用于焊接加工的定位夹持装置
1.本发明涉及焊接技术技术领域,尤其涉及一种用于焊接加工的定位夹持装置。
背景技术:
2.焊接也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术,熔焊指加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工,不需压力。
3.当前待焊接物的焊接角度焊接全过程由人工操作,通过计算焊接夹角对钢管进行剪裁,人工弯曲后对其待焊接点进行焊接操作;由于人工的不确定性容易造成对应的误差,由于待焊接物之间的角度,位置确认以及焊接缝隙尺寸,人工无法精准控制,在焊接过程中焊接装置和焊接物质量会产生对应的力以导致待焊接物之间的位置发生变化。现急需一种焊接加工定位夹持装置,以对各焊接物之间进行固定夹持以解决焊接物精准定位的问题。
技术实现要素:
4.为此,本发明提供一种用于焊接加工的定位夹持装置,用以克服现有技术中无法根据实际情况对固定的待焊接物的位置进行调节导致的焊接效率低的问题。
5.一种用于焊接加工的定位夹持装置,其特征在于,包括:焊接台,其台面为圆形;移动单元,其设置在所述焊接台上,用以装载待焊接物并通过移动以使第一待焊接物和第二待焊接物的焊接夹角达到预设值;夹持单元,其设置在所述移动单元上,用以夹持固定移动单元装载的待焊接物;图像采集单元,其位于所述焊接台上方,用以采集第一待焊接物和第二待焊接物的图像信息,并对采集完成后的图像信息进行分析处理以获取第一待焊接物和第二待焊接物的焊接夹角及焊接缝隙尺寸;中控单元,其分别与所述夹持单元、所述移动单元和所述图像采集单元相连,用以根据通过图像采集单元采集到的图像信息获取第一待焊接物和第二待焊接物的焊接夹角判定是否控制夹持单元移动至对应位置以使第一待焊接物和第二待焊接物间的焊接缝隙尺寸达到预设标准、是否控制移动单元旋转以调节第一待焊接物和第二待焊接物的焊接夹角,通过将第一待焊接物和第二待焊接物间的焊接缝隙尺寸和第一待焊接物和第二待焊接物的焊接夹角调节至对应值以使第一待焊接物和第二待焊接物的焊接端面位置达到预设位置。
6.进一步地,旋转轴,其设置在焊接中心处并贯穿焊接台;若干旋转臂,各旋转臂均设置在所述焊接台上且各旋转臂的一端均与所述旋转轴活动链接;对于单个所述旋转臂,其底部设有一驱动装置,用以控制该旋转臂移动以使该旋转臂以旋转轴为圆心进行圆周运动。
7.进一步地,所述夹持单元包括若干夹持装置,各夹持装置分别设置在对应的所述旋转臂远离所述旋转轴的一端,用以将待焊接物固定在对应旋转臂上方的指定位置;对于单个夹持装置,其设置有多组转轮,各转轮均能够在夹持装置上移动,用以在径向上约束待焊接物,所述径向为第一焊接物或第二焊接物的宽度方向。
8.进一步地,所述中控单元在焊接待焊接物前控制所述图像采集单元检测第一待焊接物和第二待焊接物的焊接端面的位置关系,若第一待焊接物和第二待焊接物的焊接端面平行,中控单元通过所述图像采集单元采集到的图像信息获取的第一待焊接物和第二待焊接物端面的焊接缝隙尺寸以判定是否符合焊接标准;若第一待焊接物和第二待焊接物的焊接端面未平行,所述中控单元根据第一待焊接物和第二待焊接物端面的夹角ω确定第一待焊接物和第二待焊接物的旋转角度。
9.进一步地,所述中控单元中设有第一预设焊接区域尺寸r1,当中控单元测得第一待焊接物和第二待焊接物的焊接端面平行时,在定位夹持装置启动时,中控单元以初始焊接点作为原点,建立直角坐标系、在所述夹持装置固定待焊接物时根据所述图像采集单元获取待焊接物中待焊接点的坐标p并根据p计算待焊接点与初始焊接点的相对距离r,设定p(x,y),r=,其中,x为p点在直角坐标系中的横坐标,y为p点在直角坐标系中的纵坐标,若r≤r1,所述中控单元判定待焊接点在第一预设焊接区域内,能够对第一待焊接物和第二待焊接物进行焊接操作;若r>r1,所述中控单元判定待焊接点未在第一预设焊接区域内,中控单元计算待焊接点与第一预设焊接区域尺寸的差值
△
r1、根据
△
r1确定各所述转轮的转速和旋转方向以使待焊接点移动至第一预设焊接区域内,设定
△
r1=r-r1。
10.进一步地,所述中控单元中设有第一预设差值
△
ra、第二预设差值
△
rb、第一转速调节系数α1和第二预设转速系数α2,其中,
△
ra<
△
rb,0<α1<1<α2,当所述中控单元判定待焊接点未在第一预设焊接区域内时,中控单元将
△
r1与预设差值进行比对以确定所述转轮的转速,中控单元控制所述转轮向靠近初始焊接点的方向旋转t0时长,其中t0为预设转轮转动时长;若
△
r1≤
△
ra,所述中控单元控制所述转轮向靠近初始焊接点的方向旋转以使待焊接点到达第一焊接区内并使用α1调节转轮的初始转速v;若
△
ra<
△
r1≤
△
rb,所述中控单元控制所述转轮向靠近初始焊接点的方向旋转以使待焊接点到达第一焊接区内并使用转轮的初始转速v;若
△
r1>
△
rb,所述中控单元控制所述转轮向靠近初始焊接点的方向旋转以使待焊接点到达第一焊接区内并使用α2调节转轮的初始转速v;当所述中控单元使用αi调节初始转速v时,其中i=1,2,3,将调节后的转速记为v’,设定v’=v
×
αi,所述中控单元在完成对所述转轮的转速的调节后控制所述图像采集单元实时检测待焊接点与初始焊接点的位置关系以实时调节各所述转轮的转速以使待焊接点到达第一焊接区内。
11.进一步地,所述中控单元中设有第一预设焊接缝隙尺寸d1和第二预设焊接缝隙尺
寸d2,其中d1<d2,当待焊接点到达第一焊接区内时,中控单元根据通过所述图像采集单元采集到的图像信息获取第一待焊接物和第二待焊接物间的焊接缝隙尺寸d,若d≤d1,所述中控单元判定焊接缝隙尺寸小于预设标准,中控单元控制所述夹持装置圆周移动以使第一待焊接物和第二待焊接物的焊接缝隙尺寸达到预设标准范围;若d1<d≤d2,所述中控单元判定第一待焊接物和第二待焊接物的焊接缝隙尺寸在标准范围内,中控单元判定能够对第一待焊接物和第二待焊接物进行焊接操作;若d>d2,所述中控单元判定第一待焊接物和第二待焊接物的焊接缝隙尺寸大于预设标准,中控单元控制所述夹持装置圆周移动以使第一待焊接物和第二待焊接物的焊接缝隙尺寸达到预设标准范围。
12.进一步地,若所述中控单元判定第一待焊接物和第二待焊接物的焊接端面不平行,中控单元根据第一待焊接物和第二待焊接物端面的夹角ω控制第一待焊接物和第二待焊接物中一个待焊接物所在的所述旋转臂向对应方向旋转ω’角度以使第一待焊接物和第二待焊接物的端面平行,其中ω’=ω/2。
13.进一步地,所述中控单元在判定第一待焊接物和第二待焊接物间的焊接缝隙尺寸不符合预设标准且中控单元控制所述转轮旋转以使第一待焊接物和第二待焊接物间的焊接缝隙尺寸达到预设标准范围时,当d≤d1,所述中控单元控制各所述转轮向远离初始焊接区域移动距离d’以使第一待焊接物和第二待焊接物间的焊接缝隙尺寸达到预设标准范围,设定d’满足(d1-d)/2 ≤ d’<(d2-d)/2;当d>d2,所述中控单元控制各所述转轮向靠近初始焊接区域移动距离d”,以使第一待焊接物和第二待焊接物间的焊接缝隙尺寸达到预设标准范围,设定d”满足(d-d2)/2≤d”<(d-d1)/2;当中控单元控制各所述转轮向对应的方向旋转以使第一待焊接物和第二待焊接物间的焊接缝隙尺寸符合预设标准,中控单元二次调节所述旋转臂向对应的方向旋转以使第一待焊接物和第二待焊接物的端面平行。
14.进一步地,所述夹持装置中各转轮表面为粗糙面,用以增加转轮与待焊接物的摩擦力。
15.与现有技术相比,本发明的有益效果在于,第一待焊接物和第二待焊接物通过夹持单元将待焊接物夹持固定、中控单元通过图像采集单元采集到第一待焊接物和第二待焊接物两端图像信息计算第一待焊接物和第二待焊接物两端的夹角并根据夹角对夹持单元和移动单元进行控制以使第一待焊接物和第二待焊接物端面移动至预设位置并将待第一待焊接物和第二待焊接物的待焊接点移动至可焊接区域,能够针对焊接缝隙尺寸进行精准控制,在避免待焊接物在焊接前以及焊接过程中发生偏移的情况发生的同时,避免第一待焊接物和第二待焊接物两端受力不均匀导致焊接质量差的情况发生,能够精准控制第一待焊接物和第二待焊接物间的焊接缝隙尺寸以及对第一待焊接物和第二待焊接物两端进行固定夹持的同时提高本发明针对待焊接物的焊接精度。
16.进一步地,本发明装置中设置有旋转轴和旋转臂,中控单元能够根据实际需求控制旋转轴和各旋转臂移动将焊接物两端的夹角进行调节,能够避免人工调节时产生的误差的同时提高角度的精确度。
17.进一步地,本发明中控单元通过控制移动装置内转轮对第一待焊接物和第二待焊接物进行固定,当转轮转动,能够使焊接物两端在焊接台上的长度增长或缩短,能够对调节焊接物端面的位置关系以及待焊接点移动起到辅助作用,能够在提高针对第一待焊接物和第二待焊接物的焊接精度的同时提高第一待焊接物和第二待焊接物的焊接效率。
18.进一步地,本发明中通过焊接缝隙尺寸调整移动装置整体移动,能够提高焊接精准性的同时提高焊接效率。
19.进一步地,本发明中控单元通过图像采集单元检测待焊接点与可焊接区域的距离进行确认,并移动待焊接物点以使待焊接点到达可焊接区域;针对于待焊接点位置定位能够对焊接物两端受力均匀以提高焊接质量。
20.进一步地,本发明中控单元控制旋转臂通过旋转轴旋转以使第一待焊接物和第二待焊接物的端面达到预设位置,能够通过智能调节增加角度的准确性以及调节的速度和便捷性,能够精准控制焊接夹角以及对第一待焊接物和第二待焊接物两端进行固定夹持的同时提高焊接精度。
附图说明
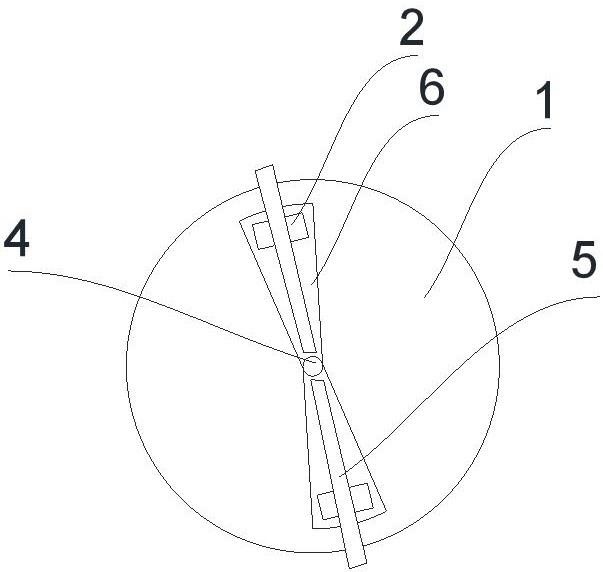
21.图1为本发明实施例所述焊接台的俯视图;图2为本发明实施例所述第一待焊接物和第二待焊接物的待焊接点未到达焊接区域的示意图;图3为本发明实施例所述焊接台的侧视图;图4为本发明实施例所述夹持装置内部的结构示意图。
具体实施方式
22.为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
23.下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
24.需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
25.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
26.请参阅图1、图2、图3和图4所示,其为本发明实施例所述焊接台的俯视图、本发明实施例所述待焊接物待焊接点未到达焊接区域的示意图、本发明实施例所述焊接台的侧视图和本发明实施例所述夹持装置内部的结构示意图本发明提供一种用于焊接加工的定位夹持装置,包括:
焊接台1,其台面为圆形,用以固定各旋转臂6;各旋转臂6,与夹持装置2相连,用以通过旋转轴4旋转使各待焊接物5的夹角达到预设值;夹持装置2,与待焊接物5相连,其包括多组转轮21,用以对待焊接物5夹持固定;多组转轮21,其设置于夹持装置2内,各转轮21均能够在夹持装置2上移动,用以在径向上约束待焊接物,也通过各转轮21旋转使待焊接点到达第一预设焊接区域3;各转轮21表面为粗糙面22,用以增加焊接物与夹持装置侧面的摩擦力。
27.当第一待焊接物和第二待焊接物通过夹持装置2中的多组转轮21夹持固定,中控单元(图中未画出)在焊接第一待焊接物和第二待焊接物前控制所述图像采集单元(图中未画出)采集第一待焊接物和第二待焊接物的图像信息,中控单元判定第一待焊接物和第二待焊接物的焊接端面的位置是否平行,中控单元通过控制各旋转臂6旋转以使第一待焊接物和第二待焊接物的端面平行,中控单元以初始焊接点作为原点建立直角并根据图像采集单元获取第一待焊接物和第二待焊接物的待焊接点的坐标与初始焊接点的相对距离以确定待焊接点是否在第一预设焊接区域3,中控单元根据待焊接点距离第一预设焊接区域3内的距离与预设距离进行比对以选择转轮21的转速调节系数对转轮21的转速进行调节,中控单元控制转轮21向靠近初始焊接点的方向旋转t0时长以使待焊接点移动至第一预设焊接区域3内;当待焊接点在第一预设焊接区域3内时,中控单元检测第一待焊接物和第二待焊接物间的焊接缝隙尺寸是否符合预设值,中控单元通过调节第一待焊接物和第二待焊接物所在的转轮21旋转以使第一待焊接物和第二待焊接物间的焊接缝隙尺寸达到预设标准范围并二次调节旋转臂6向对应的方向旋转以使第一待焊接物和第二待焊接物的端面平行;一种用于焊接加工的定位夹持装置,其特征在于,包括:焊接台1,其台面为圆形;移动单元,其设置在所述焊接台1上,用以装载待焊接物5并通过移动以使第一待焊接物和第二待焊接物的焊接夹角达到预设值;夹持单元,其设置在所述移动单元上,用以夹持固定移动单元装载的待焊接物5;图像采集单元,其位于所述焊接台1上方,用以采集第一待焊接物和第二待焊接物的图像信息,并对采集完成后的图像信息进行分析处理以获取第一待焊接物和第二待焊接物的焊接夹角及焊接缝隙尺寸;中控单元,其分别与所述夹持单元、所述移动单元和所述图像采集单元相连,用以根据通过图像采集单元采集到的图像信息获取第一待焊接物和第二待焊接物的焊接夹角判定是否控制夹持单元移动至对应位置以使第一待焊接物和第二待焊接物间的焊接缝隙尺寸达到预设标准、是否控制移动单元旋转以调节第一待焊接物和第二待焊接物的焊接夹角,通过将第一待焊接物和第二待焊接物间的焊接缝隙尺寸和第一待焊接物和第二待焊接物的焊接夹角调节至对应值以使第一待焊接物和第二待焊接物的焊接端面位置达到预设位置。
28.第一待焊接物和第二待焊接物通过夹持单元将待焊接物夹持固定、中控单元通过图像采集单元采集到第一待焊接物和第二待焊接物两端图像信息计算第一待焊接物和第二待焊接物两端的夹角并根据夹角对夹持单元和移动单元进行控制以使第一待焊接物和第二待焊接物端面移动至预设位置并将待第一待焊接物和第二待焊接物的待焊接点移动
至可焊接区域,能够针对焊接缝隙尺寸进行精准控制,在避免待焊接物在焊接前以及焊接过程中发生偏移的情况发生的同时,避免第一待焊接物和第二待焊接物两端受力不均匀导致焊接质量差的情况发生,能够精准控制第一待焊接物和第二待焊接物间的焊接缝隙尺寸以及对第一待焊接物和第二待焊接物两端进行固定夹持的同时提高本发明针对待焊接物的焊接精度。
29.具体而言,旋转轴4,其设置在焊接中心处并贯穿焊接台1;若干旋转臂6,各旋转臂6均设置在所述焊接台1上且各旋转臂6的一端均与所述旋转轴4活动链接;对于单个所述旋转臂6,其底部设有一驱动装置,用以控制该旋转臂6移动以使该旋转臂6以旋转轴4为圆心进行圆周运动。
30.本发明装置中设置有旋转轴和旋转臂,中控单元能够根据实际需求控制旋转轴和各旋转臂移动将焊接物两端的夹角进行调节,能够避免人工调节时产生的误差的同时提高角度的精确度。
31.具体而言,所述夹持单元包括若干夹持装置2,各夹持装置2分别设置在对应的所述旋转臂6远离所述旋转轴4的一端,用以将待焊接物5固定在对应旋转臂6上方的指定位置;对于单个夹持装置2,其设置有多组转轮21,各转轮21均能够在夹持装置2上移动,用以在径向上约束待焊接物5,所述径向为第一焊接物或第二焊接物的宽度方向。
32.本发明中控单元通过控制移动装置内转轮对第一待焊接物和第二待焊接物进行固定,当转轮转动,能够使焊接物两端在焊接台上的长度增长或缩短,能够对调节焊接物端面的位置关系以及待焊接点移动起到辅助作用,能够在提高针对第一待焊接物和第二待焊接物的焊接精度的同时提高第一待焊接物和第二待焊接物的焊接效率。
33.具体而言,所述中控单元在焊接待焊接物5前控制所述图像采集单元检测第一待焊接物和第二待焊接物的焊接端面的位置关系,若第一待焊接物和第二待焊接物的焊接端面平行,中控单元通过所述图像采集单元采集到的图像信息获取的第一待焊接物和第二待焊接物端面的焊接缝隙尺寸以判定是否符合焊接标准;若第一待焊接物和第二待焊接物的焊接端面未平行,所述中控单元根据第一待焊接物和第二待焊接物端面的夹角ω确定第一待焊接物和第二待焊接物的旋转角度。
34.本发明中控单元控制旋转臂通过旋转轴旋转以使第一待焊接物和第二待焊接物的端面达到预设位置,能够通过智能调节增加角度的准确性以及调节的速度和便捷性,能够精准控制焊接夹角以及对第一待焊接物和第二待焊接物两端进行固定夹持的同时提高焊接精度。
35.具体而言,所述中控单元中设有第一预设焊接区域尺寸r1,当中控单元测得第一待焊接物和第二待焊接物的焊接端面平行时,在定位夹持装置启动时,中控单元以初始焊接点作为原点,建立直角坐标系、在所述夹持装置固定待焊接物时根据所述图像采集单元获取待焊接物中待焊接点的坐标p并根据p计算待焊接点与初始焊接点的相对距离r,设定p(x,y),r=,其中,x为p点在直角坐标系中的横坐标,y为p点在直角坐标系中的纵坐标,若r≤r1,所述中控单元判定待焊接点在第一预设焊接区域3内,能够对第一待焊
接物和第二待焊接物进行焊接操作;若r>r1,所述中控单元判定待焊接点未在第一预设焊接区域内,中控单元计算待焊接点与第一预设焊接区域3尺寸的差值
△
r1、根据
△
r1确定各所述转轮21的转速和旋转方向以使待焊接点移动至第一预设焊接区域3内,设定
△
r1=r-r1。
36.具体而言,所述中控单元中设有第一预设差值
△
ra、第二预设差值
△
rb、第一转速调节系数α1和第二预设转速系数α2,其中,
△
ra<
△
rb,0<α1<1<α2,当所述中控单元判定待焊接点未在第一预设焊接区域3内时,中控单元将
△
r1与预设差值进行比对以确定所述转轮21的转速,中控单元控制所述转轮21向靠近初始焊接点的方向旋转t0时长,其中t0为预设转轮转动时长;若
△
r1≤
△
ra,所述中控单元控制所述转轮向靠近初始焊接点的方向旋转以使待焊接点到达第一焊接区内并使用α1调节转轮的初始转速v;若
△
ra<
△
r1≤
△
rb,所述中控单元控制所述转轮21向靠近初始焊接点的方向旋转以使待焊接点到达第一焊接区3内并使用转轮的初始转速v;若
△
r1>
△
rb,所述中控单元控制所述转轮21向靠近初始焊接点的方向旋转以使待焊接点到达第一焊接区3内并使用α2调节转轮的初始转速v;当所述中控单元使用αi调节初始转速v时,其中i=1,2,3,将调节后的转速记为v’,设定v’=v
×
αi,所述中控单元在完成对所述转轮21的转速的调节后控制所述图像采集单元实时检测待焊接点与初始焊接点的位置关系以实时调节各所述转轮的转速以使待焊接点到达第一焊接区3内。
37.本发明中控单元通过图像采集单元检测待焊接点与可焊接区域的距离进行确认,并移动待焊接物点以使待焊接点到达可焊接区域;针对于待焊接点位置定位能够对焊接物两端受力均匀以提高焊接质量。
38.具体而言,所述中控单元中设有第一预设焊接缝隙尺寸d1和第二预设焊接缝隙尺寸d2,其中d1<d2,当待焊接点到达第一焊接区3内时,中控单元根据通过所述图像采集单元采集到的图像信息获取第一待焊接物和第二待焊接物间的焊接缝隙尺寸d,若d≤d1,所述中控单元判定焊接缝隙尺寸小于预设标准,中控单元控制所述夹持装置2圆周移动以使第一待焊接物和第二待焊接物的焊接缝隙尺寸达到预设标准范围;若d1<d≤d2,所述中控单元判定第一待焊接物和第二待焊接物的焊接缝隙尺寸在标准范围内,中控单元判定能够对第一待焊接物和第二待焊接物进行焊接操作;若d>d2,所述中控单元判定第一待焊接物和第二待焊接物的焊接缝隙尺寸大于预设标准,中控单元控制所述夹持装置2圆周移动以使第一待焊接物和第二待焊接物的焊接缝隙尺寸达到预设标准范围。
39.本发明中通过焊接缝隙尺寸调整移动装置整体移动,能够提高焊接精准性的同时提高焊接效率。
40.具体而言,若所述中控单元判定第一待焊接物和第二待焊接物的焊接端面不平行,中控单元根据第一待焊接物和第二待焊接物端面的夹角ω控制第一待焊接物和第二待焊接物中一个待焊接物所在的所述旋转臂6向对应方向旋转ω’角度以使第一待焊接物和第二待焊接物的端面平行,其中ω’=ω/2;若第一待焊接物和第二待焊接物端面的夹角与待焊接物的夹角方向相同时,所述中控单元控制所述旋转臂6向靠近第一待焊接物或第二
待焊接物的方向移动;若第一待焊接物和第二待焊接物端面的夹角与第一待焊接物和第二待焊接物的夹角方向相反时,所述中控单元控制所述旋转臂6向远离第一待焊接物或第二待焊接物的方向移动;具体而言,上述夹角为小于180
°
的角;具体而言,所述中控单元在判定第一待焊接物和第二待焊接物间的焊接缝隙尺寸不符合预设标准且中控单元控制所述转轮21旋转以使第一待焊接物和第二待焊接物间的焊接缝隙尺寸达到预设标准范围时,当d≤d1,所述中控单元控制各所述转轮21向远离初始焊接区域移动距离d’以使第一待焊接物和第二待焊接物间的焊接缝隙尺寸达到预设标准范围,设定d’满足(d1-d)/2 ≤ d’<(d2-d)/2;当d>d2,所述中控单元控制各所述转轮21向靠近初始焊接区域移动距离d”,以使第一待焊接物和第二待焊接物间的焊接缝隙尺寸达到预设标准范围,设定d”满足(d-d2)/2≤d”<(d-d1)/2;当中控单元控制各所述转轮21向对应的方向旋转以使第一待焊接物和第二待焊接物间的焊接缝隙尺寸符合预设标准,中控单元二次调节所述旋转臂6向对应的方向旋转以使第一待焊接物和第二待焊接物的端面平行。
41.具体而言,所述夹持装置中各转轮21表面为粗糙面22,用以增加转轮与待焊接物的摩擦力。
42.实施例1,第一待焊接物和第二待焊接物根据焊接夹角需求将其侧端剪裁为对应的角度和尺寸;将第一待焊接物和第二待焊接物通过对应的夹持装置2固定于旋转臂6上端,中控单元控制旋转臂6旋转,当旋转臂6旋转到预设角度时,中控单元控制图像采集单元采集第一待焊接物和第二待焊接物端面的位置关系,中控单元判断待第一待焊接物和第二待焊接物的端面为平行状态;中控单元检测第一待焊接物和第二待焊接物的待焊接点距离初始焊接点的相对距离2.3m,并将r与预设焊接区域尺寸进行比对,其中r1=0.7m,中控单元判定该待焊接点未在第一预设焊接区域内,中控单元计算待焊接点与第一预设焊接区域3尺寸的差值
△
r1=1.6m,并将1.6m与预设差值进行比对,其中
△
ra=0.5,
△
rb=1.2,根据比对结果选择使用α2=1.4调节转轮21的转速v=0.4m/s,第一待焊接物和第二待焊接物的转轮21在调节后的转速v’=0.52m/s向靠近初始焊接点的方向旋转预设转轮转动时长t0=3s,以将第一待焊接物和第二待焊接物的待焊接点移动至第一预设焊接3内;中控单元根据图像采集单元采集到的图像信息判定第一待焊接物和第二待焊接物的端面间的焊接缝隙尺寸d=1.5cm,并与预设焊接缝隙尺寸d1=1cm和d2=2cm进行比对,根据比对结果确认焊接缝隙尺寸1.5cm在标准范围内,中控单元判定能够对第一待焊接物和第二待焊接物进行焊接操作。
43.实施例2,第一待焊接物和第二待焊接物根据焊接夹角需求将其侧端剪裁为对应的角度和尺寸;将第一待焊接物和第二待焊接物通过对应的夹持装置2固定于旋转臂6上端,中控单元控制旋转臂6旋转,当旋转到预设角度时,中控单元控制图像采集单元采集第一待焊接物
和第二待焊接物的端面的位置关系,中控单元判断第一待焊接物和第二待焊接物的端面为未平行状态;中控单元根据第一待焊接物和第二待焊接物端面连线的夹角ω=35
°
,中控单元控制第一待焊接物和第二待焊接物其中一个待焊接物所在的旋转臂6向远离另一个待焊接物的方向旋转ω’=17.5
°
以使第一待焊接物和第二待焊接物的端面平行;中控单元检测第一待焊接物和第二待焊接物的待焊接点距离初始焊接点的相对距离1m,并将1m与r1=0.7m进行比对,中控单元判定该待焊接点在第一预设焊接区域3内,中控单元根据通过所述图像采集单元采集到的图像信息获取的第一待焊接物和第二待焊接物间的焊接缝隙尺寸d=0.8cm,中控单元判定焊接缝隙尺寸小于预设标准d1=1cm,中控单元控制各夹持装置向远离待焊接物的方向移动d’=(d1-d)/2=0.1cm的距离以使第一待焊接物和第二待焊接物的焊接缝隙尺寸达到预设标准范围,中控控单元二次调节所述旋转臂向对应的方向旋转以使第一待焊接物和第二待焊接物的端面平行。
44.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
45.以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。 凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1