一种基于多轴焊接机器人的焊缝跟踪方法与流程
1.本发明涉及焊缝跟踪技术领域,特别涉及一种基于多轴焊接机器人的焊缝跟踪方法。
背景技术:
2.焊缝跟踪技术具有非接触、精度高的优点,是实现焊接自动化与智能化的关键,焊接机器人在焊缝跟踪技术领域中应用广泛。
3.目前,焊接机器人通常为示教再现机器人,即采用“示教—再现”的工作方式,这样工作方式在进行焊缝跟踪时依赖示教的轨迹,适用范围小,对焊件横截面的形状的要求苛刻。故而,在焊缝跟踪技术领域有必要提供一种适用范围宽广且对焊件适配的焊缝跟踪方法。
技术实现要素:
4.为了解决现有技术中的问题,本发明实施例提供了一种基于多轴焊接机器人的焊缝跟踪方法。所述技术方案如下:
5.提供了一种基于多轴焊接机器人的焊缝跟踪方法,所述方法应用于多轴焊接机器人激光跟踪控制系统,所述系统包含多轴焊接机器人和扩展轴,所述多轴焊接机器人至少包括激光相机、以及机器人结构末端安装的焊枪,所述扩展轴的圆盘上固定有焊件,所述方法包括:
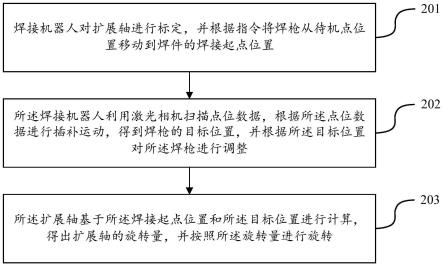
6.焊接机器人对扩展轴进行标定,并根据指令将焊枪从待机点位置移动到焊件的焊接起点位置;
7.所述焊接机器人利用激光相机扫描点位数据,根据所述点位数据进行插补运动,得到焊枪的目标位置,并根据所述目标位置对所述焊枪进行调整;
8.所述扩展轴基于所述焊接起点位置和所述目标位置进行计算,得出扩展轴的旋转量,并按照所述旋转量进行旋转。
9.本发明实施例提供的技术方案至少具有以下技术效果:
10.本发明实施例中,焊接机器人对扩展轴进行标定,并根据指令将焊枪从待机点位置移动到焊件的焊接起点位置;焊接机器人利用激光相机扫描点位数据,根据点位数据进行插补运动,得到焊枪的目标位置,并根据目标位置对焊枪进行调整;扩展轴基于焊接起点位置和目标位置进行计算,得出扩展轴的旋转量,并按照旋转量进行旋转。这样,焊接机器人基于焊枪的起点位置和激光相机扫描的点位数据,计算得出焊枪的目标位置,且扩展轴基于焊枪的起点位置和目标位置,计算得出旋转轴的旋转量,使得焊接机器人根据焊枪的目标位置,以及旋转轴根据旋转量,可以实现焊枪和旋转轴上焊件之间的同步调整,从而无需依赖示教的轨迹进行焊缝跟踪,扩大了适用范围。同时,焊接机器人通过激光相机对焊件进行扫描时,关注的是焊件上焊缝的情况,无需关注焊件的横截面形状,从而保证了焊缝跟踪与焊件的适配。
附图说明
11.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
12.图1是本发明实施例中多轴焊接机器人激光跟踪控制系统的示意图;
13.图2是本发明实施例中基于多轴焊接机器人的焊缝跟踪方法流程图。
具体实施方式
14.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
15.本发明实施例提供了一种基于多轴焊接机器人的焊缝跟踪方法,该方法可以应用于多轴焊接机器人激光跟踪控制系统中,如图1所示,该系统可以包括包含多轴焊接机器人和扩展轴。其中,多轴焊接机器人至少包括激光相机、以及机器人结构末端安装的焊枪,且扩展轴的圆盘上固定有焊件。
16.下面将结合具体实施方式,对图2所示的处理流程进行详细的说明,且该实施方式中,以焊件为小型管道为例进行说明,当然该实施方式同样适用于其它类型的焊件,本发明实施例对此并不做出限定。具体实施方式的内容可以如下:
17.s201,焊接机器人对扩展轴进行标定,并根据指令将焊枪从待机点位置移动到焊件的焊接起点位置。
18.在实施中,为了保证焊缝跟踪操作的准确性,在执行焊缝跟踪之前,焊接机器人需要对扩展轴进行标定。
19.可选的,焊接机器人对扩展轴进行标定的具体步骤可以如下:在扩展轴的圆盘建立笛卡尔坐标系,且笛卡尔坐标系的原点在扩展轴的轴线上。
20.实施中,在扩展轴的圆盘上建立笛卡尔坐标系o-xyz,并且扩展轴的旋转轴心过坐标系的原点,通过该坐标系来描述焊枪的位置,当扩展轴旋转时,坐标系跟随旋转,即使此时焊接机器人自身不动,焊枪在坐标系中的坐标也会发生变化。
21.可选的,在执行焊缝跟踪之前,焊接机器人需要将焊枪移动至焊接起点位置,具体步骤可以如下:焊接机器人接收寻位指令,并根据寻位指令将焊枪从待机点位置移动到焊件的焊接起点位置。
22.实施中,在进行焊接之前,焊接机器人根据用户输入的寻位指令,将焊枪从待机点位置向焊接起点位置过渡。另外,开始焊接前,焊接机器人的激光相机也需要进行静态寻位,即检查激光相机标定的精度,以及检查激光相机反馈的数据是否有效,从而保证焊枪可以正常工作。
23.s202,焊接机器人利用激光相机扫描点位数据,根据点位数据进行插补运动,得到焊枪的目标位置,并根据目标位置对所述焊枪进行调整。
24.在实施中,焊枪移动到焊接起点位置之后,便可以执行焊缝跟踪的工作,工作过程
中可以利用激光相机对焊缝进行扫描,确定焊枪路径,激光相机从焊枪路径扫描可以得到点位数据,并进一步计算得到焊枪的目标位置。
25.可选的,计算得到焊枪目标位置的具体步骤可以如下:基于所述笛卡尔坐标系,根据点位数据进行插补运动,按照以下公式计算得到焊枪的目标位置p:
[0026][0027]
其中,
i+k
为激光相机扫描的数据点,p
i+k-1
为与数据点p
i+k
相邻的前一个数据点,length为焊枪从焊接起点位置起需要运动的长度,disk为数据点p
i+k-1
到焊接起点位置的折线长度,ds为数据点p
i+k
到数据点p
i+k-1
之间的距离。
[0028]
可选的,在利用上述公式计算焊枪的目标位置之前,计算得出点位数据之间的距离,具体步骤可以如下:设定焊枪的当前位置pi与焊接起点位置p0的距离为distance,且设定delta=length-distance;
[0029]
按照以下公式计算焊枪的当前位置pi与焊接起点位置p0之间的距离dis:
[0030]
dis=|p0p1|+|p
i+1
p
i+2
|+
…
+|p
i+k-1
p
i+k
|
[0031]
若dis大于delta时,则确定焊枪的目标位置p在数据点p
i+k-1
与数据点p
i+k
之间。
[0032]
可选的,上述计算得出焊枪的目标位置之后,需基于目标位置对焊枪的位置进行调整,具体步骤可以如下:将焊枪目标位置p的坐标,映射到焊接机器人的基坐标系中,以使焊接机器人根据转换后的坐标,调整焊枪的位置。
[0033]
实施中,由于焊枪是由焊接机器人进行控制移动,则基于扩展轴的坐标系计算得出的焊枪目标位置p的坐标,需转换到焊接机器人的基坐标系中,以使焊机机器人根据转换后的坐标,调整焊枪的位置。
[0034]
s203,所述扩展轴基于所述焊接起点位置和所述目标位置进行计算,得出扩展轴的旋转量,并按照所述旋转量进行旋转。
[0035]
在本实施方式中,本领域技术人员可以理解的,在执行焊缝跟踪时,焊枪需要进行垂直方向和水平方向调整,本实施例中由于是以小型管道焊件为例进行说明,则焊枪的调整方向为上下垂直方向和水平方向,在扩展轴圆盘上的笛卡尔坐标系中,垂直方向实际指的是以x轴为基准的z轴方向进行调整,水平方式实际指的是以x轴为基准的y轴方向进行调整。
[0036]
在本实施方式中,需要焊接机器人和扩展轴相互配合才可实现焊缝跟踪,即焊接机器人仅根据激光相机反馈的点位数据,计算得出焊枪的目标位置,并按照目标位置将焊枪进行上下垂直方向的调整。至于水平方向,是无需调整焊枪的,而是由扩展轴旋转焊件进行移动配合。
[0037]
可选的,执行焊缝跟踪过程中,在确定扩展轴的旋转量时的具体步骤可以如下:计算焊枪起点位置与目标位置之间的夹角,并根据夹角计算得出扩展轴的旋转角度。
[0038]
可选的,由于焊枪起点位置与目标位置有可能并非在同一平面上,则计算焊枪起点位置与目标位置之间的夹角时的具体步骤可以如下:将所述起点位置和目标位置的坐标映射到笛卡尔坐标系中的o-xy平面上;
[0039]
按照以下公式计算所述焊枪起点位置与目标位置之间的夹角:
[0040]
cos(θ)=(ps0.x,ps0.y)(p0.x,p0.y)/(|(ps0.x,ps0.y)|*|(p0.x,p0.y)|)
[0041]
其中,θ为所述扩展轴的旋转角度,ps0(x,y)为所述起点位置映射到笛卡尔坐标系中的o-xy平面上的坐标,p0(x,y)为所述目标位置映射到笛卡尔坐标系中的o-xy平面上的坐标。
[0042]
可选的,考虑到扩展轴进行旋转时,需要参考焊件上焊缝的长度。即扩展轴旋转角度过大,则会导致焊枪实际的焊接路径,超出焊件上焊缝的长度范围。基于此,可以设置述扩展轴的旋转角度阈值。相应地,在计算得到扩展轴的旋转角度之后,具体处理步骤可以如下:当扩展轴的旋转角度大于等于旋转角度阈值时,停止焊接。
[0043]
可选的,为了保证焊缝跟踪过程中,焊枪与扩展轴的协同配合,需实现焊枪与扩展轴同步处理。具体处理步骤可以如下:焊接机器人获取扩展轴的旋转角度增量和扩展轴的电机脉冲增量的比例;当焊接机器人根据目标位置对焊枪进行调整时,以及当扩展轴按照旋转量进行旋转时,参考所述比例同步执行。
[0044]
在实施中,焊接机器人在获取到扩展轴的旋转角度增量和扩展轴的电机脉冲增量的比例之后,便可计算得出焊件的旋转速度,即焊件在水平方向的移动速度,根据焊件在水平方向的移动速度便可计算得出焊枪在上下垂直方向的移动速度,以使得焊枪移动过程和扩展轴旋转过程的同步,从而实现焊缝跟踪过程中的定点保持。
[0045]
本发明实施例中,焊接机器人对扩展轴进行标定,并根据指令将焊枪从待机点位置移动到焊件的焊接起点位置;焊接机器人利用激光相机扫描点位数据,根据点位数据进行插补运动,得到焊枪的目标位置,并根据目标位置对焊枪进行调整;扩展轴基于焊接起点位置和目标位置进行计算,得出扩展轴的旋转量,并按照旋转量进行旋转。这样,焊接机器人基于焊枪的起点位置和激光相机扫描的点位数据,计算得出焊枪的目标位置,且扩展轴基于焊枪的起点位置和目标位置,计算得出旋转轴的旋转量,使得焊接机器人根据焊枪的目标位置,以及旋转轴根据旋转量,可以实现焊枪和旋转轴上焊件之间的同步调整,从而无需依赖示教的轨迹进行焊缝跟踪,扩大了适用范围。同时,焊接机器人通过激光相机对焊件进行扫描时,关注的是焊件上焊缝的情况,无需关注焊件的横截面形状,从而保证了焊缝跟踪与焊件的适配。
[0046]
本领域普通技术人员可以理解实现上述实施例的全部或部分步骤可以通过硬件来完成,也可以通过程序来指令相关的硬件完成,所述的程序可以存储于一种计算机可读存储介质中,上述提到的存储介质可以是只读存储器,磁盘或光盘等。
[0047]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1