一种自动压销装置及压销方法与流程
1.本发明涉及压销技术领域,尤其是指一种自动压销装置及压销方法。
背景技术:
2.在机械产品的加工过程中,部分产品为了配合后续装配要求,需要加装销钉进行定位,加装销钉时,一般由采用手动放销和压销方式,先手动将销钉放置于产品的相应位置,再进行手动压销,这种方式需耗费大量劳动力,压销效率较低,并且在加装销钉数量较多时,易发生漏放销钉的现象,需要进行人工排查,也需要耗费较多人力和时间。因此现有的压销方式的压销效率较低,无法满足生产需求。
技术实现要素:
3.为此,本发明所要解决的技术问题在于克服现有技术中压销方式的压销效率较低的缺陷。
4.为解决上述技术问题,本发明提供了一种自动压销装置,括机架,所述机架上设置有工作台,所述工作台上连接有用于放置产品的治具,所述产品上设置有用于连接销钉的销孔,所述机架上还连接有压销件,所述压销件由z轴驱动机构驱动沿z轴方向运动,所述z轴驱动机构连接在y轴移动座上,所述y轴移动座由y轴驱动机构驱动沿y轴方向移动,所述y轴移动座可滑移地连接在x轴移动座上,所述x轴移动座由x轴驱动机构驱动沿x轴方向移动,所述x轴方向、y轴方向和z轴方向相互垂直,所述压销件的侧面还连接有激光测距传感器。
5.在本发明的一个实施例中,所述治具包括底板和导向板,所述导向板置于所述底板的上部,所述导向板上设置有多个导向孔,所述导向孔和销钉一一对应,所述产品置于所述底板和导向板之间,产品上的销钉分别穿设在对应的的导向孔中。
6.在本发明的一个实施例中,所述z轴驱动机构、y轴驱动机构和x轴驱动机构均包括丝杠螺母传动机构,所述丝杠螺母传动机构均包括丝杠和旋合在丝杠上的传动螺母,所述丝杠均由伺服电机驱动转动,所述伺服电机均与控制器相连接,所述z轴驱动机构的传动螺母和所述压销件相连接,所述y轴驱动机构的传动螺母和所述y轴移动座相连接,所述x轴驱动机构的传动螺母和所述x轴移动座相连接。
7.在本发明的一个实施例中,所述工作台的外部连接有防护栏,所述防护栏的前部设置开口,后部设置有后门,所述开口处连接有安全光栅。
8.在本发明的一个实施例中,所述后门的开合端设置有门磁开关。
9.一种自动压销方法,包括以下步骤:
10.s1)将销钉置于产品的对应销孔中,并将产品放置于工作台的治具上;
11.s2)控制压销件移动至一个销孔的位置上方,并由激光测距传感器检测该销孔处是否存在销钉,若存在销钉,则执行步骤s3),否则,执行步骤s4);
12.s3)由z轴驱动机构驱动压销件向下运动直至将销钉压入销孔中至设定深度,返回
步骤s2),直至完成所有销钉的压销;
13.s4)发出警示信号以提醒操作人员存在漏销现象,操作人员看到警示信号后在漏放销钉的位置补入销钉,返回步骤s2)。
14.在本发明的一个实施例中,每个销孔的位置坐标均预存在控制器中,由控制器根据销孔的位置坐标控制压销件运动至相应销孔的位置上方。
15.在本发明的一个实施例中,由激光测距传感器检测该销孔处是否存在销钉的方法包括:由激光测距传感器向销钉位置发射激光,根据激光发射和被反射接收的时间计算出测定距离,若测定距离等于预设距离,则判定为销孔处存在销钉,否则,判定为销孔处漏放销钉。
16.在本发明的一个实施例中,控制器上设置有触摸屏,步骤4)中发出警示信号的同时,控制器会通过触摸屏显示漏放销钉的销孔的位置坐标。
17.在本发明的一个实施例中,所述工作台的外部连接有防护栏,所述防护栏的前部设置开口,所述开口处连接有安全光栅,当安全光栅检测到有操作人员进入开口处时,则控制压销件停止运动。
18.本发明的上述技术方案相比现有技术具有以下优点:
19.本发明所述的自动压销装置及压销方法,自动化程度较高,有效提升了压销效率。
附图说明
20.为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明。
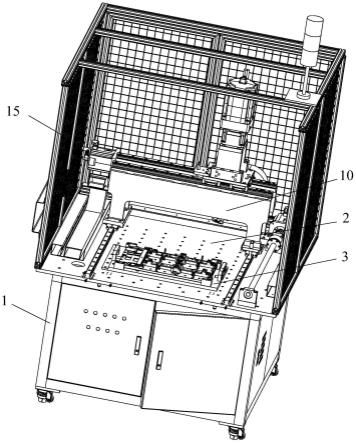
21.图1是本发明的自动压销装置的结构示意图;
22.图2是图1所述的自动压销装置的另一角度的结构示意图;
23.图3是图1中治具的结构示意图;
24.图4是图3中m处的局部放大示意图;
25.图5是图1中工作台和压销件的布置示意图;
26.图6是图5中a处的局部放大示意图;
27.图7是图5中结构的另一角度的结构示意图;
28.说明书附图标记说明:1、机架;2、工作台;3、治具;31、底板;32、导向板;4、压销件;5、激光测距传感器;6、z轴驱动机构;7、y轴驱动机构;8、x轴驱动机构;9、y轴移动座;10、x轴移动座;11、丝杠;12、伺服电机;13、y轴导轨;14、x轴导轨;15、防护栏;151、开口;152、后门;16、销钉;17、产品。
具体实施方式
29.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
30.参照图1-图2所示,本实施例公开了一种自动压销装置,包括机架1,机架1上设置有工作台2,工作台2上连接有用于放置产品的治具3,产品上设置有用于连接销钉16的销孔,机架1上还连接有压销件4,压销件4由z轴驱动机构6驱动沿z轴方向运动,z轴驱动机构6连接在y轴移动座9上,y轴移动座9由y轴驱动机构7驱动沿y轴方向移动,y轴移动座9可在x
轴移动座10上沿y轴方向移动,x轴移动座10由x轴驱动机构8驱动沿x轴方向移动,x轴方向、y轴方向和z轴方向相互垂直;
31.如图6所示,压销件4的侧面还连接有激光测距传感器5,以检测销孔处是否放置销钉16。
32.其中,z轴方向表示竖直方向,y轴方向表示左右方向,x轴方向表示前后方向。
33.通过上述结构,可以通过x轴驱动机构8、y轴驱动机构7、z轴驱动机构6自动驱动压销件4进行前后、左右和上下运动,从而使得压销件4到达相应的销孔位置,并利用压销件4下压销钉16,使得销钉16压入产品中一定深度;同时通过激光测距传感器5还可以事先检测销孔处是否放置销钉16,避免漏销现象发生,整个过程自动化程度较高,大大提高了压销效率。
34.上述结构中,x轴驱动机构8、y轴驱动机构7和z轴驱动机构6均和控制器电连接,由控制器控制各驱动机构运动。
35.在其中一个实施方式中,如图6所示,压销件4的两侧均连接有激光测距传感器5。
36.在其中一个实施方式中,参照图3-图4所示,治具3包括底板31和导向板32,导向板32置于底板31的上部,导向板32上设置有多个导向孔,导向孔和销钉16一一对应,产品17置于底板31和导向板32之间,产品17上的销钉16分别穿设在对应的的导向孔中,以通过导向孔对销钉16起到导正作用。
37.具体操作时,将底板31固定在工作台2上,再将产品17放置于底板31上,人工将各个销钉16分别放置于产品17的相应销孔中,然后放置导向板32,使得每个销钉16均从对应的导向孔中穿出,使得销钉16顶部外露,以便于和压销件4接触而进行后续压销操作。
38.进一步地,底板31上部可以放置多个导向板32,以适应不同销钉的位置,每个导向板32上对应的导向孔位置标记有标号。
39.在其中一个实施方式中,z轴驱动机构6、y轴驱动机构7和x轴驱动机构8均包括丝杠11螺母传动机构;
40.丝杠11螺母传动机构均包括丝杠11和旋合在丝杠11上的传动螺母,如图5和图7所示,丝杠11均由伺服电机12驱动转动,由丝杠11转动带动传动螺母做直线运动;伺服电机12均与控制器相连接,由控制器控制伺服电机12动作;
41.z轴驱动机构6的传动螺母和压销件4相连接,由该传动螺母带动压销件4做上下运动;y轴驱动机构7的传动螺母和y轴移动座9相连接,由该传动螺母带动y轴移动座9做左右运动;x轴驱动机构8的传动螺母和x轴移动座10相连接,由该传动螺母带动x轴移动座10做前后运动。
42.上述结构采用伺服驱动,有效提高了运动控制精度,实现精准定位,采用伺服电机12控制压销动作,动作精度可以精确到
±
0.05mm。
43.进一步地,z轴驱动机构6的伺服电机12还连接有减速机,通过减速机和丝杠11相连接,可以有效在增加压销时的压力,尤其适用于钢制销钉16的压销作业。
44.在其中一个实施方式中,如图5-图7所示,x轴移动座10的上部设置有y轴导轨13,y轴移动座9可滑移地连接在y轴导轨13上;工作台2上设置有x轴导轨14,x轴移动座10可滑移地连接在x轴导轨14上。
45.在其中一个实施方式中,工作台2的外部连接有防护栏15,防护栏15的前部设置开
口151,后部设置有后门152,开口151处连接有安全光栅,安全光栅是一种光幕传感器,用于在开口151处发出检测光束,以用于感应开口151处是否有人进入,防止压销装置运行期间有人进入开口151处而引发安全问题。
46.安全光栅与控制器相连接,以将检测结果反馈至控制器。
47.在其中一个实施方式中,后门152的开合端设置有门磁开关,以检测后门152是否被打开,防止压销过程中有人从后门152进入;
48.门磁开关主要由开关和磁铁两部分组成,开关部分由磁簧开关经引线连接并定型封装而成;磁铁部分由对应的磁场强度的磁铁封装于塑胶或合金壳体内。
49.后门152有左侧门和右侧门组成,可将开关置于左侧门的开合端,磁铁置于右侧门的开合端,当左侧门和右侧门打开时,开关和磁铁分开至一定距离,则引起开关的开断而触发报警信号。
50.门磁开关和控制器相连接,以将检测结果反馈至控制器。
51.本实施例还公开了一种自动压销方法,包括以下步骤:
52.s1)将销钉16置于产品17的对应销孔中,并将产品17放置于治具3上;
53.s2)由控制器控制压销件4移动至一个销孔的位置上方,并由激光测距传感器5检测该销孔处是否存在销钉16,若存在销钉16,则执行步骤s3),否则,执行步骤s4);
54.其中,压销件4的移动是由控制器控制x轴驱动机构8、y轴驱动机构7和z轴驱动机构6运动来实现的,通过各驱动机构使得压销件4沿x轴、y轴和z轴方向移动而到达销孔位置上方。
55.s3)由z轴驱动机构6驱动压销件4向下运动直至将销钉16压入销孔中至设定深度,返回步骤s2),直至完成所有销钉16的压销;
56.s4)控制器发出警示信号以提醒操作人员存在漏销现象,操作人员看到警示信号后在漏放销钉16的位置补入销钉16,返回步骤s2)。
57.上述警示信号可以是警示黄灯亮起;
58.另外,激光测距传感器5检测到销孔处出现漏销现象时,控制器还会控制压销件4退回原始位置;
59.在其中一个实施方式中,每个销孔的位置坐标均预存在控制器中,由控制器根据销孔的位置坐标控制压销件4运动至相应销孔的位置上方。
60.在其中一个实施方式中,由激光测距传感器5检测该销孔处是否存在销钉16的方法包括:由激光测距传感器5向销钉16位置发射激光,并根据激光发射和被反射接收的时间计算出测定距离,若测定距离等于预设距离,则判定为销孔处存在销钉16,否则,判定为销孔处漏放销钉16。
61.可以理解地,上述预设距离是事先测定好的,是将销钉16放入销孔后测得的激光传感器和销钉16的距离。
62.若销孔处已经放置销钉16,则由激光测距传感器5向销钉16位置发射激光时,激光会被销钉16反射回去,则计算出的测定距离就是销钉16和激光传感器之间的距离,该距离就会等于预设距离,但是若销孔处未放置销钉16,那么,激光测距传感器5向销钉16位置发射激光时,激光会越过销钉16位置而最终被其他部件反射出去,那么此时计算出的测定距离会大于或小于预设距离。
63.进一步的,激光测距传感器5是和控制器连接的,激光测距传感器5将检测到的测定距离数据传输给控制器,由控制器将测定距离和预设距离的大小进行比较,若测定距离等于预设距离,则判定为销孔处存在销钉16,否则,判定为销孔处漏放销钉16。
64.在其中一个实施方式中:控制器上设置有触摸屏,步骤4)中发出警示信号的同时,控制器会通过触摸屏显示漏放销钉16的销孔的位置坐标,以便于操作人员可以根据坐标准确找到补放销钉16的销孔位置。
65.在其中一个实施方式中,防护栏15的前部设置开口151,开口151处连接有安全光栅,当安全光栅检测到有操作人员进入开口151处时,则控制压销件4停止运动,以防止压销工作期间有人员进入工作区域。
66.具体地,安全光栅与控制器通信连接,用以将安全光栅的检测结果反馈至控制器,控制器根据安全光栅的检测结果控制压销件4是否停止运动,例如,当安全光栅检测到有操作人员进入开口151处时,则控制器就会控制伺服电机12停止运动,从而使得压销件4停止运动,以保证安全性;当操作人员离开安全光栅区域以后,按下设备启动按钮,使得设备继续运行。
67.另外,当安全光栅检测到有操作人员进入开口151处时,则控制器还可以控制警示红灯亮起,以起到警示作用。
68.在其中一个实施方式中,防护栏15的后门152处的门磁开关和控制器相连接,当门磁开关检测到后门152打开时,控制器就会切断控制电源,从而使得伺服电机12立即停止运动,从而使得压销件4停止运动,以保证安全性;当后门152关闭后,按下急停复位按钮,以重新启动设备。
69.另外,当门磁开关检测到有操作人员打开后门152时,则控制器还可以控制警示红灯亮起,以起到警示作用。
70.上述控制器设置在控制电柜中。
71.上述实施例的自动压销装置及压销方法,可以自动按照路径进行压销操作,自动化程度较高,有效提升了压销效率,同时可以自动检测是否存在漏销现象,避免了人工排查检测易产生误检和检测耗时过长的缺陷;现有技术中对一个产品进行手动放销压销耗时大约100秒,而采用上述实施例自动压销装置,则可以将时间缩短至56秒,大幅度提升了生产效率。
72.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1