基于拖曳示教技术的压铸件去毛刺机器人机床的制作方法
1.本发明涉及压铸件表面处理技术领域,具体为基于拖曳示教技术的压铸件去毛刺机器人机床。
背景技术:
2.压铸件表面在合模位置处常常有飞边和毛刺,在铸造过程金属液流动不畅或者与模具壁面粘连时,也会在表面形成一些毛刺缺陷,这些表面缺陷都需要进行处理才能够作为合格工件入库或发货。
3.现有技术中,压铸件表面毛刺的去除一般都是通过抛丸、打磨等传统手段,工件置入抛丸机内进行长时间抛丸处理,毛刺才被除去,这样的去毛刺手段耗时较长且耗能也较大,机器占地大,打磨作业则需要工人手工进行,定位打磨位置,手动控制打磨机抵触力度,耗费人工,工作环境也恶劣。
4.尽管同一批次的工件上毛刺产生位置一般相同,只在某几个区域范围内产生,但是,现有技术中还没有一种去毛刺手段能够进行定点、定范围的高效率去毛刺处理。
技术实现要素:
5.本发明的目的在于提供基于拖曳示教技术的压铸件去毛刺机器人机床,以解决上述背景技术中提出的问题。
6.为了解决上述技术问题,本发明提供如下技术方案:
7.基于拖曳示教技术的压铸件去毛刺机器人机床,用作去除工件表面尖刺与飞边,机器人机床包括机械手、电解组件、电解液,机械手的活动端部设置电解组件抵触工件,电解液充斥电解组件所在空间并与工件表面接触。
8.工件被电解组件当做溶解端进行连接,工件表面的尖刺飞边位置由于外形曲率极大,其作为电极堆积的电荷也多,电荷越容易往尖刺位置流动,电解过程发生时,尖刺更容易溶解到电解液内,而无毛刺的表面则聚集较少的电荷,不容易发生电溶解作用。电解液根据工件材质不同而有不同的选择,主要是电解液的阳离子与工件的组成元素一致,一般的铸铁件用氯化铁电解液即可。
9.进一步的,机械手关节位置设置角度传感器,角度传感器互联至机械手控制台,控制台带有运动路径记录模块。机械手关节位置的角度传感器记录运动数据,实现操作者首次拖曳运动路径记录,之后,每一周期内,机械手沿重复路径移动,即为机械手领域的拖曳示教技术,可以用来对机械手运动路径进行手动适应性的自动编程定义,充分适应不同工件的去毛刺路径需求,电解组件对其下通过的工件的相同表面路线进行毛刺清理,因为工件的铸造飞边一般都在分模面附近,毛刺也多集中在此表面区域上,所以,通过拖曳示教,机械手只对工件的特定区域进行毛刺清理,提升处理效率。
10.进一步的,电解组件包括移动台板、阴极棒、阳极棒、直流电源,移动台板上端连接机械手移动端,移动台板侧面朝向工件的方向设置阳极棒,阳极棒抵住工件,阴极棒安装在
移动台板内,直流电源正负极分别连接阳极棒和阴极棒。
11.工件上待处理区域与阳极棒接触,工件表面到阴极棒之间存在电解液,集中大量电荷的毛刺位置被“溶解”到电解液内,电解液内的金属阳离子则在阴极棒上聚集成为金属单质,让电解液保持电中性,直流电源电压不易过大,只需要让毛刺上电荷密度达到电解程度即可,工件上除毛刺外的区域因为平整而表面电荷密度低,从而不容易发生电溶解。
12.进一步的,电解组件还包括预紧铰链,预紧铰链设置在阳极棒和移动台板的连接处,预紧铰链将阳极棒朝工件推挤。
13.阳极棒被预压抵紧在工件上,与工件保持良好接触,及时移动台板随着机械手按路径进行移动而触碰毛刺晃动时,也能及时抵紧工件。
14.作为一种进一步设计方案:机器人机床还包括海绵,海绵填充在移动台板内,海绵胀紧而与工件、阴极棒全部接触,海绵内蕴养电解液,移动台板远离工件的一端外部设有电解液存放罐,海绵还冒出一段插入电解液存放罐内。机器人机床还包括擦块,擦块设置在移动台板的侧壁上,在机械手运动路径上,擦块位于海绵的后方。海绵通过亲水性就可以汲取出电解液充分润湿自身,蕴藏在海绵内多孔通道的电解液作为工件表面与阴极棒之间的电解通道,建立电解过程,而海绵只会将电解液汲取润湿自身而不会让电解液快速的以流动形式脱离海绵,只有少量的液体附着在电解组件划过工件的路径表面,海绵再从存放罐内汲取液体补充。
15.擦块将海绵通过工件路径上的电解液擦除,防止在海绵已经通过的区域上还残留电解液并在工件通电时继续发生电溶解作用,损伤平整表面,只让海绵所在位置的工件与阴极棒建立电解作用,同一时间只对一处位置进行电溶解去毛刺作业。
16.作为另一种进一步设计方案:
17.去毛刺机床还包括输送槽,工件排列放置在输送槽内,输送槽内注满电解液,工件在置入输送槽内前使用毛刷顺着一个方向刷上一层绝缘漆。
18.直接将工件放置到一个电解液环境内,工件在电解组件下方停留,机械手带动电解组件划过工件表面进行去毛刺处理,待这一工件处理完毕后,只要阳极棒与这一工件脱离接触,则这一工件就不再进行电溶解作用,毛刷顺着一个方向刷绝缘漆,则只有平整的无毛刺平面才被完整覆盖,而飞边毛刺区域则会有一些未刷绝缘漆的裸露位置,在电解时,裸露的毛刺区域进行电解作业,毛刺被溶解。
19.进一步的,机器人机床还包括搅动桨叶,搅动桨叶设置在移动台板内,搅动桨叶的出流方向倾斜朝向工件,电解液内混有陶瓷粉末颗粒。
20.电解液被桨叶搅动撞向工件表面,而毛刺的电溶解过程中,毛刺根部与工件平整表面处比表面积大且曲率大,是电溶解速度较快的位置,从而毛刺会与工件表面的连接变得薄弱,电解液朝向毛刺的撞击就能够将毛刺撞击而脱落下来,增强去毛刺效果。
21.进一步的,机器人机床还包括刮刀,刮刀设置在移动台板侧壁上,在机械手控制电解组件的移动路径上,刮刀位于移动台板的后方,刮刀抵住工件表面。刮刀随着电解组件一同前进,将电溶解后薄弱的毛刺刮除。
22.与现有技术相比,本发明所达到的有益效果是:本发明通过将工件表面飞边毛刺暴露到电解液中,让工件作为电解过程阳极,在毛刺附近移动阴极,毛刺位置由于尖端的电荷聚集而溶解在电解液内的速度大大高于平整表面,毛刺与工件基体的连接被削弱后,只
需刮刀轻轻刮动即可去除毛刺,电解液可以是通过海绵蕴养的形式只存在在电解组件附近,或者遮蔽工件平整表面以及调整电解电压后让电解液充斥在工件所在环境中,只让机械手携带的电解组件通过位置处的毛刺进行电解作用,防止工件平整表面长时间暴露到电解环境内表面材质溶解,电解液包裹工件的设计中,还可以通过增添陶瓷颗粒核搅动桨叶的形式来促进毛刺从工件表面的脱离。
附图说明
23.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
24.图1是本发明的实施例二的外形结构示意图;
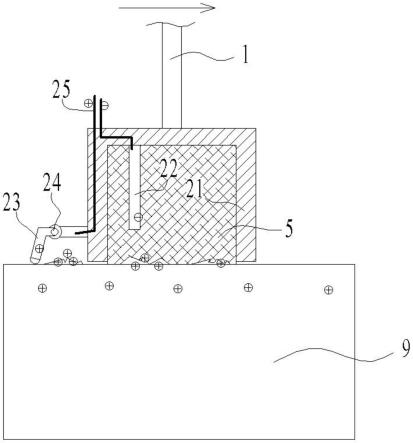
25.图2是本发明实施例一种电解组件处的结构示意图;
26.图3是本发明实施例二种电解组件处的结构示意图;
27.图中:1-机械手、2-电解组件、21-移动台板、22-阴极棒、23-阳极棒、24-预紧铰链、25-直流电源、3-输送槽、4-电解液、5-海绵、6-搅动桨叶、9-工件。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.实施例一:
30.基于拖曳示教技术的压铸件去毛刺机器人机床,用作去除工件9表面尖刺与飞边,机器人机床包括机械手1、电解组件2、电解液3,机械手1的活动端部设置电解组件2抵触工件9,电解液3充斥电解组件2所在空间并与工件9表面接触。
31.工件9被电解组件2当做溶解端进行连接,工件9表面的尖刺飞边位置由于外形曲率极大,其作为电极堆积的电荷也多,电荷越容易往尖刺位置流动,电解过程发生时,尖刺更容易溶解到电解液3内,而无毛刺的表面则聚集较少的电荷,不容易发生电溶解作用。电解液根据工件9材质不同而有不同的选择,主要是电解液的阳离子与工件9的组成元素一致,一般的铸铁件用氯化铁电解液即可。
32.机械手1关节位置设置角度传感器,角度传感器互联至机械手控制台,控制台带有运动路径记录模块。如图1所示,机械手关节位置的角度传感器记录运动数据,实现操作者首次拖曳运动路径记录,之后,每一周期内,机械手沿重复路径移动,电解组件2对其下通过的工件的相同表面路线进行毛刺清理,因为工件9的铸造飞边一般都在分模面附近,毛刺也多集中在此表面区域上,所以,通过拖曳示教,机械手1只对工件9的特定区域进行毛刺清理,提升处理效率。
33.电解组件2包括移动台板21、阴极棒22、阳极棒23、直流电源25,移动台板21上端连接机械手1移动端,移动台板21侧面朝向工件9的方向设置阳极棒23,阳极棒23抵住工件9,阴极棒22安装在移动台板21内,直流电源25正负极分别连接阳极棒23和阴极棒22。
34.如图2所示,工件9上待处理区域与阳极棒23接触,工件9表面到阴极棒22之间存在
电解液,集中大量电荷的毛刺位置被“溶解”到电解液内,电解液内的金属阳离子则在阴极棒22上聚集成为金属单质,让电解液保持电中性,直流电源25电压不易过大,只需要让毛刺上电荷密度达到电解程度即可,工件9上除毛刺外的区域因为平整而表面电荷密度低,从而不容易发生电溶解。
35.电解组件2还包括预紧铰链24,预紧铰链24设置在阳极棒23和移动台板21的连接处,预紧铰链24将阳极棒23朝工件9推挤。
36.如图2所示,阳极棒23被预压抵紧在工件9上,与工件9保持良好接触,及时移动台板21随着机械手1按路径进行移动而触碰毛刺晃动时,也能及时抵紧工件9。
37.机器人机床还包括海绵5,海绵5填充在移动台板21内,海绵5胀紧而与工件9、阴极棒22全部接触,海绵5内蕴养电解液4,移动台板21远离工件9的一端外部设有电解液4存放罐,海绵5还冒出一段插入电解液4存放罐内。海绵5通过亲水性就可以汲取出电解液4充分润湿自身,蕴藏在海绵5内多孔通道的电解液作为工件9表面与阴极棒22之间的电解通道,建立电解过程,而海绵5只会将电解液4汲取润湿自身而不会让电解液快速的以流动形式脱离海绵5,只有少量的液体附着在电解组件2划过工件9的路径表面,海绵5再从存放罐内汲取液体补充。
38.机器人机床还包括擦块,擦块设置在移动台板21的侧壁上,在机械手1运动路径上,擦块位于海绵5的后方。
39.擦块将海绵5通过工件9路径上的电解液擦除,防止在海绵5已经通过的区域上还残留电解液并在工件9通电时继续发生电溶解作用,损伤平整表面,只让海绵5所在位置的工件9与阴极棒22建立电解作用,同一时间只对一处位置进行电溶解去毛刺作业。
40.机器人机床还包括刮刀,刮刀设置在移动台板21侧壁上,在机械手1控制电解组件2的移动路径上,刮刀位于移动台板21的后方,刮刀抵住工件9表面。刮刀随着电解组件2一同前进,将电溶解后薄弱的毛刺刮除。
41.实施例二:
42.基于拖曳示教技术的压铸件去毛刺机器人机床,用作去除工件9表面尖刺与飞边,机器人机床包括机械手1、电解组件2、电解液3,机械手1的活动端部设置电解组件2抵触工件9,电解液3充斥电解组件2所在空间并与工件9表面接触。
43.电解组件2包括移动台板21、阴极棒22、阳极棒23、直流电源25,移动台板21上端连接机械手1移动端,移动台板21侧面朝向工件9的方向设置阳极棒23,阳极棒23抵住工件9,阴极棒22安装在移动台板21内,直流电源25正负极分别连接阳极棒23和阴极棒22。
44.去毛刺机床还包括输送槽3,工件9排列放置在输送槽3内,输送槽3内注满电解液4,工件9在置入输送槽3内前使用毛刷顺着一个方向刷上一层绝缘漆。
45.如图1、3所示,直接将工件9放置到一个电解液4环境内,工件9在电解组件2下方停留,机械手1带动电解组件2划过工件9表面进行去毛刺处理,待这一工件9处理完毕后,只要阳极棒23与这一工件9脱离接触,则这一工件9就不再进行电溶解作用,毛刷顺着一个方向刷绝缘漆,则只有平整的无毛刺平面才被完整覆盖,而飞边毛刺区域则会有一些未刷绝缘漆的裸露位置,在电解时,裸露的毛刺区域进行电解作业,毛刺被溶解。
46.机器人机床还包括搅动桨叶6,搅动桨叶6设置在移动台板21内,搅动桨叶6的出流方向倾斜朝向工件9,电解液4内混有陶瓷粉末颗粒。
47.如图3所示,电解液4被桨叶搅动撞向工件9表面,而毛刺的电溶解过程中,毛刺根部与工件平整表面处比表面积大且曲率大,是电溶解速度较快的位置,从而毛刺会与工件表面的连接变得薄弱,电解液4朝向毛刺的撞击就能够将毛刺撞击而脱落下来,增强去毛刺效果。
48.机器人机床还包括刮刀,刮刀设置在移动台板21侧壁上,在机械手1控制电解组件2的移动路径上,刮刀位于移动台板21的后方,刮刀抵住工件9表面。刮刀随着电解组件2一同前进,将电溶解后薄弱的毛刺刮除。
49.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
50.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1