用于谐波减速机的柔轮的加工方法、柔轮及谐波减速机与流程
1.本发明涉及谐波减速机技术领域,特别涉及一种用于谐波减速机的柔轮的加工方法、柔轮及谐波减速机。
背景技术:
2.谐波减速机具有结构紧凑、体积小、质量轻、传动比与承载能力大、传动精度高等优点,使得广泛应用于机器人、自动化等行业。谐波减速机包括波发生器、柔轮及刚轮三个基本构件。当波发生器装入柔轮内孔时,迫使柔轮产生弹性变形而呈椭圆形,在谐波减速机的工作工程中,柔轮需进行反复径向变形而不断裂,因此柔轮必须要有足够的强度。传统的切削加工方法使得柔轮的加工流线受到破坏,降低了柔轮的强度,而且加工效率低。
技术实现要素:
3.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种柔轮的加工方法,能够提高柔轮的强度,而且提高柔轮的生产效率。
4.本发明还提出一种具有采用上述柔轮的加工方法加工而成的柔轮及谐波减速机。
5.根据本发明第一方面实施例的用于谐波减速机的柔轮的加工方法,包括以下步骤:下料;将坯料进行第一次热处理;将经过所述第一次热处理步骤后的所述坯料进行锻打,以加工出杯型的雏形工件;将所述雏形工件进行第二次热处理;将经过所述第二次热处理步骤后的所述雏形工件进行冲压,以加工出薄壁工件;将所述薄壁工件进行旋压,以加工出第一筒段和第二筒段,所述第一筒段为所述柔轮的筒部,所述第二筒段的壁厚大于所述第一筒段的壁厚;将所述薄壁工件进行精车,以加工出所述柔轮的杯底部;将所述第二筒段进行滚齿,以加工出所述柔轮的齿部。
6.根据本发明实施例的用于谐波减速机的柔轮的加工方法,至少具有如下有益效果:
7.通过两次热处理工艺,有利于加工材料晶粒的细化和均匀化,提高了加工材料的力学性能;再通过冲压和旋压成型工序加工出柔轮的筒部,未破坏加工材料的流线分布,提高了柔轮的筒部的强度,而且加工材料的利用率高、生产成本低、生产效率高;最后通过精车加工出柔轮的杯底部,并通过滚齿加工出柔轮的齿部,使得加工而成的柔轮的内孔和齿部的抗磨损性能好、承载能力高,使谐波减速机的寿命得到大幅提升。
8.根据本发明的一些实施例,所述将所述薄壁工件进行旋压的步骤包括:将所述薄壁工件安装于具有旋轮组的旋压设备;所述旋轮组沿进给方向对所述薄壁工件进行旋压;
9.其中,所述旋轮组包括第一旋轮和第二旋轮,所述第一旋轮与所述第二旋轮沿所述进给方向间隔设置且所述第一旋轮先于所述第二旋轮进入旋压状态,所述第一旋轮朝向所述进给方向的一端设有圆弧面,所述第二旋轮朝向所述进给方向的一端设有锥形面。
10.根据本发明的一些实施例,所述锥形面的锥角为10
°
至25
°
。
11.根据本发明的一些实施例,所述圆弧面的半径为5mm至10mm。
12.根据本发明的一些实施例,所述旋轮组的进给率为0.2mm/r至0.5mm/r,所述旋压设备的芯模转速为35m/min至65m/min。
13.根据本发明的一些实施例,所述第一旋轮与所述第二旋轮沿所述薄壁工件的周向间隔设置。
14.根据本发明的一些实施例,所述第一旋轮设有两个,两个所述第一旋轮和所述第二旋轮沿所述薄壁工件的周向均布设置。
15.根据本发明的一些实施例,经过所述冲压步骤后的所述薄壁工件的壁厚均等,且所述薄壁工件的壁厚与所述第二筒段的壁厚相等。
16.根据本发明的一些实施例,所述将经过所述第二次热处理步骤后的所述雏形工件进行冲压的步骤包括:将经过所述第二次热处理步骤后的所述雏形工件冲压加工出薄壁工件以及位于所述薄壁工件底部的安装孔。
17.根据本发明的一些实施例,所述第一热处理的步骤包括:将坯料加热至第一温度后保温第一时长;将所述坯料放置于炉内以第二温度保温第二时长;冷却至室温。
18.根据本发明的一些实施例,所述第二热处理的步骤包括:将所述雏形工件加热至第三温度并保温第三时长后,冷却至室温;将所述雏形工件加热至第四温度并保温第四时长后,冷却至室温。
19.根据本发明第二方面实施例的柔轮,所述柔轮采用以上实施例所述的用于谐波减速机的柔轮的加工方法加工而成。
20.根据本发明实施例的柔轮,至少具有如下有益效果:
21.采用第一方面实施例的用于谐波减速机的柔轮的加工方法加工而成,柔轮的加工方法通过两次热处理工艺,有利于加工材料晶粒的细化和均匀化,提高了加工材料的力学性能;再通过冲压和旋压成型工序加工出柔轮的筒部,未破坏加工材料的流线分布,提高了柔轮的筒部的强度,而且加工材料的利用率高、生产成本低、生产效率高;最后通过精车加工出柔轮的杯底部,并通过滚齿加工出柔轮的齿部,上述加工方法加工而成的柔轮的内孔和齿部的抗磨损性能好、承载能力高,使谐波减速机的寿命得到大幅提升。
22.根据本发明第三方面实施例的谐波减速机,包括以上实施例所述的柔轮。
23.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
24.下面结合附图和实施例对本发明做进一步的说明,其中:
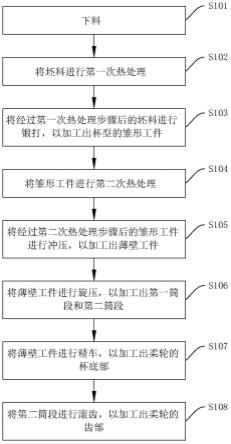
25.图1为本发明一种实施例的用于谐波减速机的柔轮的加工方法的流程图;
26.图2为下料步骤中坯料的剖视示意图;
27.图3为锻打步骤后加工出的雏形工件的剖视示意图;
28.图4为冲压步骤后加工出的薄壁工件的剖视示意图;
29.图5为旋压步骤后的薄壁工件的剖视示意图;
30.图6为精车步骤后的薄壁工件的剖视示意图;
31.图7为加工完成后的柔轮的剖视示意图;
32.图8为旋压步骤中一种实施例的旋轮组的加工过程的主视示意图;
33.图9为旋压步骤中另一种实施例的旋轮组的加工过程的右视示意图;
34.图10为本发明另一种实施例的用于谐波减速机的柔轮的加工方法的流程图;
35.图11为本发明另一种实施例的用于谐波减速机的柔轮的加工方法的流程图;
36.图12为本发明另一种实施例的用于谐波减速机的柔轮的加工方法的流程图。
37.附图标号:
38.坯料100;
39.雏形工件200;
40.薄壁工件300;第一筒段310;第二筒段320;
41.柔轮400;筒部410;杯底部420;齿部430;内孔440;安装孔450;
42.旋轮组500;第一旋轮510;圆弧面511;第二旋轮520;锥形面521;
43.芯模600。
具体实施方式
44.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
45.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
46.在本发明的描述中,多个指的是两个以上。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
47.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
48.谐波减速机作为精密减速机的一种,具有结构紧凑、体积小、质量轻、传动比与承载能力大、传动精度高等优点,广泛应用于电子、航天航空、机器人、自动化等行业。
49.谐波减速机包括波发生器、柔轮和刚轮三个基本构件,其中柔轮是可挠性外齿轮,刚轮是刚性内齿圈,波发生器由柔性轴承和凸轮组成。
50.柔轮是谐波减速机的重要零件。当波发生器装入柔轮内孔时,迫使柔轮产生弹性变形而呈椭圆形,在谐波减速机的工作工程中,柔轮需进行反复的径向变形,因此柔轮的结构稳定性对谐波减速机的性能有直接影响。
51.为了保证柔轮在运行时不发生断裂,柔轮必须具有足够的结构强度。而传统的柔轮加工工艺为切削工艺,使得柔轮的加工流线受到破坏,降低了柔轮的强度。而且,对于批量生产的柔轮而言,采用切削工艺的生产效率低。
52.因此,为了解决柔轮的结构强度问题,本技术实施例采用一种柔轮的加工方法,可以提高柔轮的强度,还可以提高柔轮的生产效率。
53.参照图1所示,本发明一种实施例的用于谐波减速机的柔轮400的加工方法,包括
下料、第一次热处理、锻打、第二次热处理、冲压、旋压、精车和滚齿等步骤。本发明实施例的柔轮400的加工方法,具体包括以下步骤:
54.s101:下料。根据柔轮400产品的实际情况,选取金属材料,例如合适牌号的合金钢。并且根据柔轮400的质量计算一定质量的金属坯料。参照图2所示为下料步骤中坯料100的剖视示意图,可以理解的是,为了便于金属坯料100进行后续的加工成型,金属坯料100的形状呈圆饼状。
55.s102:将坯料100进行第一次热处理。第一次热处理包括加热保温、炉内保温、冷却等步骤。坯料100进行第一次热处理后,能够去除金属内部应力,匀整组织。
56.s103:将经过第一次热处理步骤后的坯料100进行锻打,以加工出杯型的雏形工件200。参照图3所示为锻打步骤后加工出的雏形工件200的剖视示意图,可以理解的是,雏形工件200为杯型。经过锻打步骤后,金属材料的致密性、均匀性较好,且金属材料的流线分布合理,因此加工出的雏形工件200结构稳定性更佳。
57.s104:将雏形工件200进行第二次热处理。第二次热处理包括淬火步骤和回火步骤。具体为先对雏形工件200进行淬火,提高雏形工件200的硬度;再对雏形工件200进行回火,消除雏形工件200的脆性,提高其韧性,从而得到力学性能较好的雏形工件200。
58.s105:将经过第二次热处理步骤后的雏形工件200进行冲压,以加工出薄壁工件300。参照图4所示为冲压步骤后加工出的薄壁工件300的剖视示意图,薄壁工件300可以为壁厚均匀的结构。在进行冲压步骤之前,可以先在雏形工件200表面涂抹冲压油,从而起到润滑和冷却的作用,提升了薄壁工件300的表面光洁度,而且减少了模具损耗,延长使用寿命。
59.s106:将薄壁工件300进行旋压,以加工出第一筒段310和第二筒段320。第一筒段310为柔轮400的筒部410,第二筒段320为柔轮400的齿部430的半成品,第二筒段320的壁厚大于第一筒段310的壁厚。可以理解的是,第一筒段310和第二筒段320可以通过旋压设备的旋轮加工而成;第二筒段320也可以通过冲压步骤形成后,不再通过旋压步骤变壁厚而形成,进而提高加工效率。通过旋压加工后的薄壁工件300为柔轮400的半成品。参照图5所示为旋压步骤后的薄壁工件300的剖视示意图,可以理解的是,通过旋压加工能够加工出壁厚不相同的半成品,该过程中不产生材料的切削,保证了金属纤维组织的连续性、晶粒的细化及金属流线的完整性,同时雏形工件200在该工序中,金属材料受到压应力、剪切应力及摩擦力的作用,会发生晶界滑移、晶粒转动及错位堆积,促使坯料变形均匀,使金属材料得到加工硬化效果,使得柔轮400的筒部410的强度较传统的车削工艺提高很多,从而提高了柔轮400的疲劳寿命。
60.s107:将薄壁工件300进行精车,以加工出柔轮400的杯底部420。参照图6所示为精车步骤后的薄壁工件300的剖视示意图,可以理解的是,通过精车工艺加工出柔轮400的杯底部420,即加工出台阶位,该台阶位为用于连接谐波减速机的输出轴的安装位,从而满足安装精度的要求。
61.s108:将第二筒段320进行滚齿,以加工出柔轮400的齿部430。参照图7所示为加工完成后的柔轮400的剖视示意图,可以理解的是,第二筒段320可以通过滚齿机加工出柔轮400的齿部430,从而得到具有高强度性能的齿部430,进而加工出结构强度更高的柔轮400。可以理解的是,在滚齿加工过程中,还能够对第一筒段310和第二筒段320的连接处进行过
渡加工,从而减少了应力集中,提高了柔轮400的使用寿命。
62.本发明实施例的柔轮400加工方法,通过两次热处理工艺,有利于加工材料晶粒的细化和均匀化,提高了加工材料的力学性能;再通过冲压和旋压成型工序加工出柔轮400的筒部410,未破坏加工材料的流线分布,提高了柔轮400的筒部410的强度,而且加工材料的利用率高、生产成本低、生产效率高;最后通过精车加工出柔轮400的杯底部420,并通过滚齿加工出柔轮400的齿部430,使得加工而成的柔轮400的内孔440和齿部430的抗磨损性能好、承载能力高,使谐波减速机的寿命得到大幅提升。
63.参照图8和图9所示,本发明实施例的旋压步骤s106中,对薄壁工件300的旋压加工是通过旋压设备(图中未示出)实现的。旋压设备包括芯模600和旋轮组500,芯模600用于对薄壁工件300进行定位,并且带动薄壁工件300进行旋转。旋轮组500加压于薄壁工件300,使其产生局部的塑性变形,并通过进给运动实现旋轮组500的壁厚改变的加工方式。
64.参照图10所示,可以理解的是,旋压步骤s106具体包括:
65.s1001:将薄壁工件300安装于旋压设备。
66.s1002:旋轮组500沿进给方向对薄壁工件300进行旋压。
67.可以理解的是,为了使柔轮400的筒部410能够满足柔轮400运行过程中的强度要求,使得柔轮400获得高强度的性能,本技术实施例的旋轮组500包括第一旋轮510和第二旋轮520。参照图8所示,第一旋轮510朝向进给方向的一端设有圆弧面511,第二旋轮520朝向进给方向的一端设有锥形面521。第一旋轮510位于第二旋轮520沿进给方向的前方,第二旋轮520与第一旋轮510沿进给方向间隔设置,从而使第一旋轮510先于第二旋轮520进入旋压状态,第一旋轮510的圆弧面511与薄壁工件300接触使其产生局部形变,实现对薄壁工件300进行旋压的粗加工,第二旋轮520的锥形面521与经过第一旋轮510的圆弧面511加工后的薄壁工件300接触使其产生进一步的局部形变,实现对薄壁工件300进行旋压的精加工。因此采用上述结构的旋轮组500能够提高柔轮400的加工效率,而且加工精度高、结构强度高。
68.参照图8所示,可以理解的是,锥形面521的锥角为a,锥角a的参数范围为10
°
至25
°
。当锥角a满足上述参数范围时,能够提高柔轮400的加工精度和耐磨性。根据柔轮400的直径、初始壁厚、道次减薄量、材料种类及强度等参数进行分析可知,锥角a过大或过小都会降低柔轮400的加工精度、耐磨性。
69.参照图8所示,可以理解的是,圆弧面511的半径为r,半径r的参数范围为5mm至10mm。当圆弧面511的半径r满足上述参数范围时,能够提高柔轮400的加工精度和耐磨性。根据柔轮400的直径、初始壁厚、道次减薄量、材料种类及强度等参数进行分析可知,圆弧面511的半径r过大或过小都会降低柔轮400的加工精度、耐磨性。
70.参照图9所示,可以理解的是,第一旋轮510与第二旋轮520可以沿薄壁工件300的周向间隔设置,从而能够有效避免旋轮组500在旋压过程中第一旋轮510和第二旋轮520发生干涉,而且使得薄壁工件300的受力更加均匀。
71.可以理解的是,本发明实施例中,第一旋轮510设有两个,第二旋轮520设有一个,三个旋轮沿薄壁工件300的周向均布设置。两个第一旋轮510能够使旋压粗加工的精度和均匀度更佳,从而使得第二旋轮520进行旋压精加工时加工的精度更高,形成的柔轮400的筒部410的结构强度更高、性能更佳。而且两个第一旋轮510和一个第二旋轮520沿薄壁工件
300的周向均布设置的方案能够保证薄壁工件300在加工过程受力的均匀性,提升柔轮400的加工精度。
72.参照图8所示,可以理解的是,在旋压步骤s106中,旋轮组500的进给率g为0.2mm/r至0.5mm/r,采用上述进给率范围加工的柔轮400结构稳定,且强度高。由于柔轮400特有的结构及加工要求,旋轮组500的进给率不能太大或者太小均容易造成柔轮400的结构强度的降低,加工合格率的下降。芯模600的转速n为35m/min至65m/min,采用上述转速范围加工的柔轮400精度高、且效率高。由于薄壁工件300壁厚小,且精度要求高;芯模600的转速n过高会导致芯模600摆动以及旋压设备振动,使加工的精度降低;而芯模600的转速n过低会影响加工的效率。
73.参照图4所示,可以理解的是,经过冲压步骤s105后,薄壁工件300的壁厚均等且壁厚与旋压步骤s106后加工出的第二筒段320的壁厚相等,即旋压步骤s106中只需要对部分外壁进行旋压加工后可获得柔轮400的半成品,减少了加工步骤,提升了生产效率。而且第二筒段320为通过冲压步骤形成的结构,其结构强度高,性能好。
74.参照图3和图4所示,可以理解的是,冲压步骤s105具体包括:将经过第二次热处理步骤后的雏形工件200冲压加工出薄壁工件300以及位于薄壁工件300底部的安装孔450,即在冲压成薄壁工件300的过程中,将柔轮400的杯底部420用于安装谐波减速机的输出轴的安装孔450同步加工出,使得杯底部420的结构强度更高,提升了与输出轴连接的稳定性,而且简化了后续的加工步骤,提高了柔轮400的生产效率。
75.参照图11所示,可以理解的是,第一次热处理步骤s102具体包括:
76.s1101:将坯料100加热至第一温度后保温第一时长。可以理解的是,对坯料100进行第一次热处理时,首先需要将坯料100放置于炉内进行加热至第一温度,第一温度可以为800℃至900℃,达到第一温度后保温第一时长,第一时长可以为2h至3h。
77.s1102:将坯料100放置于炉内以第二温度保温第二时长。可以理解的是,接着需要将坯料100在炉内继续保温第二时长,第二时长为10h至12h,此时需要将炉温调整为第二温度,第二温度可以为550℃至620℃。
78.s1103:冷却至室温。最后将坯料100取出,空冷至室温。
79.可以理解的是,本发明实施例通过上述热处理步骤和参数对坯料100进行第一次热处理,能够以去除材料的内部应力,匀整组织,使坯料100的性能更加佳。
80.参照图12所示,可以理解的是,第二次热处理步骤s104具体包括:
81.s1201:将雏形工件200加热至第三温度并保温第三时长后,冷却至室温。可以理解的是,首先对雏形工件200进行淬火,将雏形工件200加热至第三温度,第三温度可以为750℃至850℃,达到第三温度后保温第三时长,第三时长可以为1h至2h,然后再冷却至室温,从而提高雏形工件200的硬度。
82.s1202:将雏形工件200加热至第四温度并保温第四时长后,冷却至室温。可以理解的是,再对淬火后的雏形工件200进行回火,将雏形工件200加热至第四温度,第四温度为400℃至500℃,达到第四温度后保温第四时长,第四时长可以为1.5h至2.5h,然后再冷却至室温,从而消除雏形工件200的脆性,提高雏形工件200的韧性,从而得到力学性能较好的雏形工件200。
83.本发明一种实施例的柔轮400,采用上述实施例的柔轮400加工方法加工而成。可
以理解的是,本发明实施例采用第一方面实施例的用于谐波减速机的柔轮400的加工方法加工而成,柔轮400的加工方法通过两次热处理工艺,有利于加工材料晶粒的细化和均匀化,提高了加工材料的力学性能;再通过冲压和旋压成型工序加工出柔轮400的筒部410,未破坏加工材料的流线分布,提高了柔轮400的筒部410的强度,而且加工材料的利用率高、生产成本低、生产效率高;最后通过精车加工出柔轮400的杯底部420,并通过滚齿加工出柔轮400的齿部430,上述加工方法加工而成的柔轮400的内孔440和齿部430的抗磨损性能好、承载能力高,使谐波减速机的寿命得到大幅提升。
84.本发明一种实施例的谐波减速机,包括以上实施例的柔轮400。可以理解的是,本发明实施例采用第一方面实施例的用于谐波减速机的柔轮400的加工方法加工而成的柔轮400,柔轮400的加工方法通过两次热处理工艺,有利于加工材料晶粒的细化和均匀化,提高了加工材料的力学性能;再通过冲压和旋压成型工序加工出柔轮400的筒部410,未破坏加工材料的流线分布,提高了柔轮400的筒部410的强度,而且加工材料的利用率高、生产成本低、生产效率高;最后通过精车加工出柔轮400的杯底部420,并通过滚齿加工出柔轮400的齿部430,上述加工方法加工而成的柔轮400的内孔440和齿部430的抗磨损性能好、承载能力高,使谐波减速机的寿命得到大幅提升。
85.上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1