冲压成型方法与流程
本发明涉及一种用于将板材成型为规定形状的冲压成型方法。
背景技术:
1、汽车的外板(outer panel)一般通过对由金属构成的板材进行冲压成型(pressmolding)来生产。在冲压成型中,当在金属板材上形成小曲率半径的棱线部时会产生褶皱或裂纹,因此需要先进的技术。例如,国际公开第2019/102972号公开一种冲压成型方法,该方法通过第1工序和第2工序来形成小曲率半径小的棱线部,其中,在第1工序中,成型半径比棱线部的边缘半径大的中间成型体,在第2工序中,由中间成型体形成目标成型体。
技术实现思路
1、在上述的冲压成型方法中,通过预先以向目标成型体的外侧膨出的方式设置中间成型体,来预先确保形成棱线部时的伸展(伸长)余量。然而,当与棱线部相邻的平面的角度(夹角θ)变小时,棱线部附近的伸展进一步增大,需要进一步增大中间成型体的膨出。然而,已经判明:若中间成型体的膨出过大,则当通过上模和压板(blank holder)来夹持中间成型体时中间成型体会与上模相接触,从而导致难以通过上模和压板来夹持中间成型体,并且成型品会产生损伤。
2、本发明的目的在于解决上述的技术问题。
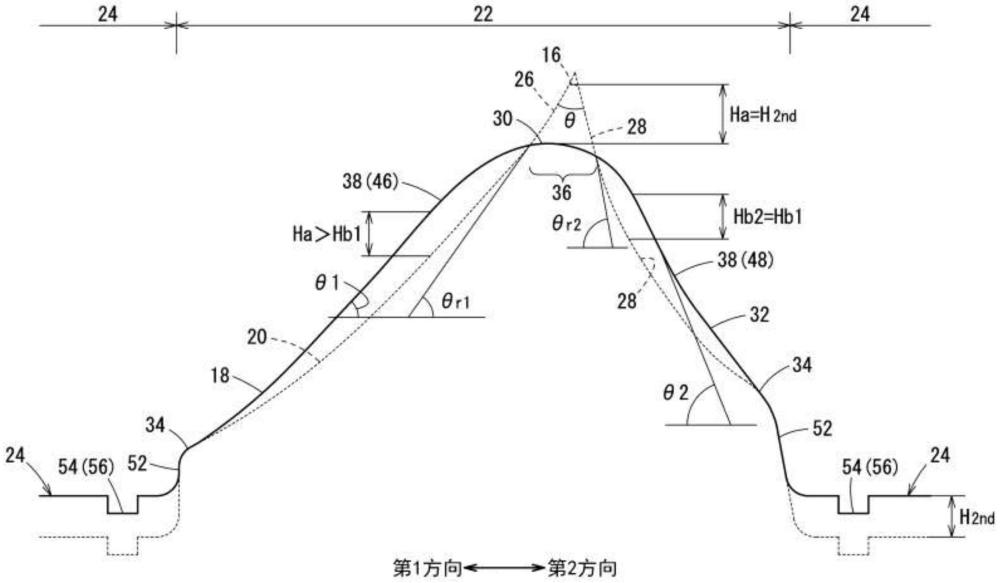
3、以下记载的一方式公开一种冲压成型方法,该冲压成型方法具有第1工序和第2工序,在所述第1工序中,冲压板材来形成中间成型体,所述中间成型体具有边缘半径比目标成型体的棱线部的边缘半径大的中间棱线部;在所述第2工序中,冲压所述中间成型体来形成包括所述棱线部的所述目标成型体,在与所述棱线部的延伸方向正交的方向的截面中,所述中间成型体在夹角中心线的两侧具有比所述目标成型体向边缘半径的外侧膨出的第1松弛部和第2松弛部,其中所述夹角中心线是指将夹着所述目标成型体的所述棱线部的第1边和第2边的角度二等分的线。
4、上述方式的冲压成型方法中,在中间成型体上在夹角中心线的两侧设置松弛部,据此能够抑制目标成型体和中间成型体的松弛部在行程方向(stroke direction)上的最大偏差,从而能够抑制中间成型体与上模相干涉。
5、通过参照附图对以下实施方式所做的说明,上述的目的、特征及优点应易于被理解。
技术特征:
1.一种冲压成型方法,其具有第1工序和第2工序,
2.根据权利要求1所述的冲压成型方法,其特征在于,
3.根据权利要求2所述的冲压成型方法,其特征在于,
4.根据权利要求3所述的冲压成型方法,其特征在于,
5.根据权利要求1~4中任一项所述的冲压成型方法,其特征在于,
技术总结
本发明公开一种冲压成型方法,该冲压成型方法具有第1工序和第2工序,在所述第1工序中,冲压板材(18)来形成中间成型体(32),所述中间成型体(32)具有边缘半径比目标成型体(20)的棱线部(16)的边缘半径大的中间棱线部(30);在所述第2工序中,冲压所述中间成型体(32)来形成包括棱线部(16)的目标成型体(20),在与棱线部(16)的延伸方向正交的方向的截面(62)中,在中间成型体(32)上,在将夹着目标成型体(20)的棱线部(16)的第1边(64)和第2边(66)的角度二等分的夹角中心线(50)的两侧设置比目标成型体(20)向边缘半径的外侧膨出的第1松弛部(46)和第2松弛部(48)。据此,能够抑制中间成型体与上模相干涉。
技术研发人员:松谷健司,高桥纯辉
受保护的技术使用者:本田技研工业株式会社
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!