紧密配合,现有技术大多通过人工将焊芯敲入焊芯孔的方式进行操作,组装效率低,且人力成本高。
2、底轴承座的具体结构可参考,中国实用新型专利公开了一种压缩机[申请号:201920432515.7],该发明专利包括:壳体;压缩机构,压缩机构适于压缩工作流体;马达,马达包括用于驱动压缩机构实施压缩操作的输出轴;以及底轴承组件,底轴承组件为输出轴提供支承并且包括底轴承座支架,其特征在于,底轴承座支架设置有接合部,所述接合部与所述壳体之间形成有条状焊接部并通过所述条状焊接部而焊接接合。
3、上述的方案在一定程度上改进了现有技术的部分问题,但是,该方案还至少存在以下缺陷:组装效率低。
技术实现思路
1、本发明的目的是针对上述问题,提供一种组装效率高的压缩机底轴承座焊芯填充装置。
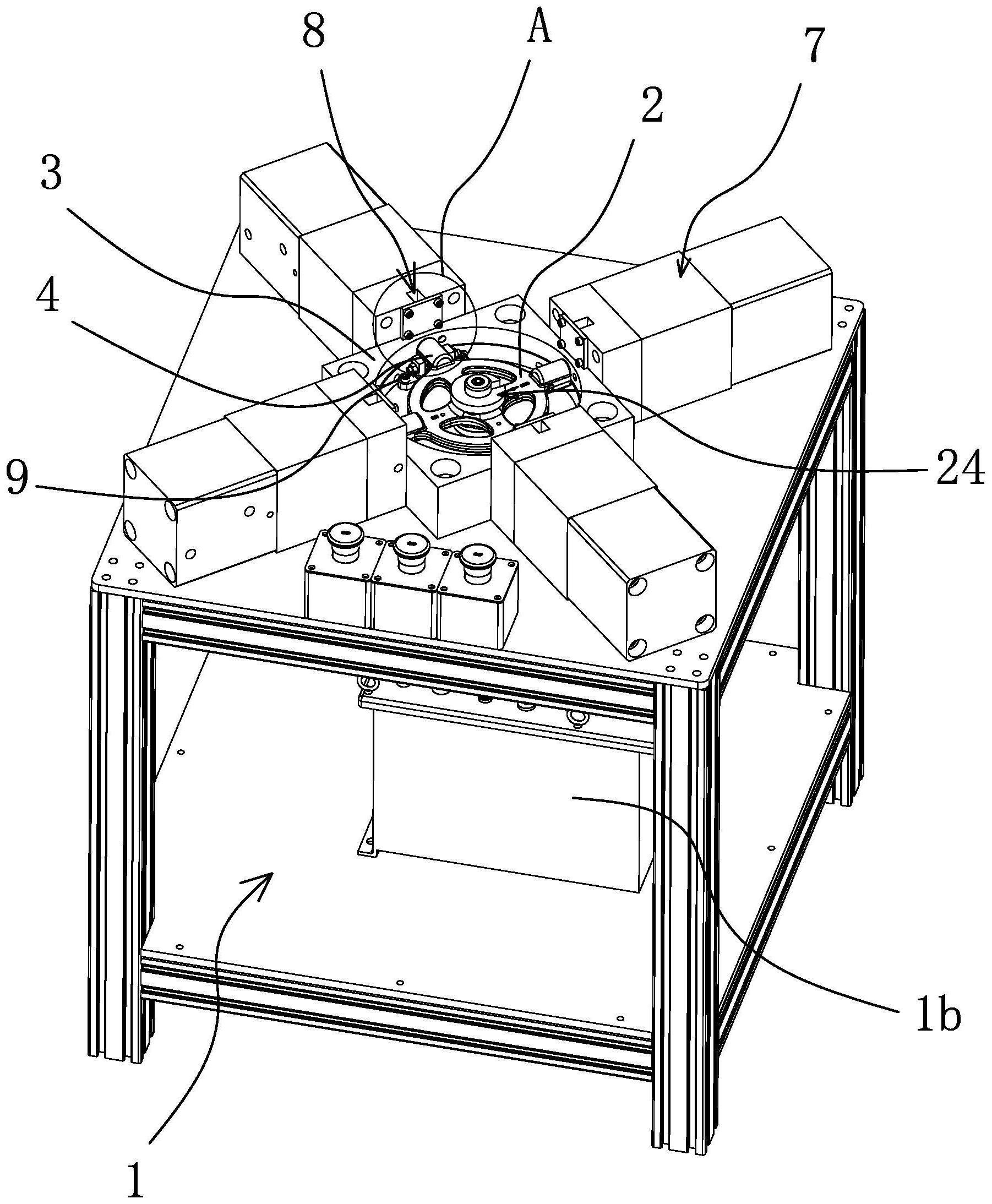
2、为达到上述目的,本发明采用了下列技术方案:本压缩机底轴承座焊芯填充装置,包括架体,所述的架体上设有用于架设底轴承座的定位座,所述的定位座周向外侧开有若干能够与底轴承座的接合部上开设的芯孔相连通的置入孔,每个置入孔的外侧均连有推进机构,所述的推进机构和定位座之间设有下料组件,且所述的定位座内还设有用于夹持接合部的旋转限位组件。装填焊芯时,将底轴承座放置于定位座上,并使芯孔与定位座上的置入孔相连通,这里的旋转限位组件用于底轴承座的定位,避免芯孔与置入孔之间发生偏移,焊芯位于下料组件内,推进机构能够将下料组件内的焊芯推进芯孔,从而实现焊芯的自动填充,效率高。
3、在上述的压缩机底轴承座焊芯填充装置中,所述的下料组件包括固设在定位座上的下料座,所述的下料座上开设有与置入孔相连通的进料孔,所述的下料座在竖直方向上开设有与进料孔顶侧相连通的下料孔。当在下料孔内放置焊芯时,焊芯会向下落入至进料孔内,竖直开设的下料孔可在竖直方向上堆叠多个焊芯,从而减少放料的频率,提高组装效率。
4、在上述的压缩机底轴承座焊芯填充装置中,所述的进料孔仅供一个焊芯通过,所述的下料孔前端向前延伸至定位座的前端面,且该端面上可拆卸连接有能够将下料孔前端进行封闭的挡板体。可拆卸的挡板体便于对下料孔的维护,防止下料孔内的焊芯发生卡料的情况时没法处理。
5、在上述的压缩机底轴承座焊芯填充装置中,所述的推进机构包括设置在下料座后侧的推进油缸,所述的推进油缸的油缸杆伸入至下料座上开设的推拉槽内,所述的芯孔、置入孔、进料孔、推拉槽同轴设置,且所述的推拉槽的孔径大小小于进料孔的孔径。落入进料孔的焊芯经油缸杆推至置入孔并逐渐向芯孔进入,以此实现焊芯的导入;这里的推拉槽的孔径大小小于进料孔的孔径能够避免焊芯掉入推拉槽导致油缸杆和焊芯之间发生干涉。此外,这里的推进油缸均与架体下方的液压油站相连。
6、在上述的压缩机底轴承座焊芯填充装置中,所述的旋转限位组件包括固设在定位座内的角度限位块,所述的角度限位块上设有用于架设接合部的夹槽,所述的夹槽由两块向上竖直延伸的挡块分离形成,且所述的夹槽内设有夹紧调整机构。角度限位块的数量可以为一个也可以为若干个,底轴承座的接合部夹持在夹槽内,在焊芯的置入工作时,能够确保底轴承座的周向定位,防止底轴承座发生周向偏移导致芯孔和置入孔之间无法对准。
7、在上述的压缩机底轴承座焊芯填充装置中,所述的夹紧调整机构包括穿设在每个挡块内的夹紧销,所述的夹紧销可轴向活动且周向固定地穿设在挡块上开的滑槽内,所述的夹紧销的后端至少部分伸出于滑槽且螺接有调整螺母,所述的夹紧销的前端延伸至夹槽内。两个夹紧销可通过调整螺母实现相对靠近或远离,当夹槽内卡设有接合部时,通过调节调整螺母,使两个夹紧销相对靠近,从而夹紧接合部,提高接合部在夹槽内的稳定性。并且还可通过调整螺母来微调芯孔与置入孔之间对准精度。
8、在上述的压缩机底轴承座焊芯填充装置中,所述的夹紧销前端呈圆锥台型且套设有由橡胶材料制成的增摩垫套。这里的增摩垫套既能防止夹紧销对接合部产生磨损也能提高两者之间的摩擦力,提高夹持的稳定性。
9、在上述的压缩机底轴承座焊芯填充装置中,所述的定位座底侧还设有座体竖向固定组件。
10、在上述的压缩机底轴承座焊芯填充装置中,所述的座体竖向固定组件包括固设在定位座底侧的气缸体,所述的定位座的中部固设有与定位套,所述的定位套呈中空状且气缸体的气缸杆自下而上穿出于定位套,所述的气缸杆的端部设有螺栓套,所述的螺栓套的下端设有定位卡盘。
11、在上述的压缩机底轴承座焊芯填充装置中,所述的螺栓套与气缸杆固定连接,所述的定位卡盘一侧开设有与气缸杆宽度相同的条形槽,且该定位卡盘可拆卸卡设在气缸杆上。
12、与现有的技术相比,本压缩机底轴承座焊芯填充装置的优点在于:
13、1、转限位组件用于底轴承座的定位,避免芯孔与置入孔之间发生偏移,推进机构能够将下料组件内的焊芯推进芯孔,从而实现焊芯的自动填充,工作效率高;
14、2、旋转限位组件能够确保底轴承座的周向定位,防止底轴承座发生周向偏移导致芯孔和置入孔之间无法对准。
技术特征:
1.一种压缩机底轴承座焊芯填充装置,包括架体(1),所述的架体(1)上设有用于架设底轴承座(2)的定位座(3),其特征在于,所述的定位座(3)周向外侧开有若干能够与底轴承座(2)的接合部(4)上开设的芯孔(5)相连通的置入孔(6),每个置入孔(6)的外侧均连有推进机构(7),所述的推进机构(7)和定位座(3)之间设有下料组件(8),且所述的定位座(3)内还设有用于夹持接合部(4)的旋转限位组件(9)。
2.根据权利要求1所述的压缩机底轴承座焊芯填充装置,其特征在于,所述的下料组件(8)包括固设在定位座(3)上的下料座(10),所述的下料座(10)上开设有与置入孔(6)相连通的进料孔(11),所述的下料座(10)在竖直方向上开设有与进料孔(11)顶侧相连通的下料孔(12)。
3.根据权利要求2所述的压缩机底轴承座焊芯填充装置,其特征在于,所述的进料孔(11)仅供一个焊芯(1a)通过,所述的下料孔(12)前端向前延伸至定位座(3)的前端面,且该端面上可拆卸连接有能够将下料孔(12)前端进行封闭的挡板体(12a)。
4.根据权利要求2所述的压缩机底轴承座焊芯填充装置,其特征在于,所述的推进机构(7)包括设置在下料座(10)后侧的推进油缸(13),所述的推进油缸(13)的油缸杆(15)伸入至下料座(10)上开设的推拉槽(14)内,所述的芯孔(5)、置入孔(6)、进料孔(11)、推拉槽(14)同轴设置,且所述的推拉槽(14)的孔径大小小于进料孔(11)的孔径。
5.根据权利要求1所述的压缩机底轴承座焊芯填充装置,其特征在于,所述的旋转限位组件(9)包括固设在定位座(3)内的角度限位块(16),所述的角度限位块(16)上设有用于架设接合部(4)的夹槽(17),所述的夹槽(17)由两块向上竖直延伸的挡块(18)分离形成,且所述的夹槽(17)内设有夹紧调整机构(19)。
6.根据权利要求5所述的压缩机底轴承座焊芯填充装置,其特征在于,所述的夹紧调整机构(19)包括穿设在每个挡块(18)内的夹紧销(20),所述的夹紧销(20)可轴向活动且周向固定地穿设在挡块(18)上开的滑槽(21)内,所述的夹紧销(20)的后端至少部分伸出于滑槽(21)且螺接有调整螺母(22),所述的夹紧销(20)的前端延伸至夹槽(17)内。
7.根据权利要求6所述的压缩机底轴承座焊芯填充装置,其特征在于,所述的夹紧销(20)前端呈圆锥台型且套设有由橡胶材料制成的增摩垫套(23)。
8.根据权利要求1所述的压缩机底轴承座焊芯填充装置,其特征在于,所述的定位座(3)底侧还设有座体竖向固定组件(24)。
9.根据权利要求8所述的压缩机底轴承座焊芯填充装置,其特征在于,所述的座体竖向固定组件(24)包括固设在定位座(3)底侧的气缸体(25),所述的定位座(3)的中部固设有与定位套(26),所述的定位套(26)呈中空状且气缸体(25)的气缸杆(27)自下而上穿出于定位套(26),所述的气缸杆(27)的端部设有螺栓套(28),所述的螺栓套(28)的下端设有定位卡盘(29)。
10.根据权利要求9所述的压缩机底轴承座焊芯填充装置,其特征在于,所述的螺栓套(28)与气缸杆(27)固定连接,所述的定位卡盘(29)一侧开设有与气缸杆(27)宽度相同的条形槽(30),且该定位卡盘(29)可拆卸卡设在气缸杆(27)上。
技术总结
本发明提供了一种压缩机底轴承座焊芯填充装置。它解决了现有的技术问题。本压缩机底轴承座焊芯填充装置,包括架体,所述的架体上设有用于架设底轴承座的定位座,所述的定位座周向外侧开有若干能够与底轴承座的接合部上开设的芯孔相连通的置入孔,每个置入孔的外侧均连有推进机构,所述的推进机构和定位座之间设有下料组件,且所述的定位座内还设有用于夹持接合部的旋转限位组件。本发明具有组装效率高等优点。
技术研发人员:杨耘,杨镇
受保护的技术使用者:诸暨市海禾金属制品有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!