一种变压器散热器的导油管切割机的油管装夹装置的制作方法
1.本发明属于管体夹持技术领域,具体涉及一种变压器散热器的导油管切割机的油管装夹装置。
背景技术:
2.变压器散热器的导油管原先是人工量好尺寸后用切割机手动切割的,但是切割效率非常低。后来自动切割机普及,通过移动的旋转三爪卡盘夹持管体进行步进式送管完成切割,但是由于切割机构和送管机构之间距离限制,三爪卡盘无法移动至离切割机构很近的位置处,导致管体还有充足的切割长度但三爪卡盘已经移动至尽头而无法继续送管,再加上被三爪卡盘所夹持的一段管体,所以有很大一部分管体会被浪费。尽管业界已经加大了三爪卡盘的延伸长度来补偿一部分送管距离,但依然无法满足厂家的生产需求。
3.鉴于上述已有技术,有必要提出一种油管装夹方案以充分切割变压器散热器的导油管,为此,本技术人作了有益的设计,下面将要介绍的技术方案便是在这种背景下产生的。
技术实现要素:
4.本发明的任务是要提供一种变压器散热器的导油管切割机的油管装夹装置,其能将变压器散热器的导油管送至切割机构很近的位置,充分切割导油管,防止导油管的浪费。
5.本发明的任务是这样来完成的,一种变压器散热器的导油管切割机的油管装夹装置,所述的导油管切割机包括装夹头,特点是:所述油管装夹装置包括一端供装夹头夹持的夹装套管以及设置在夹装套管内圆腔中的螺杆固定板、螺杆、螺杆套、螺杆套滑座、装夹座、装夹杆连接环、装夹杆,所述的螺杆固定板固定安装于夹装套管的内圆腔中,所述螺杆穿过螺杆固定板后旋入螺杆套的一端,所述螺杆套滑动设置于螺杆套滑座的内腔中,所述螺杆套滑座固定于夹装套管的内圆腔中,所述螺杆套的另一端与装夹座的一端固定连接,所述装夹座的另一端上开设有供多根装夹杆伸入滑移的装夹杆滑腔,所述夹装套筒的另一端部嵌设有装夹杆连接环,所述装夹杆连接环的内腔枢置有多根装夹杆,所述装夹杆连接环的一部分外圈面与夹装套筒的内圈面适配,装夹杆连接环的另一部分外圈面延伸出夹装套筒的端部,所述装夹杆一端伸入装夹座的装夹杆滑腔中,另一端探出装夹杆连接环并在端部安装有夹头。
6.在本发明的一个具体的实施例中,所述螺杆的位于螺杆固定板的背向螺杆套的一侧螺旋设置有螺杆紧固螺母。
7.在本发明的另一个具体的实施例中,所述螺杆套滑座和滑座支架是法兰配合,所述滑座支架下方的固定部叠设在滑座支架底板上,所述滑座支架底板又和夹装套管的内圆腔面配合,在夹装套管外部通过多个底板固定螺钉旋入滑座支架底板,进而旋入滑座支架中,实现滑座支架固定安装于夹装套管内部。
8.在本发明的又一个具体的实施例中,所述装夹杆连接环内腔中设置有多组面对面
间隔布置的装夹杆固定板,所述装夹杆嵌设于装夹杆连接环的每组装夹杆固定板中,并通过装夹杆轴销与两侧的装夹杆固定板枢接。
9.在本发明的再一个具体的实施例中,多组所述的装夹杆固定板均匀布置于装夹杆连接环的内圆腔中。
10.在本发明的还有一个具体的实施例中,所述装夹杆滑腔具有从靠近装夹杆连接环的一端面向另一端面逐渐收缩的趋势,使与之配合的装夹杆越伸入装夹杆滑腔,越有收拢的趋势。
11.在本发明的进而一个具体的实施例中,所述装夹杆滑腔是一个圆锥沉腔或者是一道道供装夹杆端部滑移的滑道。
12.在本发明的更而一个具体的实施例中,所述装夹杆滑腔是斜面或者曲面。
13.在本发明的又进而一个具体的实施例中,所述螺杆套的外圈截面呈d形,所述螺杆套滑座的内腔截面也为d形,两者为d形管面配合。
14.在本发明的又更而一个具体的实施例中,所述夹头上安装有防滑层。
15.本发明由于采用了上述结构,具有的有益效果:第一、切割导油管前,通过拧松螺杆使装夹座移向装夹杆连接环,装夹座中的圆锥沉腔使装夹杆张开而实现对油管的装夹,夹持平稳牢固;第二、切割导油管时,移动装夹头,进而移动油管装夹装置,再进而将油管移动到切割机构很近的位置,夹装套管的长度就是补偿了三爪卡盘至切割机构的距离,充分切割了导油管,避免了现有技术中导油管的浪费,送管过程也稳定;第三、切割完成后,通过拧松螺杆使装夹座远离装夹杆连接环,装夹座中的圆锥沉腔使装夹杆收拢而实现对油管的拆卸,拆卸过程简单方便。
附图说明
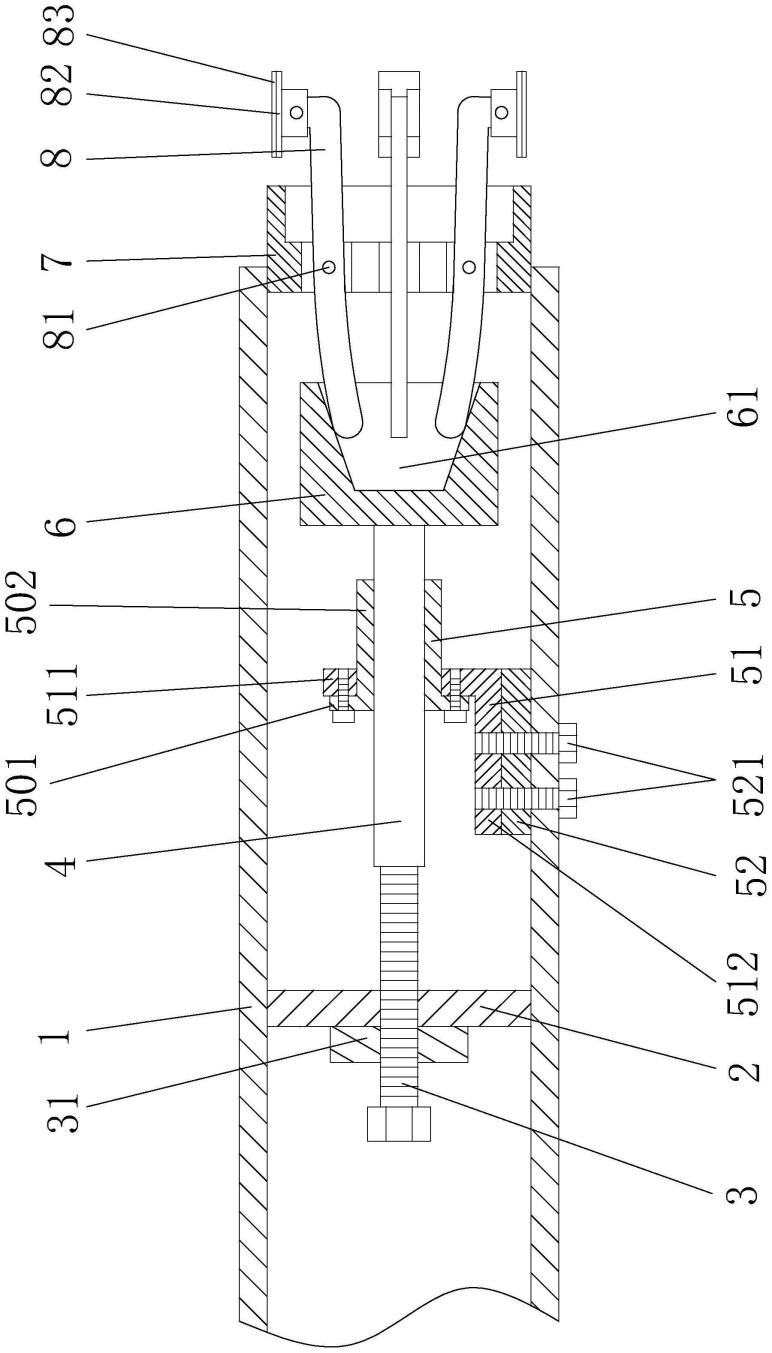
16.图1为本发明所述油管装夹装置的结构示意图。
17.图2为本发明所述螺杆、螺杆套、螺杆套滑座三者的装配示意图。
18.图3为本发明所述装夹杆连接环的示意图。
19.图4a为本发明所述装夹杆滑腔一实施例的截面示意图。
20.图4b为本发明所述装夹杆滑腔另一实施例的截面示意图。
21.图5为本发明所述油管装夹装置的安装示意图。
22.图中:1.夹装套管;2.螺杆固定板;3.螺杆、31.螺杆紧固螺母;4.螺杆套;5.螺杆套滑座、501.法兰盘、502.导向体、51.滑座支架、511.支撑部、512.固定部、52.滑座支架底板、521.底板固定螺钉;6.装夹座、61.装夹杆滑腔;7.装夹杆连接环、71.装夹杆固定板;8.装夹杆、81.装夹杆轴销、82.夹头、83.防滑层;9.导油管;10.装夹头、101.三爪卡盘、102.导座;11.油管支撑座、12.滑架、121.导轨。
具体实施方式
23.下面结合附图对本发明的具体实施方式详细描述,但对实施例的描述不是对技术方案的限制,任何依据本发明构思作形式而非实质的变化都应当视为本发明的保护范围。
24.在下面的描述中凡是涉及上、下、左、右、前和后的方向性或称方位性的概念都是以对应附图所示的位置为基准的,因而不能将其理解为对本发明提供的技术方案的特别限
定。
25.请参阅图1和图5,本发明涉及一种变压器散热器的导油管切割机的油管装夹装置,该夹具的作用是辅助三爪卡盘把导油管送至切割机处,对导油管充分切割,避免浪费。具体的,所述的导油管切割机包括装夹头10,所述油管装夹装置包括一端供装夹头10夹持的夹装套管1,所述夹装套管1的内圆腔中设置有螺杆固定板2、螺杆3、螺杆套4、螺杆套滑座5、装夹座6、装夹杆连接环7、装夹杆8,所述的螺杆固定板2垂直固定安装于夹装套管1的内圆腔中,所述的螺杆固定板2上穿设有螺杆3,所述螺杆3穿过螺杆固定板2后旋入螺杆套4的一端,所述的螺杆套4滑动设置于螺杆套滑座5的内腔中,可沿着螺杆套滑座5左右移动。所述螺杆3的位于螺杆固定板2的背向螺杆套4的一侧螺旋设置有螺杆紧固螺母31,当旋转螺杆3到位时,拧紧螺杆紧固螺母31就可锁定螺杆3。
26.为了支撑螺杆套4,螺杆套滑座5固定设在滑座支架51上。具体的,所述螺杆套滑座5和滑座支架51是法兰配合,所述螺杆套滑座5包括法兰盘501、从法兰盘501上延伸出来的导向体502,所述螺杆套滑座5上开设有与螺杆套4滑配的腔体。所述滑座支架51的支撑部511上开设有圆孔,所述螺杆套滑座5的导向体502穿过滑座支架51的支撑部511的圆孔后,法兰盘501与支撑部511配合并用紧固件紧固。所述滑座支架51下方的固定部512叠设在滑座支架底板52上,所述滑座支架底板52又和夹装套管1的内圆腔面配合,在夹装套管1外部通过多个底板固定螺钉521旋入滑座支架底板52,进而旋入滑座支架51中,实现滑座支架51固定安装于夹装套管1内部,通过滑座支架51支撑使螺杆套4能在滑座支架51中平稳移动。
27.所述的装夹座6为圆柱状,所述螺杆套4的另一端与装夹座6的一端固定连接,所述装夹座6的另一端上开设有装夹杆滑腔61,所述装夹杆滑腔61朝向夹装套筒1的端部。所述夹装套筒1的另一端部嵌设有装夹杆连接环7,所述装夹杆连接环7的内腔枢置有多根装夹杆8。所述装夹杆连接环7的一部分外圈面与夹装套筒1的内圈面适配,装夹杆连接环7的另一部分外圈面延伸出夹装套筒1的端部,这部分的外圈面与待切割的导油管9的内圈面相嵌套,如图5所示。再如图3所示,所述装夹杆连接环7内腔中设置有多组面对面间隔布置的装夹杆固定板71,进一步的,多组所述的装夹杆固定板71均匀布置于装夹杆连接环7的内圆腔中,本实施例中,装夹杆连接环7内腔中均布有四组装夹杆固定板71。所述装夹杆滑腔61具有从靠近装夹杆连接环7的一端面向另一端面逐渐收缩的趋势,使与之配合的装夹杆8伸入装夹杆滑腔61越深,越有收拢的趋势。这里,所述装夹杆滑腔61可以是一个圆锥沉腔,可以是一道道供装夹杆8端部滑移的滑道。可以是斜面,如图4a所示,也可以是曲面,如图4b所示。本实施例优选为圆锥沉腔,加工容易。当然,所述的装夹座6也可以不是圆柱状,不管是什么形状,只要其一端与螺杆套4相固定,另一端上开设有供多根装夹杆8伸入滑移的装夹杆滑腔61。
28.如图1、图3所示,所述装夹杆8的杆体部分是扁平状的,中部嵌设于装夹杆连接环7的每组装夹杆固定板71中,并通过装夹杆轴销81与两侧的装夹杆固定板71枢接。所述装夹杆8一端伸入装夹座6的装夹杆滑腔61中,另一端探出装夹杆连接环7并在端部安装有夹头82,所述夹头82上安装有防滑层83。所述的装夹杆8绕着装夹杆轴销81可旋转,当装夹座6向着装夹杆连接环7的方向移动时,装夹杆8的一端伸入装夹杆滑腔61的深度越深,多根装夹杆8的伸入装夹杆滑腔61的一端就会收拢,而延伸出装夹杆连接环7的另一端就会张开,即该端上的夹头82外胀,胀紧住导油管9的内圈面,实现对导油管9的夹持。当装夹座6远离装
夹杆连接环7时,装夹杆8的一端伸入装夹杆滑腔61的深度越浅,多根装夹杆8的伸入装夹杆滑腔61的一端就会张开,而延伸出装夹杆连接环7的另一端就会收拢,即该端上的夹头82内缩,松开对导油管9的内圈面的夹持。
29.如图2所示,所述螺杆套4的外圈截面呈d形,相对的,所述螺杆套滑座5的内腔截面也为d形,两者为d形管面配合。所述螺杆套4和螺杆套滑座5只能相对滑移,不能相对转动。
30.请继续参阅图1和图5,本发明所述的油管装夹装置的工作原理是:切割之前,需要将导油管9装夹到油管装夹装置上,然后将油管装夹装置装夹到装夹头10的三爪卡盘101上。具体的操作过程是:将导油管9套设在装夹杆连接环7的延伸出夹装套筒1的外圈面上,旋转螺杆3,使螺杆3在螺杆固定板2上自转,螺杆套4与螺杆3螺纹连接而实现左右移动,螺杆套4在螺杆套滑座5上滑动使装夹座6向着装夹杆连接环7的方向移动,装夹杆滑腔61使装夹杆8的夹头82张开实现对导油管9的装夹,拧紧螺杆紧固螺母31,完成装夹。然后将油管装夹装置的夹装套筒1装夹于装夹头10的三爪卡盘101上。导油管9的管体搁置在油管支撑座11上,装夹头10的底部安装有导座102上,导座102沿着滑架12上的导轨121滑行,移动装夹头10推动油管装夹装置,进而将导油管9推向切割机实现切割。当导油管9切割充分完成时,将油管装夹装置从三爪卡盘101上拆下,拧松螺杆3,使装夹座6远离装夹杆连接环7,装夹杆滑腔61使装夹杆8的夹头82收拢而实现对剩下的导油管9的拆卸。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1