一种双向挤压折弯模具的制作方法
本发明涉及折弯模具,尤其涉及一种双向挤压折弯模具。
背景技术:
1、波纹板的应用非常广泛,是采用金属板经过辊压冷弯成各种波形的压型板,它适用于工业与民用建筑、仓库、特种建筑、大跨度钢结构房屋的屋面、墙面以及内外墙装饰等,具有质轻、高强、色泽丰富、施工方便快捷、抗震、防火、防雨、寿命长、免维护等特点,常见的集装箱、防护挡墙、波纹夹心板、彩钢板等也需要用到波纹板。
2、目前生产波纹板应用最广泛的是连续辊压冷弯成形系统,即首先弯中心波,然后弯相邻波,最后弯边波,其缺点为工件易出现横向弯曲和扭曲,采用折弯模具冷弯的波纹板可以很好的解决翘边和扭曲的问题,但是折弯模具无法实现连续进料,需要人工辅助,不利于生产效率的提升,为解决折弯模具的连续折弯成型问题,本发明提出了一种双向挤压折弯模具。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种双向挤压折弯模具。
2、为了实现上述目的,本发明采用了如下技术方案:
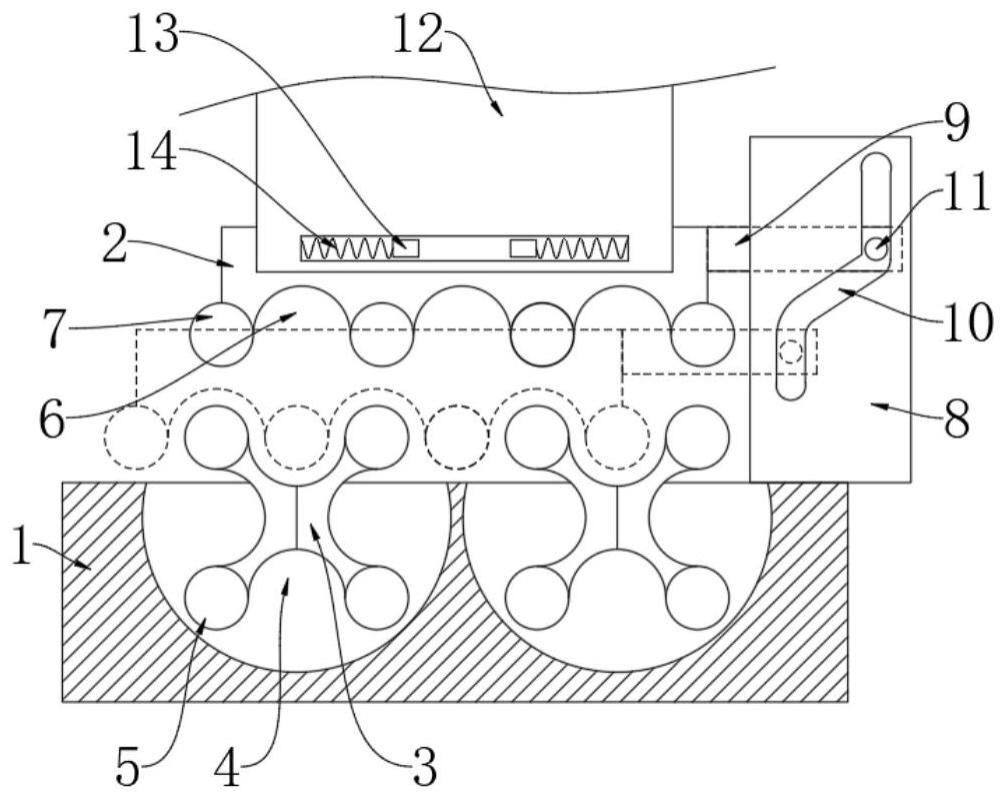
3、一种双向挤压折弯模具,包括下模具和上模具,所述下模具的上表面开设有两个凹陷槽,并分别在两个凹陷槽内转动安装有转动成型模,转动成型模的表面设置有第一成型槽和第一成型棱柱,上模具的下表面设置有第二成型槽和第二成型棱柱,上模具和下模具之间设置有折弯协调机构,通过折弯协调机构控制上模具在水平方向的位置。
4、优选地,所述折弯协调机构包括支撑侧板和连接臂,支撑侧板的表面开设有导向滑槽,连接臂的表面固定安装有导向销,所述导向销沿所述导向滑槽的方向往返滑动,连接臂的端部与上模具固定连接。
5、优选地,所述上模具滑动安装在折弯机的冲压座的下侧,上模具的表面固定连接有定位块,冲压座的内部安装有抵紧定位块的弹簧。
6、优选地,两个所述转动成型模的转轴延伸至下模具端部外侧,且所述转轴端部均固定安装有从动齿轮,下模具的端部转动安装有驱动齿轮,驱动齿轮驱动两个从动齿轮同步转动。
7、优选地,所述第一成型棱柱与转动成型模固定连接或者转动连接,第二成型棱柱与上模具固定连接或者转动连接。
8、优选地,所述第一成型槽和第二成型槽均为弧形,所述第一成型棱柱和第二成型棱柱均为圆柱结构。
9、优选的,所述第一成型棱柱与转动成型模固定连接,第二成型棱柱与上模具固定连接,第一成型槽和第二成型槽均为矩形,所述第一成型棱柱和第二成型棱柱均为半圆结构。
10、本发明具有以下有益效果:
11、1、本发明提出的双向挤压折弯模具,上模具分两级向下移动,对加工工件进行折弯,形成波纹型的加强筋槽,转动成型模每一次转动旋转90°,利用转动成型模的转动驱动力,可抬升和平移推进加工工件,实现自动进料的功能,使之具有连续折弯的效果,且每个加强筋槽经过多层的重复折弯压制,保证加强筋槽的尺寸一致,平行性好,不翘边、不扭曲,波形一致性好,满足客户的需求。
12、2、本发明提出的双向挤压折弯模具,折弯过程,加工工件由一侧输入该模具内,从该模具的另一侧输出,利用转动成型模的旋转驱动力推动加工工件移动,可以很好的控制折弯和输料的协调性,无需人工辅助移动板料进行折弯,为自动化、连续折弯提供便利,大大提高了生产效率。
13、3、本发明提出的双向挤压折弯模具,通过设置上下往复移动的上模具,方便折成高波纹的加强筋槽,这种直线往复折弯的设计,适用于多种形状的加强筋槽,比如弧形、矩形、三角形或梯形等,由于转动成型模的角度周期变化,可实现首次单加强筋槽的折弯,再重复压制定型,使之能够对较厚加工工件进行折弯,弥补目前市面波纹板成型机仅适用于辊压薄板料的缺陷。
技术特征:
1.一种双向挤压折弯模具,包括下模具(1)和上模具(2),其特征在于:所述下模具(1)的上表面开设有两个凹陷槽,并分别在两个凹陷槽内转动安装有转动成型模(3),转动成型模(3)的表面设置有第一成型槽(4)和第一成型棱柱(5),上模具(2)的下表面设置有第二成型槽(6)和第二成型棱柱(7),上模具(2)和下模具(1)之间设置有折弯协调机构,通过折弯协调机构控制上模具(2)在水平方向的位置。
2.根据权利要求1所述的一种双向挤压折弯模具,其特征在于:所述折弯协调机构包括支撑侧板(8)和连接臂(9),支撑侧板(8)的表面开设有导向滑槽(10),连接臂(9)的表面固定安装有导向销(11),所述导向销(11)沿所述导向滑槽(10)的方向往返滑动,连接臂(9)的端部与上模具(2)固定连接。
3.根据权利要求2所述的一种双向挤压折弯模具,其特征在于:所述上模具(2)滑动安装在折弯机的冲压座(12)的下侧,上模具(2)的表面固定连接有定位块(13),冲压座(12)的内部安装有抵紧定位块(13)的弹簧(14)。
4.根据权利要求3所述的一种双向挤压折弯模具,其特征在于:两个所述转动成型模(3)的转轴延伸至下模具(1)端部外侧,且所述转轴端部均固定安装有从动齿轮(15),下模具(1)的端部转动安装有驱动齿轮(16),驱动齿轮(16)驱动两个从动齿轮(15)同步转动。
5.根据权利要求1-4任一项所述的一种双向挤压折弯模具,其特征在于:所述第一成型棱柱(5)与转动成型模(3)固定连接或者转动连接,第二成型棱柱(7)与上模具(2)固定连接或者转动连接。
6.根据权利要求5所述的一种双向挤压折弯模具,其特征在于:所述第一成型槽(4)和第二成型槽(6)均为弧形,所述第一成型棱柱(5)和第二成型棱柱(7)均为圆柱结构。
7.根据权利要求1-4任一项所述的一种双向挤压折弯模具,其特征在于:所述第一成型棱柱(5)与转动成型模(3)固定连接,第二成型棱柱(7)与上模具(2)固定连接,第一成型槽(4)和第二成型槽(6)均为矩形,所述第一成型棱柱(5)和第二成型棱柱(7)均为半圆结构。
技术总结
本发明公开了一种双向挤压折弯模具,包括下模具和上模具,所述下模具的上表面开设有两个凹陷槽,并分别在两个凹陷槽内转动安装有转动成型模,转动成型模的表面设置有第一成型槽和第一成型棱柱,上模具的下表面设置有第二成型槽和第二成型棱柱,上模具和下模具之间设置有折弯协调机构。该模具上模具分两级向下移动,对加工工件进行折弯,形成波纹型的加强筋槽,转动成型模每一次转动旋转90°,利用转动成型模的转动驱动力,可抬升和平移推进加工工件,实现自动进料的功能,使之具有连续折弯的效果,且每个加强筋槽经过多层的重复折弯压制,保证加强筋槽的尺寸一致,平行性好,不翘边、不扭曲,波形一致性好,满足客户的需求。
技术研发人员:刘孝俊
受保护的技术使用者:马鞍山市国菱机械刃模有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!