一种多轴联动自动焊接系统及排气管智能制造平台的制作方法
1.本发明属于先进制造与自动化技术领域,尤其涉及一种多轴联动自动焊接系统及排气管智能制造平台。
背景技术:
2.焊接是现代机械制造业中必不可少的一-种加工工艺方法,在汽车制造、工程机械、摩托车等行业中占有重要的地位。过去采用人工操作焊接加工是一项繁重的工作,随着许多焊接结构件的焊接精度和速度要求越来越高,一般工人已难以胜任这一工作。此外,焊接时的电弧、火花与烟雾等对人体会造成伤害,焊接制造工艺的复杂性、劳动强度、产品质量、批量等要求,使得焊接工艺对于自动化、机械化的要求极为迫切。
3.焊接机器人是集机械、计算机、电子、传感器、人工智能等多方面知识技术于一体的现代化、自动化设备。焊接机器人主要由机器人和焊接设备两.大部分构成。机器人由机器人本体和控制系统组成。焊接设备以点焊为例,则由焊接电源、专用焊枪、传感器、修磨器等部分组成。此外,还有相应的系统保护装置。
4.目前焊接机器人应用中,均以焊接机器人工作站进行焊接,虽然周边配以工装或附加运动设备,仍然存在如下问题:1、机器人不能联动,等待时间长,生产效率低;2、多维度焊口及焊点位不能连续焊接,造成漏焊、焊缝不熔合、焊道外观不连续等缺陷;3在焊接过程中,焊口受热面积的增大导致焊道的变形,致使错焊、漏焊等缺陷;4、焊接机器人工作站焊接的产品种类单一,更换产品耗时耗成本;5、焊接机器人工作站体积大、安装繁琐;6、焊接机器人工作站精度差、操作困难。
技术实现要素:
5.鉴于上述问题,本发明的目的在于提供一种多轴联动自动焊接系统及排气管智能制造平台,旨在解决上述技术问题。
6.本发明采用如下技术方案:
7.一方面所述多轴联动自动焊接系统,包括底座,所述底座上安装有c轴回转机构,所述c轴回转机构包括旋转梁,所述旋转梁两端向两侧均固定有支撑梁,同侧的支撑梁之间有a轴翻转变位机构,所述旋转梁中央安装有z轴焊接机器人。
8.进一步的,所述a轴翻转变位机构包括安装在其中一根支撑梁上的减速组件以及安装在另一根支撑梁上的轴承组件,所述减速组件和轴承组件的中心轴上均安装有l型转板,两块l型转板之间连接有连接板,所述l型转板内侧向下安装有气缸,所述气缸末端有压板,所述压板底部固定有上导向板,所述减速组件的输入轴有伺服电机。
9.进一步的,所述l型转板的水平部上且位于上导向板下方有万向球移栽机构,所述万向球移栽机构后侧有限位块,前侧有前导向板,所述上导向板的内侧向下固定有导向条,所述上导向板底面向下设置有定位销。
10.进一步的,所述上导向板、导向条和前导向板的前端均为坡面结构。
11.进一步的,所述底座包括底盘框架,所述底盘框架中央有支撑台,所述支撑台内安装有旋转电机,所述旋转电机通过减速机连接转动平台,所述旋转梁固定至所述转动平台,所述支撑台两侧有止推气缸,所述止推气缸的输出端有止推销,所述旋转梁底部设有与止推销对应的行程开关。
12.进一步的,所述底盘框架一侧有一对v型定位块以及位于v型定位块之间的固定块,所述底盘框架四角还有地脚支架,所述底盘框架底部还有脚杯。
13.进一步的,所述旋转梁一端有清枪器,另一端有送料机构。
14.另一方面,所述排气管智能制造平台包括所述多轴联动自动焊接系统,还包括多工位上料系统、取料夹具存储库、搬运机器人、成品夹具存储库、刻印单元设备、输送线、在线检测系统、在线检测夹具存储库、多功能焊接系统、工装小车中转站、成品缓存台、返修缓存台。
15.本发明的有益效果是:
16.(1)本发明集机、电、气、智能等技术形成一体式,通过将工装布置于a轴翻转变位机构上,使得其能够达到不同焊口以实现连续焊接的过程,配合焊接机器人进行多轴联动操作,提高了生产效率、杜绝了漏焊、错焊和焊接不良、减小了体积、安装方便;
17.(2)本发明中的c轴回转机构与基座形成中心定位安装,配合a轴翻转变位机构,实现产品一次装夹,提高了焊接精度;同时,通过预制多个产品装夹至多个工装,提高了产品上下料的速度,避免了焊接机器人等待时间过长;
18.(3)本发明的a轴翻转变位机构通过上导向板、前导向板、限位块、导向条精确导向与快速限位,并配合气缸、定位销先后的精确定位与固定,实现多品种产品的快速切换,提高了设备的兼容性,降低了产品换代的成本和用时;
19.(4)本发明还提供了一种排气管智能制造平台,能够实现排气管等产品的智能化上料、焊接、输送、检修等流程,有利于提高排气管制造的智能化和生产效率。
附图说明
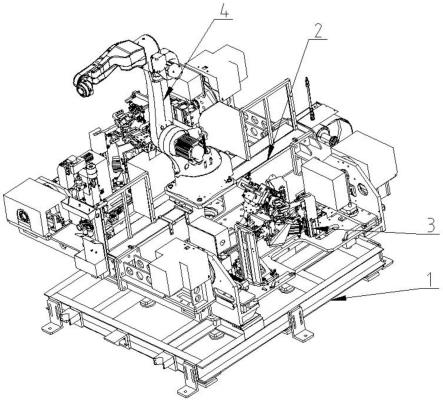
20.图1是本发明实施例提供的多轴联动自动焊接系统的立体图;
21.图2是本发明实施例提供的c轴回转机构一视角结构图;
22.图3是本发明实施例提供的旋转电机位置结构图;
23.图4是本发明实施例提供的c轴回转机构另一视角结构图;
24.图5是本发明实施例提供的底座的结构图;
25.图6是本发明实施例提供的行程开关位置的结构图;
26.图7是本发明实施例提供的不带工装的a轴翻转变位机构的结构图;
27.图8是本发明实施例提供的带工装的a轴翻转变位机构的结构图;
28.图9是本发明实施例提供的a轴翻转变位机构局部结构图;
29.图10是本发明实施例提供的排气管智能制造平台平面示意图。
具体实施方式
30.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并
不用于限定本发明。
31.为了说明本发明所述的技术方案,下面通过具体实施例来进行说明。
32.图1示出了本发明实施例提供的多轴联动自动焊接系统的结构,为了便于说明仅示出了与本发明实施例相关的部分。
33.如图1、2所示,所述多轴联动自动焊接系统底座1,所述底座1上安装有c轴回转机构2,所述c轴回转机构2包括旋转梁21,所述旋转梁21两端向两侧均固定有支撑梁29,同侧的支撑梁29之间有a轴翻转变位机构3,所述旋转梁21中央安装有z轴焊接机器人4。
34.作为一种具体安装结构,图示中,z轴焊接机器人通过固定销25和固定螺柱24锁紧固定在旋转梁21上,支撑梁29通过圆柱销27和横向螺柱26固定在旋转梁21一侧,且旋转梁21和支撑梁29之间还设有连接条。使得z轴焊接机器人、旋转梁、支撑梁整体结构非常稳定牢固。另外,所述旋转梁一端有清枪器210,另一端有送料机构211。所述清枪器210用于清除z轴焊接机器人4的焊渣、瘤;所述送料机构211用于输送焊料,提高z轴焊接机器人4的焊接效率。
35.本结构中,c轴回转机构、a轴翻转变位机构和z轴焊接机器人等实现多轴同时联动,三个机构相互协同运行。将工装安装于a轴翻转变位机构,通过搬运机器人从上料台取出产品放于翻转变位机构上的工装上,在c轴回转机构驱动下,旋转梁可正负转动,可调整a轴翻转变位机构的方向,便于安装工装。同时a轴翻转变位机构可翻转,使得能够达到不同焊口以实现连续焊接过程,配合焊接机器人进行多轴联动操作,提高了生产效率。下面对系统各部分组成结构进一步说明。
36.结合图3、4、5所示,所述底座1包括底盘框架11,所述底盘框架11中央有支撑台119,所述支撑台119内安装有旋转电机12,所述旋转电机12通过减速机117连接转动平台。图示中,所述转动平台包括支撑平面16和轴承组件13以及连接轴19,连接轴19受到减速机117驱动。所述旋转梁21底部有支撑架23,所述支撑架23安装至所述转动平台。作为具体结构,所述支撑台底部有底板118,减速机117和旋转电机12整体通过螺钉111安装在底板118上,减速机117和旋转电机12精确定位与固定,提高了装配效率。另外,所述支撑台119两侧有止推气缸,所述止推气缸的输出端有止推销110,所述旋转梁21底部设有与止推销110对应的行程开关212。
37.本结构中,旋转梁以支撑架为支点,承载四根支撑梁和z轴焊接机器人等,通过支撑架形成中心定位,并与底座形成精确定位和固定。旋转电机驱动转动平台转动,进而驱动旋转梁、支撑梁和z轴焊接机器人整体转动,可自由往返180
°
操作灵活,运行平稳。旋转梁21底部有定位槽,行程开关212位于定位槽内,如图6所示,当旋转梁转动到位后,止推气缸驱动止推销上移至定位槽,直至抵触行程开关212,给止推气缸发出到位信号,完成制动。本结构通过设置形成开关可提高c轴回转机构2制动定位精度和操作便利性。
38.作为所述底座的一种具体结构,所述底盘框架11一侧有一对v型定位块17以及位于v型定位块之间的固定块18,所述底盘框架11四角还有地脚支架15,所述底盘框架11底部还有脚杯114。图示中,所述地脚支架115上有螺栓孔,通过地埋螺栓固定,底盘框架11四角内侧还有螺杆113。通过螺杆和脚杯调整可提高基座的平面精度,并通过地脚支架的可调工艺孔调整高度后螺栓固定。底座1是多轴联动自动焊接系统的基础机构,为焊接框架结构,用于承载本系统自重和连接地面固定,保持系统设备的稳定。通过所述v型定位块和固定块
与预设对接设备,比如小车,实现精确定位与固定。具体的,装有工装的小车底部抵触至v型定位块的凹槽,并通过v型定位块矫正位置,然后卡入固定块实现小车固定,方便工作人员从小车上将工装推至a轴翻转变位机构。
39.作为所述a轴翻转变位机构的一种具体结构,结合图7、8、9所示,所述a轴翻转变位机构3包括安装在其中一根支撑梁上的减速组件32以及安装在另一根支撑梁上的轴承组件34,所述减速组件32和轴承组件34的中心轴上均安装有l型转板310,两块l型转板310之间连接有连接板311,所述l型转板310内侧向下安装有气缸33,所述气缸33末端有压板,所述压板底部固定有上导向板37,所述减速组件32的输入轴有伺服电机31。两块l型转板与连接板形成整体,私服电机通过减速组件驱动l型转板、连接板整体转动,另一端的轴承组件作为转动支撑。
40.l型转板具有水平部和竖直部,气缸安装在竖直部内侧,气缸可驱动上导向板上下移动。每侧的l型转板水平部和上导向板之间形成空间,将工装的端部插入该空间后,上导向板下压固定住工装。进一步作为优选结构,所述l型转板的水平部上且位于上导向板下方有万向球移栽机构312,所述万向球移栽机构312后侧有限位块36,前侧有前导向板35,所述上导向板37的内侧向下固定有导向条38,所述上导向板37底面向下设置有定位销39。所述万向球移栽机构312启动后,有滚球突出表面,将工装推入后,工装两端承载在滚球上,方便推动工装直至后侧的限位块,然后万向球移栽机构关闭,回落至表面以下,最后上导向板下压,固定工装;同时定位销39落入工装两端对应的定位孔内,进一步完成锁定。所述上导向板、导向条和前导向板的前端均为坡面结构,便于导向插入工装。
41.本系统的工作过程如下:运送装有工装的小车与v型定位块和固定块对接,完成小车定位和固定;驱动c轴回转机构,通过行程开关检测和止推销完成制动,使得一侧的a轴翻转变位机构对准小车,启动小车上的举模器和a轴翻转变位机构的万向移栽机构,从小车上将工装推入至万向移栽机构上,过程中,通过上导向板、限位块、导向条前导向板进行初定位,移动到位后,气缸驱动上导向板下压,通过定位销完成精确定位与压紧,工装安装完毕;然后采用同样方式,使得另一侧的a轴翻转变位机构对准小车,同样完成工作安装。驱动c轴回转机构回至初始位;然后将产品装夹于工装中,然后z轴焊接机器人启动焊接产品上需要焊接的部位,a轴翻转变位机进行
±
360
°
变位协同,并驱动c轴回转机构旋转+180
°
;然后另一个a轴翻转变位机构进行上料等待,待上一件产品根据工艺设计工序焊接完毕,驱动c轴回转机构-180
°
将待焊产品至焊接点位,然后z轴焊接机器人再次启动焊接产品上需要焊接的部位,a轴翻转变位机进行
±
360
°
变位协同,同时取下之前焊接完的产品,如此往复。
42.另外,如图10所示,本实施例还提供了一种排气管智能制造平台,包括所述多轴联动自动焊接系统100,还包括多工位上料系统200、取料夹具存储库300、搬运机器人400、成品夹具存储库500、刻印单元设备600、输送线700、在线检测系统800、在线检测夹具存储库900、多功能焊接系统1000、工装小车中转站1100、成品缓存台1200、返修缓存台1300,多功能焊接系统1000上还有清枪装置1400。
43.在本发明实施例中,多功能焊接系统是另一类型的焊接系统,工装小车中转站是小车的停放中转站,所述搬运机器人用于焊接完成后搬运,所述输送线用于传输产品,所述多工位上料系统用于产品上料,所述刻印单元设备用于产品刻印标记,所述取料夹具存储库、成品夹具存储库、在线检测夹具存储库等为各种夹具的存储库,可灵活设置。所述成品
缓存台、返修缓存台分别用于缓存合格产品和缓存返修产品。进一步可以设置烟雾分离系统对焊接产生的烟雾进行分离。另外还可以设置中央控制系统、控制柜集成中心、安全防护系统等进行平台控制。平台的这些模块可以整体应用也可单元模块应用,还可作为单机应用。
44.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1