一种高精度工业母机用进给装置及其控制方法与流程
1.本发明涉及工业母机技术领域,更具体地说,它涉及一种高精度工业母机用进给装置及其控制方法。
背景技术:
2.工作母机是制造机器和机械的机器,又称工具机,主要有车床、铣床、刨床、钻床、镗床、磨床、制齿机等。工作母机制造业为各类工业提供各种机械设备,是构成现代工业的心脏,是机器制造业的主要生产品之一。
3.目前的高精度工业母机在工作过程中需要配合进给装置进行使用,进给装置将加工件进给至指定位置进行加工,不过目前的进给装置都是通过丝杠传动驱动进给架移动,整个进给装置无法进行拆卸,不方便进给装置的清理以及维修。并且目前的进给装置在加工完一个加工件后需要人为及时补入加工件,这样导致加工件的整体加工效率并不高。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的在于提供一种高精度工业母机用进给装置及其控制方法。
5.为实现上述目的,本发明提供了如下技术方案:
6.一种高精度工业母机用进给装置,包括进给底座,所述进给底座两侧均转动安装有滚珠丝杠,所述滚珠丝杠两端螺纹面沿中部呈对称设置,所述滚珠丝杠两端螺纹连接两个调节块,所述调节块上转动安装有连接杆,两个连接杆均转动连接调节架,所述调节架上转动安装有调节皮带,所述调节皮带上固定安装有固定块,所述固定块用于推动进给架移动,所述进给架设置于两个调节架之间;
7.所述进给架上固定安装有定位架,所述定位架上设置有位移传感器,所述定位架上转动安装有若干旋转架,所述旋转架上固定安装有两个限位组件,所述限位组件用于驱动限位架移动,所述限位架上转动安装有进出皮带,所述旋转架上固定安装有两个定位组件,所述定位组件用于驱动定位板移动,所述定位板上设置有激光传感器;
8.还包括控制器,控制器根据位移传感器的信号控制调节组件,位移传感器用于检测定位架的移动距离,控制器根据激光传感器的信号控制定位组件与进出组件,激光传感器用于检测是否有加工件。
9.进一步的,所述进给底座上固定安装有两个调节组件,两个调节组件与两个滚珠丝杠一一对应,所述调节组件用于驱动滚珠丝杠旋转。
10.进一步的,所述调节架上转动安装有若干皮带轮,若干皮带轮之间通过调节皮带传动连接,所述调节架上固定安装有驱动组件,所述驱动组件用于驱动皮带轮旋转。
11.进一步的,所述旋转架上固定安装有旋转套,所述定位架内转动安装有若干旋转轮,若干旋转套与若干旋转轮一一对应,所述旋转套与旋转轮相互接触,所述定位架内转动安装有若干传动轮,若干传动轮与若干旋转轮一一对应,所述传动轮同轴连接旋转轮,若干
传动轮之间通过传动皮带传动连接,所述定位架上固定安装有旋转组件,所述旋转组件用于驱动传动轮旋转。
12.进一步的,所述限位架上转动安装有若干进出轮,若干进出轮之间通过进出皮带传动连接,所述限位架上固定安装有进出组件,所述进出组件用于驱动进出轮旋转。
13.进一步的,两个限位组件呈相对设置,两个定位组件呈相对设置。
14.进一步的,一种高精度工业母机用进给装置的控制方法,包括如下步骤:
15.步骤一:依次向旋转架内放入多个加工件,限位组件驱动限位架移动,进而两个限位架上的两个进出皮带对加工件进行限位,而后进出组件驱动进出轮旋转,进出轮带动进出皮带旋转,两个进出皮带对多个加工件进行水平反向输送,当激光传感器感应到第一个加工件被输送至两个定位板之间时,进出皮带停止旋转,同时定位组件驱动定位板移动,两个定位板配合对第一个加工件进行定位;
16.步骤二:控制器控制调节组件驱动滚珠丝杠旋转,滚珠丝杠带动两个调节块相向移动,两个调节块配合连接杆带动调节架水平移动,进而两个调节架相向移动,控制器控制驱动组件启动,驱动组件驱动皮带轮旋转,多个皮带轮带动调节皮带旋转,调节皮带带动固定块移动,进而固定块推动进给架移动,进给架带动定位架移动,位移传感器将定位架的移动距离发送给控制器,当定位架的移动距离达到位移传感器的阈值时,控制器关闭调节组件,旋转组件驱动传动轮旋转,多个传动轮之间通过传动皮带同向转动,传动轮同轴带动旋转轮旋转,旋转轮配合旋转套带动旋转架旋转,进而带动加工间旋转,满足不同的加工需求,当第一个加工件加工完成后,两个进出皮带输送出旋转架,而后对后续加工件重复步骤一进行加工。
17.与现有技术相比,本发明具备以下有益效果:
18.1、设置两个可以调节的调节架以及相应结构,调节皮带配合固定块可以带动进给架移动,不再使用传统的丝杠传动驱动进给架,可以在进给装置不使用时将进给架拆下,方便对进给架上相应结构的清理以及维修;
19.2、在定位架上设置多个可以旋转的旋转架,使得进给装置可以同时对多个加工件进行进给,方便后续的加工,同时一个旋转架内可以安装多个加工件,在前一个加工件加工完成后可以自动补入后续加工件,不再需要人为及时补入加工件,提高加工件的加工效率。
附图说明
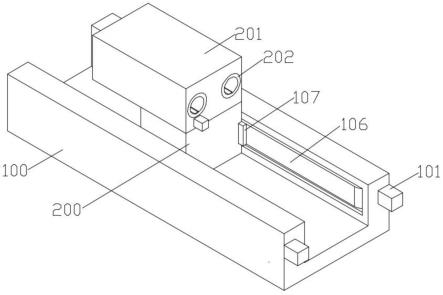
20.图1为一种高精度工业母机用进给装置的结构示意图;
21.图2为本发明进给底座的内部结构图;
22.图3为本发明定位架的结构示意图;
23.图4为本发明定位架的内部结构图;
24.图5为本发明旋转架的内部结构图。
25.100、进给底座;101、调节组件;102、滚珠丝杠;103、调节块;104、连接杆;105、调节架;106、调节皮带;107、固定块;108、驱动组件;200、进给架;201、定位架;202、旋转架;203、旋转轮;204、传动轮;205、传动皮带;206、旋转套;207、旋转组件;208、限位组件;209、限位架;210、进出皮带;211、进出组件;212、定位组件;213、定位板。
具体实施方式
26.参照图1至图5,一种高精度工业母机用进给装置,包括进给底座100,进给底座100两侧均转动安装有滚珠丝杠102,滚珠丝杠102两端螺纹面沿中部呈对称设置,滚珠丝杠102两端螺纹连接两个调节块103,调节块103上转动安装有连接杆104,两个连接杆104均转动连接调节架105,调节架105上转动安装有调节皮带106,调节皮带106上固定安装有固定块107,固定块107用于推动进给架200移动,进给架200设置于两个调节架105之间。进给底座100上固定安装有两个调节组件101,调节组件101可以是电机、回转气缸,两个调节组件101与两个滚珠丝杠102一一对应,调节组件101用于驱动滚珠丝杠102旋转。调节架105上转动安装有若干皮带轮,若干皮带轮之间通过调节皮带106传动连接,调节架105上固定安装有驱动组件108,驱动组件108可以是电机、回转气缸,驱动组件108用于驱动皮带轮旋转。设置两个可以调节的调节架105以及相应结构,调节皮带106配合固定块107可以带动进给架200移动,不再使用传统的丝杠传动驱动进给架200,可以在进给装置不使用时将进给架200拆下,方便对进给架200上相应结构的清理以及维修。
27.进给架200上固定安装有定位架201,定位架201上设置有位移传感器,定位架201上转动安装有若干旋转架202,旋转架202上固定安装有两个限位组件208,限位组件208可以是气缸、油缸,限位组件208用于驱动限位架209移动,限位架209上转动安装有进出皮带210,旋转架202上固定安装有两个定位组件212,定位组件212可以是气缸、油缸,定位组件212用于驱动定位板213移动,定位板213上设置有激光传感器。旋转架202上固定安装有旋转套206,定位架201内转动安装有若干旋转轮203,若干旋转套206与若干旋转轮203一一对应,旋转套206与旋转轮203相互接触,定位架201内转动安装有若干传动轮204,若干传动轮204与若干旋转轮203一一对应,传动轮204同轴连接旋转轮203,若干传动轮204之间通过传动皮带205传动连接,定位架201上固定安装有旋转组件207,旋转组件207可以是电机、回转气缸,旋转组件207用于驱动传动轮204旋转。限位架209上转动安装有若干进出轮,若干进出轮之间通过进出皮带210传动连接,限位架209上固定安装有进出组件211,进出组件211用于驱动进出轮旋转。两个限位组件208呈相对设置,两个定位组件212呈相对设置。在定位架201上设置多个可以旋转的旋转架202,使得进给装置可以同时对多个加工件进行进给,方便后续的加工,同时一个旋转架202内可以安装多个加工件,在前一个加工件加工完成后可以自动补入后续加工件,不再需要人为及时补入加工件,提高加工件的加工效率。
28.还包括控制器,控制器根据位移传感器的信号控制调节组件101,位移传感器用于检测定位架201的移动距离,控制器根据激光传感器的信号控制定位组件212与进出组件211,进出组件211可以是电机、回转气缸,激光传感器用于检测是否有加工件。
29.工作原理:
30.步骤一:依次向旋转架202内放入多个加工件,限位组件208驱动限位架209移动,进而两个限位架209上的两个进出皮带210对加工件进行限位,而后进出组件211驱动进出轮旋转,进出轮带动进出皮带210旋转,两个进出皮带210对多个加工件进行水平反向输送,当激光传感器感应到第一个加工件被输送至两个定位板213之间时,进出皮带210停止旋转,同时定位组件212驱动定位板213移动,两个定位板213配合对第一个加工件进行定位;
31.步骤二:控制器控制调节组件101驱动滚珠丝杠102旋转,滚珠丝杠102带动两个调节块103相向移动,两个调节块103配合连接杆104带动调节架105水平移动,进而两个调节
架105相向移动,控制器控制驱动组件108启动,驱动组件108驱动皮带轮旋转,多个皮带轮带动调节皮带106旋转,调节皮带106带动固定块107移动,进而固定块107推动进给架200移动,进给架200带动定位架201移动,位移传感器将定位架201的移动距离发送给控制器,当定位架201的移动距离达到位移传感器的阈值时,控制器关闭调节组件101,旋转组件207驱动传动轮204旋转,多个传动轮204之间通过传动皮带205同向转动,传动轮204同轴带动旋转轮203旋转,旋转轮203配合旋转套206带动旋转架202旋转,进而带动加工间旋转,满足不同的加工需求,当第一个加工件加工完成后,两个进出皮带210输送出旋转架202,而后对后续加工件重复步骤一进行加工。
32.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本模板的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1