基于斯特林制冷机的冷镜制作方法、冷镜装置及露点仪与流程
本申请涉及露点检测,具体地,涉及一种基于斯特林制冷机的冷镜制作方法、冷镜装置及露点仪。
背景技术:
1、湿度的常用表示方法有混合比、水汽分压、摩尔分数、相对湿度、露点温度(水蒸气与水达到平衡状态的温度)等。目前工业中比较通用的湿度表示方法是露点温度,测量露点温度的仪器称为露点仪。露点测量容易受其他物理量,如环境压力、温度等的影响,检测比较困难。
2、冷镜式露点仪是用于露点测量的仪器,测量原理是利用不同水份含量的气体在不同温度下的镜面上会结露,采用光电检测技术,检测出露层并测量结露时的温度,直接显示露点。冷镜式露点仪采用的是直接测量方法,是目前测量精度和稳定性最高的一种露点仪,可作为标准露点仪使用。
3、传统冷镜式露点仪采用液氮、高压气体节流、半导体冷泵或混合工质制冷机等作为冷源,液氮在偏远工业场合不易获得;高压气体节流制冷装置体积大、气源消耗快;半导体冷泵降温特性决定了其深低温时功耗大、散热部分尤其是辅助制冷设备体积大且重;混合工质制冷装置也存在体积大、重、制冷效率低等问题。上述这些问题导致冷镜式露点仪偏向于实验室仪器,并不适用于工业现场检测。
4、目前市面上的冷镜式露点仪中的冷镜安装在提供冷源设备的冷端,两者之间使用导热介质进行填充过渡。这种结构的情况下,冷镜与冷头之间始终存在温度差,由于存在导热延迟,冷镜表面温度下降速度较慢,从而导致单个检测周期变长,检测不稳定,检测精度较差。
技术实现思路
1、本申请的目的在于提供一种基于斯特林制冷机的冷镜制作方法、冷镜装置及露点仪,用以解决现有技术中存在的不足。
2、为达上述目的,第一方面,本申请提供了一种基于斯特林制冷机的冷镜制作方法,所述方法包括:
3、在冷镜本体的外周面套装焊接过渡套,以形成冷镜组件,并在斯特林制冷机冷端的管体端面加工出连通工作腔的安装口;
4、将所述冷镜组件安装于所述安装口,并进行焊接密封。
5、作为上述技术方案的进一步改进:
6、结合第一方面,在一种可能的实施方式中,所述在冷镜本体的外周面套装焊接过渡套,以形成冷镜组件包括:
7、分别加工所述冷镜本体和所述焊接过渡套,使得所述冷镜本体的外径大于预设尺寸和/或所述焊接过渡套的内径小于所述预设尺寸;
8、将所述焊接过渡套套装于所述冷镜本体的外周面;
9、采用真空钎焊的方式将所述焊接过渡套与所述冷镜本体焊接为一体,以形成所述冷镜组件。
10、结合第一方面,在一种可能的实施方式中,所述将所述焊接过渡套套装于所述冷镜本体的外周面包括:
11、将所述焊接过渡套置于加热炉中加热至750℃~800℃,恒温1~1.5h;随后将所述冷镜本体置于液氮中浸泡2~5min;
12、将冷却后的所述冷镜本体置于加热后的所述焊接过渡套上,通过压力装置将所述冷镜本体压入所述焊接过渡套中。
13、结合第一方面,在一种可能的实施方式中,所述冷镜本体的外径大于所述预设尺寸0.01~0.05mm,且所述焊接过渡套的内径小于所述预设尺寸0.01~0.05mm。
14、结合第一方面,在一种可能的实施方式中,所述采用真空钎焊的方式将所述焊接过渡套与所述冷镜本体焊接为一体包括:
15、将组装后的所述焊接过渡套与所述冷镜本体放入真空钎焊炉内的工装上,并在所述焊接过渡套与所述冷镜本体的结合处添加焊料;
16、关闭炉膛,真空加热预设时长;
17、加热完成后,进行自然冷却。
18、结合第一方面,在一种可能的实施方式中,所述关闭炉膛,真空加热预设时长包括:
19、对所述真空钎焊炉内抽真空至3*10-4pa~3*10-5pa;
20、升温至100℃~200℃,预热25~40min;
21、升温至500℃~580℃,并保持恒温1~1.5h;
22、升温至820℃~880℃,并保持恒温10~20min。
23、结合第一方面,在一种可能的实施方式中,所述采用真空钎焊的方式将所述焊接过渡套与所述冷镜本体焊接为一体,以形成所述冷镜组件之后还包括:
24、对所述冷镜组件进行密封性测试;
25、在所述冷镜组件的表面进行镀络处理;
26、对所述冷镜本体的镜面进行研磨。
27、结合第一方面,在一种可能的实施方式中,所述焊接过渡套与所述管体的材质相同。
28、为达上述目的,第二方面,本申请还提供了一种冷镜装置,包括:
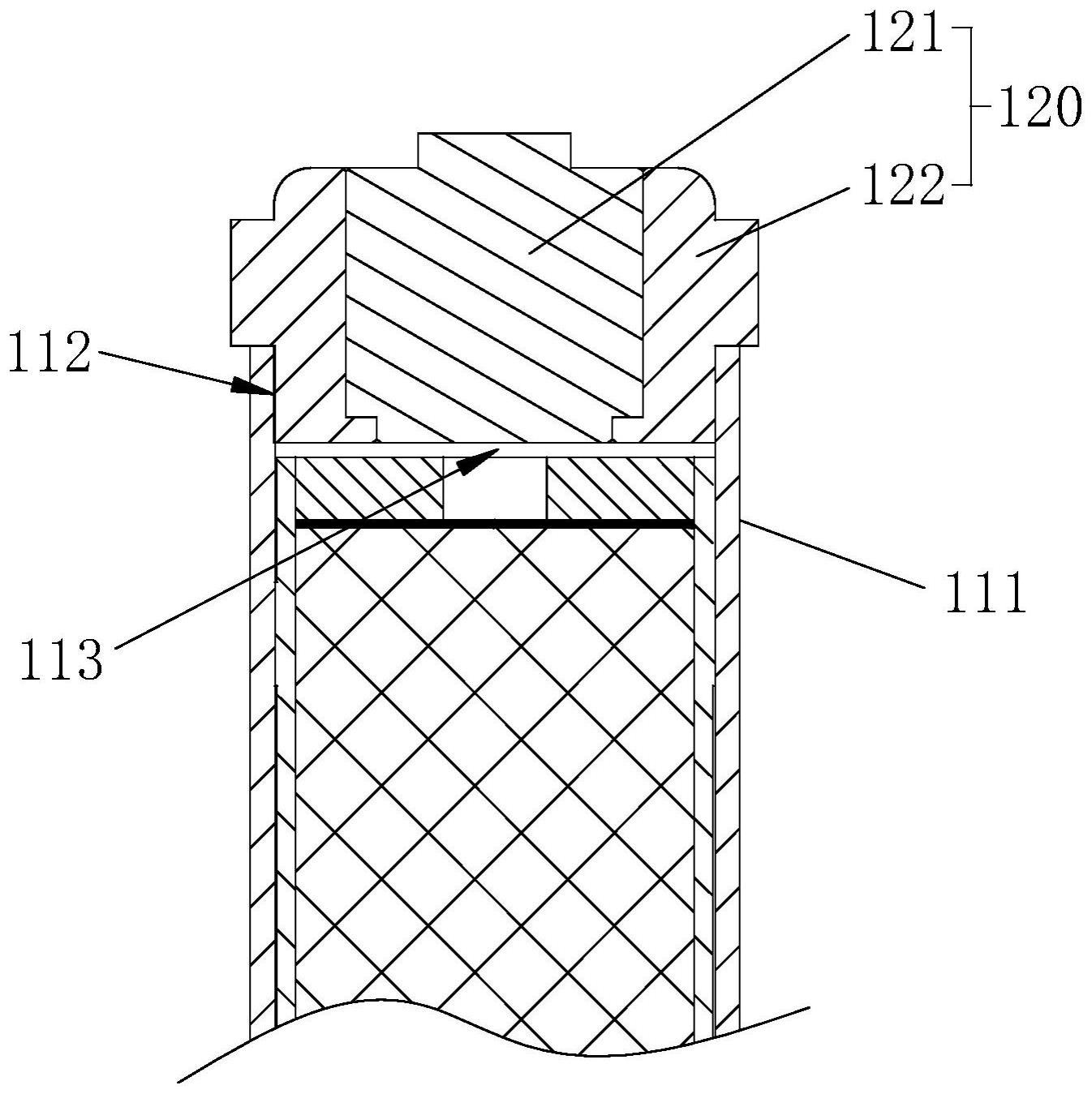
29、斯特林制冷机,所述斯特林制冷机冷端的管体端面设有安装口,所述安装口与所述管体的工作腔连通;和
30、冷镜组件,包括冷镜本体和套装于所述冷镜本体外周面的焊接过渡套,所述冷镜本体通过所述焊接过渡套安装于所述管体的所述安装口;
31、其中,所述冷镜本体远离所述工作腔的一端设有检测用的镜面,所述焊接过渡套与所述管体为焊接密封。
32、为达上述目的,第三方面,本申请还提供了一种一种露点仪,包括检测装置及上述第二方面提供的冷镜装置,所述检测装置设置于所述管体设有所述冷镜本体的一端。
33、相比于现有技术,本申请的有益效果:
34、本申请提供的一种基于斯特林制冷机的冷镜制作方法、冷镜装置及露点仪,其中,基于斯特林制冷机的冷镜制作方法通过在冷镜本体的外周面套装焊接过渡套形成冷镜组件,再将冷镜组件安装于管体端面的安装口处,并进行焊接密封,从而使得冷镜组件与斯特林制冷机结合为一个整体,得到冷镜装置。由于安装口与工作腔连通,所以冷镜组件安装后,冷镜本体直接延伸在工作腔内,从而斯特林制冷机工作时产生的冷源在工作腔中直接与冷镜本体进行换热,不存在冷源与冷镜本体之间的热传导或过渡的过程,避免因导热介质在热量传递过程中造成的能量衰减和延时,极大地缩短了热量传递的路径和时间,由此避免冷镜本体产生温差,极大地提升了冷镜本体的温度下降速度,从而缩短检测周期,检测更稳定,检测精度更高。
35、另外,斯特林制冷机制冷效率高,体积大小适中,可适用于工业场合。由此使得露点仪可适用于工业现场检测。
36、本申请的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种基于斯特林制冷机的冷镜制作方法,其特征在于,所述方法包括:
2.根据权利要求1所述的基于斯特林制冷机的冷镜制作方法,其特征在于,所述在冷镜本体(121)的外周面套装焊接过渡套(122),以形成冷镜组件(120)包括:
3.根据权利要求2所述的基于斯特林制冷机的冷镜制作方法,其特征在于,所述将所述焊接过渡套(122)套装于所述冷镜本体(121)的外周面包括:
4.根据权利要求2或3所述的基于斯特林制冷机的冷镜制作方法,其特征在于,所述冷镜本体(121)的外径大于所述预设尺寸0.01~0.05mm,且所述焊接过渡套(122)的内径小于所述预设尺寸0.01~0.05mm。
5.根据权利要求2所述的基于斯特林制冷机的冷镜制作方法,其特征在于,所述采用真空钎焊的方式将所述焊接过渡套(122)与所述冷镜本体(121)焊接为一体包括:
6.根据权利要求5所述的基于斯特林制冷机的冷镜制作方法,其特征在于,所述关闭炉膛,真空加热预设时长包括:
7.根据权利要求2所述的基于斯特林制冷机的冷镜制作方法,其特征在于,所述采用真空钎焊的方式将所述焊接过渡套(122)与所述冷镜本体(121)焊接为一体,以形成所述冷镜组件(120)之后还包括:
8.根据权利要求1所述的基于斯特林制冷机的冷镜制作方法,其特征在于,所述焊接过渡套(122)与所述管体(111)的材质相同。
9.一种冷镜装置,其特征在于,包括:
10.一种露点仪,其特征在于,包括检测装置(200)及根据权利要求9所述的冷镜装置,所述检测装置(200)设置于所述管体(111)设有所述冷镜本体(121)的一端。
技术总结
本申请公开了一种基于斯特林制冷机的冷镜制作方法、冷镜装置及露点仪,涉及露点检测技术领域。基于斯特林制冷机的冷镜制作方法通过在冷镜本体的外周面套装焊接过渡套形成冷镜组件,再将冷镜组件安装于管体端面的安装口处,并进行焊接密封,使得冷镜组件与斯特林制冷机结合为一体,得到冷镜装置。本申请公开的制作方法制得的冷镜装置不存在冷源与冷镜本体之间的热传导或过渡的过程,避免因导热介质在热量传递过程中造成的能量衰减和延时,极大地缩短了热量传递的路径和时间,由此避免冷镜本体产生温差,极大地提升了冷镜本体的温度下降速度,从而缩短检测周期,检测更稳定,检测精度更高,可适用于工业场合。
技术研发人员:吴岩,王涛,郑传波,宋超凡,崔健,黎莎,刘译文,王海峰,李海川,周凌云,汪寒,周雷,李洪鹏,马辉,郭哲,刘喆,周阳,杜君,李剑,刘治华
受保护的技术使用者:国家石油天然气管网集团有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!