一种自动下料式折弯压凸筋一体化模具的制作方法
1.本发明涉及模具技术领域,具体涉及一种自动下料式折弯压凸筋一体化模具。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,它主要通过所成型材料物理状态的改变来实现物品外形的加工。模具广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中。
3.工件指机械加工过程中的加工对象。它可以是单个零件,也可以是固定在一起的几个零件的组合体。工件的加工方式种类多样,有车、铣、刨、磨、铸造、锻造等等,工件的加工工序也随加工方式的变化而变化。一些工件在生产时,需要通过模具对板材进行折弯,并在板材上压出凸筋。
4.现有的折弯压凸筋一体化模具在使用时,其上未设置相应的下料机构,工件成型后需要手动将工件从模具型腔内取出,下料操作费事费力,不利于提高生产效率,例如申请号为cn201621090336.2公开的一种折弯机模具压筋折弯结构,该专利通过上模和下模并结合加压筋凸模和加压筋凹模对工件进行挤压成型,将折弯与压筋操作的模具结构合二为一,在保证正常折弯的同时,也可以快速准确的实现压筋操作,但成型后的工件滞留于下模凹槽内,需要手动将工件从模具型腔内取出,下料操作费事费力,不利于提高生产效率。
5.因此,发明一种自动下料式折弯压凸筋一体化模具来解决上述问题很有必要。
技术实现要素:
6.本发明的目的是提供一种自动下料式折弯压凸筋一体化模具,以解决技术中现有的折弯压凸筋一体化模具在使用时,其上未设置相应的下料机构,工件成型后需要手动将工件从模具型腔内取出,下料操作费事费力,不利于提高生产效率的问题。
7.为了实现上述目的,本发明提供如下技术方案:一种自动下料式折弯压凸筋一体化模具,包括下模座和上模座,所述上模座设置于下模座正上方,所述下模座顶部开设有凹槽,所述凹槽内部安装有下模仁,所述上模座底部安装有上模仁,所述上模仁设置于下模仁正上方,所述凹槽顶部设有框形板,所述框形板设置于下模仁正上方,所述凹槽底部开设有容纳槽,所述容纳槽内部安装有伸缩杆,所述伸缩杆顶端与框形板底部固定连接,所述伸缩杆外侧套接有弹簧,所述所述弹簧顶端与框形板底部相抵,所述弹簧底端设置于容纳槽内部。
8.优选的,所述容纳槽、伸缩杆和弹簧数量均设为四个,四个所述容纳槽分别对应框形板底部四角,伸缩杆和弹簧的设置使得框形板能够随着开模和合模进行升降,从而方便将成型后的工件顶出凹槽。
9.优选的,所述上模仁底部开设有成型腔,所述成型腔与下模仁相匹配,上模仁可将板材压于下模仁表面形成工件。
10.优选的,所述下模仁顶部固定连接有压筋条,所述成型腔顶部开设有凸筋槽,所述凸筋槽设置于压筋条正上方,板材上的一部分被压筋条顶入凸筋槽内可形成凸筋。
11.优选的,所述下模座顶部四角均固定连接有定位套筒,所述上模座底部四角均固定连接有定位桩,四个所述定位桩分别与四个所述定位套筒相匹配,上下模合模后,定位桩与定位套筒完成对接,实现对上下模的定位。
12.优选的,所述凹槽顶部两侧均设有辅助机构,所述辅助机构由铰接轴、托举板和限位角组成,托举板可辅助框形板对板材进行支撑。
13.优选的,所述铰接轴两端分别与凹槽两侧铰接设置,所述托举板固定连接于铰接轴一侧,辅助机构可绕着铰接轴进行翻转,便于上模仁对板材进行下压。
14.优选的,所述限位角固定连接于托举板顶部,两个所述托举板顶部的限位角数量均设为两个,四个所述限位角呈矩形阵列分布,将板材卡接于四个矩形阵列分布的限位角之间,可实现对板材的定位。
15.优选的,所述下模座底部四周均固定连接有安装脚板,安装脚板的设置方便将下模座固定于冲压机的操作台面上。
16.优选的,所述上模座顶部固定连接有卡箍固定件,卡箍固定件的设置方便将上模座固定于冲压机的冲压轴底部。
17.在上述技术方案中,本发明提供的技术效果和优点:
18.1.通过框形板对板材进行支撑,合模时,框形板和板材被上模仁压入凹槽内,成型后的工件压在框形板顶部,伸缩杆和弹簧都收缩于容纳槽内,开模时,伸缩杆和弹簧从容纳槽内伸展出来,并将框形板向上推动,连带着将成型后的工件从凹槽内顶出,实现自动顶出下料操作,无需手动取料,省时省力,有利于提高生产效率;
19.2.通过在凹槽顶部两侧设置辅助机构,辅助机构由铰接轴、托举板和限位角组成,辅助机构可绕着铰接轴进行翻转,便于上模仁对板材进行下压,托举板可辅助框形板对板材进行支撑,将板材卡接于四个矩形阵列分布的限位角之间,可实现对板材的定位。
附图说明
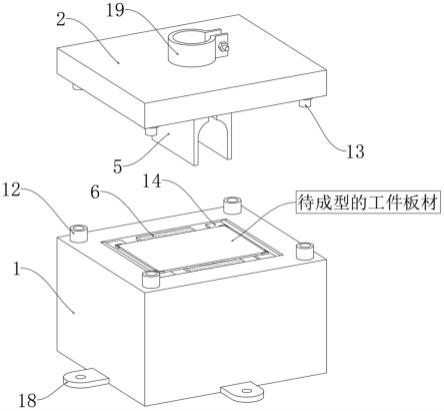
20.图1为本发明上下模合模前的整体结构示意图;
21.图2为本发明上下模合模时的整体结构示意图;
22.图3为本发明上下模合模时的局部结构剖视图;
23.图4为本发明上下模开模后的整体结构示意图;
24.图5为本发明下模座的结构示意图;
25.图6为本发明框形板、伸缩杆和弹簧的结构示意图;
26.图7为本发明上模仁和下模仁的结构示意图。
27.附图标记说明:
28.1、下模座;2、上模座;3、凹槽;4、下模仁;5、上模仁;6、框形板;7、伸缩杆;8、弹簧;9、成型腔;10、压筋条;11、凸筋槽;12、定位套筒;13、定位桩;14、辅助机构;15、铰接轴;16、托举板;17、限位角;18、安装脚板;19、卡箍固定件。
具体实施方式
29.为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明作进一步的详细介绍。
30.本发明提供了如图1-7所示的一种自动下料式折弯压凸筋一体化模具,包括下模座1和上模座2,所述上模座2设置于下模座1正上方,所述下模座1顶部开设有凹槽3,所述凹槽3内部安装有下模仁4,所述上模座2底部安装有上模仁5,所述上模仁5设置于下模仁4正上方,所述凹槽3顶部设有框形板6,所述框形板6设置于下模仁4正上方,所述凹槽3底部开设有容纳槽,所述容纳槽内部安装有伸缩杆7,所述伸缩杆7顶端与框形板6底部固定连接,所述伸缩杆7外侧套接有弹簧8,所述所述弹簧8顶端与框形板6底部相抵,所述弹簧8底端设置于容纳槽内部。
31.所述容纳槽、伸缩杆7和弹簧8数量均设为四个,四个所述容纳槽分别对应框形板6底部四角。
32.所述上模仁5底部开设有成型腔9,所述成型腔9与下模仁4相匹配。
33.所述下模仁4顶部固定连接有压筋条10,所述成型腔9顶部开设有凸筋槽11,所述凸筋槽11设置于压筋条10正上方。
34.所述下模座1顶部四角均固定连接有定位套筒12,所述上模座2底部四角均固定连接有定位桩13,四个所述定位桩13分别与四个所述定位套筒12相匹配。
35.所述凹槽3顶部两侧均设有辅助机构14,所述辅助机构14由铰接轴15、托举板16和限位角17组成。
36.所述铰接轴15两端分别与凹槽3两侧铰接设置,所述托举板16固定连接于铰接轴15一侧。
37.所述限位角17固定连接于托举板16顶部,两个所述托举板16顶部的限位角17数量均设为两个,四个所述限位角17呈矩形阵列分布。
38.所述下模座1底部四周均固定连接有安装脚板18。
39.所述上模座2顶部固定连接有卡箍固定件19。
40.本发明工作原理:
41.参照说明书附图1-7,在使用本发明时,首先通过安装脚板18将下模座1固定于冲压机的操作台面上,并通过卡箍固定件19将上模座2固定于冲压机的冲压轴底部,此时,上模座2设置于下模座1正上方,然后将待成型的工件板材放置于框形板6和辅助机构14上,通过框形板6和托举板16为板材提供支撑,并将板材卡接于四个矩形阵列分布的限位角17之间,实现对板材的定位,合模时,通过冲压机的冲压轴推动上模座2向下压,上模仁5随着上模座2的下压逐渐与板材接触并对板材进行挤压,板材两端向下翻折并压迫两个托举板16进行翻转,待板材与托举板16脱离后,两个托举板16逆向翻转并恢复至原位,而板材则随着上模仁5的挤压逐渐贴合于下模仁4表面,同时,板材上的一部分被压筋条10顶入凸筋槽11内形成凸筋,至此,完成对工件的冲压成型,此时,框形板6被压于工件底部,伸缩杆7和弹簧8都收缩于容纳槽内,开模时,冲压轴带动上模座2向上回升至原位,此时,伸缩杆7和弹簧8从容纳槽内伸展出来,伸缩杆7和弹簧8向上推动框形板6,连带着将成型后的工件从凹槽3内顶出,实现自动顶出下料操作,无需手动取料,省时省力,有利于提高生产效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1