带三个内筋的高强轻质2A14铝合金薄壁锥筒环件的成形工艺
带三个内筋的高强轻质2a14铝合金薄壁锥筒环件的成形工艺
技术领域
1.本发明涉及环件轧制技术领域,尤其是涉及带三个内筋的高强轻质2a14铝合金薄壁锥筒环件的成形工艺。
背景技术:
2.新型航天装备为了提升运载能力、速度、航程等关键性能指标,其主体结构大量采用轻质高强薄壁带筋整体结构。大型铝合金薄壁带内筋锥筒环件是航天装备的关键主承载构件,其整体化成形有利于航天装备实现大运力远航程的需求。此类构件内壁形状复杂(含上中下三个内筋),具有壁薄、截面突变且尺寸跨度大的特点(壁厚与筋高、筋宽相差近10倍,壁厚与环件轴向高度相差近60倍,壁厚与外径相差112倍)。同时采用高强度变形铝合金材料,各向力学性能一致性要求高。铝合金薄壁带内筋锥筒环件的极端结构和材料难加工特性使得其制造质量、效率及成本控制难度极大。高性能、高效率、低成本铝合金带筋锥筒制造技术是我国新型航天装备发展的重大需求。
3.环件轧制(简称环轧)是无缝环筒类构件先进塑性成形技术,它利用轧辊的旋转驱动与直线进给作用使环坯产生连续局部塑性变形,进而实现整体直径扩大、壁厚减薄和截面轮廓成形。环轧工艺具有成形性能好、精度高、效率高等综合优点,是当前航天轻质高强复杂环件的国际主流制造技术,在航天装备壳段、过渡环、端框等关键构件制造中广泛应用。利用传统环轧工艺直接轧制薄壁带内筋锥筒环件存在以下困难与挑战:
4.(1)传统环轧过程中,薄壁环件由于刚度较低,极易发生塑性失稳,从而导致其难以稳定轧制成形;
5.(2)对于截面形状复杂的带筋环件,其轧制过程中必须通过轴向重新分配金属以填充孔型,即大量金属必须沿轴向长距离转移充填型腔才能实现不同位置筋的成形。
6.然而,环件轧制过程中金属主要沿周向流动用于直径扩大,而难以轴向长距离流动成形内筋,易出现填不满等缺陷。
7.工业上制造铝合金薄壁带内筋锥筒通常采用两种方法:
8.(1)将铝合金薄板卷起来,再焊接成薄壁圆筒,并将环形筋部通过铆钉或焊接的方式连接到铝合金卷板焊成的圆筒上,得到铝合金薄壁带内筋锥筒。这种加工方式产生的环件在焊接位置容易破裂且加入的铆钉不利于轻量化;
9.(2)将矩形截面坯料轧制成直径更大的矩形截面环件,再采用切削加工的方法获得复杂截面的环件。这种加工方式存在材料利用率低(不足10%)、加工周期长、轧制形成的完整金属流线被切除,产品性能难以保证的问题。
10.目前,针对环件一体化成形技术的研究极少涉及带三个内筋薄壁锥筒环件的近净成形制造。武汉理工韩星会等人提出了一种闭式轧制成形新方法。闭式轧制是在环件外部套一个内外径尺寸固定的环形约束模,使其限制环坯金属的周向流动,限制环件直径的扩大。环件金属的周向流动被约束可促进金属沿轴向流动填充孔型。在变形后期,环坯外表面与约束模内表面相贴合也利于薄壁低刚度的环件稳定轧制成形且成形后的环件外表面圆
度好。韩星会等人针对内台阶筒形件、内深槽环等环筒构件的成形设计出对应的闭式轧制方案(发明专利号:zl201310047365.5、zl201310047889.4、zl201711148558.4)。由于锻件截面形状较为简单,只涉及单个筋的孔型填充,利用矩形截面坯料即可成形目标环件;田端阳等(constraining ring rolling of thin-walled conical rings with transverse ribs.doi:10.1016/j.ijmecsci.2022.107394)研究了含上下两筋的小尺寸环件的闭式轧制成形工艺方案及工业试验,通过闭式轧制使矩形截面坯料的金属沿轴向向两端流动以填充上下筋。最近,钱东升等(申请号:cn202110890579.3)针对带上中下三筋的复杂截面薄壁环件(不带锥度),提出了开式轧制+闭式轧制的复合成形想法:先将矩形截面环坯通过开式轧制获得大直径的矩形截面预锻件,之后将轴向高度较低的矩形截面预锻件通过闭式轧制得到轴向高度更高的目标锻件,期望在闭式轧制过程中,矩形截面预锻件径向壁厚不断降低,轴向高度不断增加,且三筋协同成形。
11.但是针对带上中下三筋的复杂截面薄壁锥筒环件,直接采用矩形截面坯料进行成形存在以下问题:
12.(1)由于金属在轴向上的流动差异,直接采用矩形截面坯料会导致中间筋生长速度高于上下两个筋,无法实现三筋的协同成形;
13.(2)部分孔型过度填充会导致环件成形力急剧增大,导致无法找到满足成形吨位要求的设备;
14.(3)由于环件壁薄,且环件顶部存在需要金属填充的上端筋孔型,若预锻件在闭式轧制过程中存在轴向高度的不断增加,轴向生长的薄壁由于刚度差极容易在上端筋的孔型处发生弯折缺陷。
15.综上所述,目前环件一体化成形研究尚未涉及带上中下三筋的复杂截面薄壁锥筒环件的成形。面对新型航天装备铝合金带内筋锥筒环件的高性能、高效率、低成本制造发展需求,迫切需要设计适合带三个内筋薄壁锥筒环件的近净轧制成形技术,大幅减少切削加工,保留轧制形成的完整金属流线和细密晶粒组织,从而大幅提高产品性能、制造效率和材料利用率。
技术实现要素:
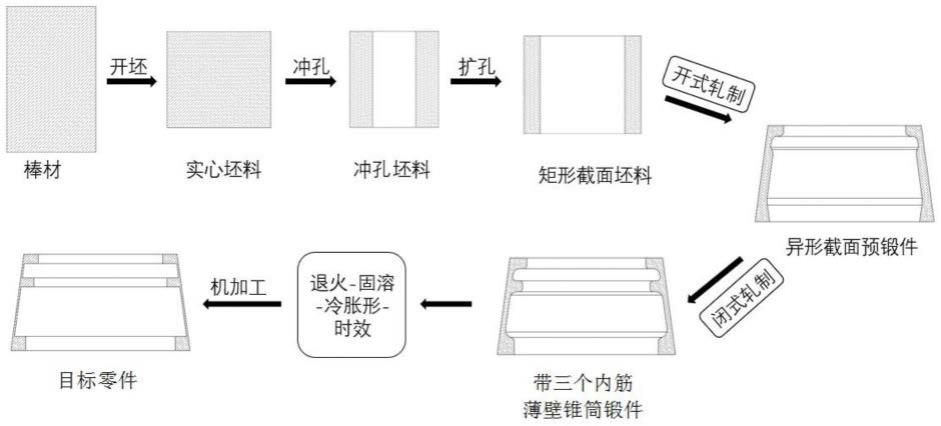
16.为了解决上述问题,本发明的目的是提供带三个内筋的高强轻质2a14铝合金薄壁锥筒环件的成形工艺。本发明首先通过开式轧制先将矩形截面坯料成形出异形截面预锻件,之后将异形截面预锻件通过闭式轧制成形出带三个内筋薄壁锥筒锻件。本发明降低了矩形截面坯料直接成形三筋薄壁锥筒环件的难度,一体化成形能力强,提高材料利用率,最大限度保留轧制形成的完整金属流线,并提高环件的力学性能。
17.本发明的目的可以通过以下技术方案来实现:
18.本发明提供一种带三个内筋的高强轻质2a14铝合金薄壁锥筒环件的成形工艺,包括以下步骤:
19.(1)将利用高强轻质2a14铝合金预制的矩形截面坯料套在开式轧制芯辊上,控制辗环机使开式轧制主辊与矩形截面坯料相接触,完成一次装配;
20.(2)启动辗环机驱动开式轧制主辊朝开式轧制芯辊方向作直线进给运动,且开式轧制主辊进行自转运动;矩形截面坯料和开式轧制芯辊在摩擦力的带动下分别绕其轴线自
转,利用上锥辊和下锥辊控制矩形截面坯料的轴向高度,开式轧制过程中,开式轧制主辊对矩形截面坯料施加压力,使矩形截面坯料与开式轧制芯辊外周面逐渐接触,直至矩形截面坯料完全填充主辊与芯辊构成的型腔;完成开式轧制,获得上端筋和下端筋预成型的异形截面预锻件;
21.(3)将异形截面预锻件约束于约束辊的内部型腔中,将异形截面预锻件和约束辊加热后套在闭式轧制芯辊上;启动辗环机使闭式轧制主辊和约束辊的外周面贴合,闭式轧制芯辊的外周面与异形截面预锻件的内周面相贴合,完成二次装配;
22.(4)启动辗环机驱动闭式轧制主辊朝闭式轧制芯辊方向作直线进给运动,且闭式轧制主辊进行自转运动;闭式轧制主辊与约束辊之间所产生的摩擦力则带动约束辊、异形截面预锻件和闭式轧制芯辊绕其轴线自转;在闭式轧制过程中,闭式轧制主辊推动约束辊对异形截面预锻件施加压力,使预锻件与闭式轧制芯辊外周面逐渐接触,直至异形截面预锻件完全填充满约束辊与闭式轧制芯辊构成的型腔,完成闭式轧制;后处理得到上端筋、中间筋和下端筋成型的薄壁锥筒环件,也即带三个内筋的高强轻质2a14铝合金薄壁锥筒环件(也简称为“带三个内筋薄壁锥筒环件”)。
23.在本发明的一个实施方式中,步骤(1)中,所述高强轻质2a14铝合金中各物质重量百分比如下:
24.含si量0.85%、含fe量0.35%、含cu量4.45%、含mn量0.7%、含mg量0.5%、含cr量0.05%、含zn量0.125%、含ti量0.075%、含zr量0.025%、余量为al。
25.在本发明的一个实施方式中,矩形截面坯料的预制方法具体如下:
26.(1.1)将高强轻质2a14铝合金棒料加热至变形温度,保温后开坯、冲孔获得初始坯料;
27.(1.2)将步骤(1.1)制备得到的初始坯料进行扩孔得到矩形截面坯料。
28.在本发明的一个实施方式中,步骤(2)中,进给运动过程中,进给速度为0.7-1.2mm/s;
29.开式轧制主辊自转转速为3.14rad/s。
30.在本发明的一个实施方式中,步骤(2)中,上锥辊通过沿轴向向下的进给运动控制坯料的轴向高度,进给速度为0-0.4mm/s;下锥辊无轴向的进给运动。
31.在本发明的一个实施方式中,步骤(3)中,加热温度为450-470℃;加热时间为4h。
32.在本发明的一个实施方式中,步骤(4)中,进给运动过程中,进给速度范围0.5-0.7mm/s;闭式轧制主辊自转转速为3.14rad/s。
33.在本发明的一个实施方式中,步骤(4)中,所述后处理具体如下:
34.异形截面预锻件完全填充满约束辊与闭式轧制芯辊构成的型腔后,依次对其进行退火、固溶、冷胀形和时效处理,最后通过切削处理得到带三个内筋的高强轻质2a14铝合金薄壁锥筒环件。
35.在本发明的一个实施方式中,固溶处理过程中,温度为500-504℃,时间为2h。
36.在本发明的一个实施方式中,时效处理过程中,温度为150-154℃,时间为5h。
37.闭式轧制芯辊外轮廓与目标零件(带三个内筋的高强轻质2a14铝合金薄壁锥筒环件)的内轮廓一致;异形截面预锻件的外表面与约束辊内表面贴合。
38.工作原理:
39.开式轧制:启动辗环机驱动开式轧制主辊朝开式轧制芯辊方向作径向直线进给运动。变形过程中矩形截面坯料上下两个端面一直受到上锥形辊和下锥形辊的轴向约束,利于环件端面保持平整。在开式轧制过程中开式轧制主辊通过摩擦力带动坯料、芯辊绕其自身轴线转动,环件在开式轧制主辊和开式轧制芯辊构成的孔型中发生径向壁厚减小、内外直径扩大、截面轮廓成形的连续局部塑性变形。
40.闭式轧制:启动辗环机驱动闭式轧制主辊朝闭式轧制芯辊方向作径向直线进给运动。闭式轧制主辊带动约束辊及其内部的异形截面预锻件绕其自身轴线旋转,套在异形截面预锻件内部的闭式轧制芯辊也被动旋转,异形截面预锻件在约束辊和闭式轧制芯辊构成的闭式孔型中产生径向壁厚减小、外径和轴向高度保持不变、截面轮廓成形的连续局部塑性变形。当闭式轧制主辊完成其设定的径向进给运动时,异形截面预锻件经反复旋转轧制,2a14铝合金逐渐充满由约束辊和闭式轧制芯辊构成的型腔直至辗环变形结束。
41.目前已发表的异形截面环件的一体化成形研究基本是采用矩形截面坯料成形无锥度的异形截面环件。若采用矩形截面坯料直接形成带三个内筋薄壁锥筒锻件会存在三筋无法协同成形而导致的孔型填不满或部分孔型过度填充导致的轧制力剧增等问题。本发明针对含上、中、下三种内筋的薄壁锥筒环件具有中间筋填充速度快,而上下两端筋成形速度慢的特点,设计出一种异形截面预锻件用于带三个内筋薄壁锥筒环件的成形。从工业应用的角度,针对带三个内筋薄壁锥筒环件的一体化成形设计出了“矩形截面坯料-异形截面预锻件-带三个内筋薄壁锥筒锻件”的开式-闭式复合轧制成形方法。
42.针对带三个内筋薄壁锥筒锻件上端筋和下端筋的成形速度较中间筋更慢的问题,本发明设计了一种开式轧制方案,先让矩形截面坯料预先成形部分上端筋和下端筋,开式轧制结束后得到了一种异形截面预锻件;考虑到目标零件薄壁,筋部填充困难的特点,本发明进一步对异形截面预锻件进行闭式轧制,使其继续成形上端筋和下端筋,同时在闭式轧制过程中形成新的中间筋;最终成形出三筋填充良好,没有凸起、折叠等缺陷,且外表面成形性良好的带三个内筋薄壁锥筒锻件。
43.与矩形截面坯料直接成形带三个内筋薄壁锥筒锻件相比,异形截面预锻件存在以下优势:
44.(1)异形截面预锻件上下两端截面轮廓变化趋势与目标锻件近乎一致,降低了上下两筋成形的难度;
45.(2)异形截面预锻件中下端壁厚较厚,在闭式轧制芯辊外表面作用力的影响下,靠近下端筋的2a14铝合金受到沿轴向向上作用的轴向分力,从而使中下端的2a14铝合金向上流动,利于环件中间筋的成形;
46.(3)异形截面预锻件中上端在保证上端筋填充的前提下设计成内凹形,可以避免上端筋的过度填充,进而避免靠近下端筋的2a14铝合金过度向上流动所导致的下端筋拉缩缺陷。
47.与现有技术相比,本发明具有以下有益效果:
48.本发明首先通过开式轧制得到一种用于闭式轧制的异形截面预锻件,与矩形截面预锻件相比,能实现带三个内筋薄壁锥筒环件的三筋协同成形。与工业常用的机加工成形工艺相比,一体化成形能力强,大幅度降低了对原材料重量的需求,小规格铸锭即可满足制造需求,并且机加余量更小,最大限度保留了轧制形成的完整金属流线,材料利用率由之前
的不足10%提高到了60%,减少了后续机加工制造过程中的变形趋势,成形周期也大大缩短。
附图说明
49.图1为带三个内筋的高强轻质2a14铝合金薄壁锥筒环件的成形工艺流程示意图;
50.图2为开式轧制前矩形截面坯料与开式轧制主辊、开式轧制芯辊和锥辊的位置分布;
51.图3为开式轧制结束后孔型填充情况;
52.图4为闭式轧制前异形截面预锻件与闭式轧制主辊、闭式轧制芯辊和约束辊的位置分布;
53.图5为闭式轧制结束后孔型填充情况;
54.图6为带三个内筋薄壁锥筒环件结构示意图;
55.图中标号:1、开式轧制主辊;2、开式轧制芯辊;3、上锥辊;4、下锥辊;5、矩形截面坯料;6、闭式轧制主辊;7、闭式轧制芯辊;8、约束辊;9、异形截面预锻件;10、下挡板;11、带三个内筋薄壁锥筒锻件;12、上端筋;13、中间筋;14、下端筋;15、带三个内筋薄壁锥筒环件。
具体实施方式
56.本发明提供一种带三个内筋的高强轻质2a14铝合金薄壁锥筒环件的成形工艺,包括以下步骤:
57.(1)将利用高强轻质2a14铝合金预制的矩形截面坯料套在开式轧制芯辊上,控制辗环机使开式轧制主辊与矩形截面坯料相接触,完成一次装配;
58.(2)启动辗环机驱动开式轧制主辊朝开式轧制芯辊方向作直线进给运动,且开式轧制主辊进行自转运动;矩形截面坯料和开式轧制芯辊在摩擦力的带动下分别绕其轴线自转,利用上锥辊和下锥辊控制矩形截面坯料的轴向高度,开式轧制过程中,开式轧制主辊对矩形截面坯料施加压力,使矩形截面坯料与开式轧制芯辊外周面逐渐接触,直至矩形截面坯料完全填充主辊与芯辊构成的型腔;完成开式轧制,获得上端筋和下端筋预成型的异形截面预锻件;
59.(3)将异形截面预锻件约束于约束辊的内部型腔中,将异形截面预锻件和约束辊加热后套在闭式轧制芯辊上;启动辗环机使闭式轧制主辊和约束辊的外周面贴合,闭式轧制芯辊的外周面与异形截面预锻件的内周面相贴合,完成二次装配;
60.(4)启动辗环机驱动闭式轧制主辊朝闭式轧制芯辊方向作直线进给运动,且闭式轧制主辊进行自转运动;闭式轧制主辊与约束辊之间所产生的摩擦力则带动约束辊、异形截面预锻件和闭式轧制芯辊绕其轴线自转;在闭式轧制过程中,闭式轧制主辊推动约束辊对异形截面预锻件施加压力,使预锻件与闭式轧制芯辊外周面逐渐接触;当闭式轧制结束,异形截面预锻件完全填充满约束辊与闭式轧制芯辊构成的型腔,后处理得到上端筋、中间筋和下端筋成型的薄壁锥筒环件,也即带三个内筋的高强轻质2a14铝合金薄壁锥筒环件。
61.在本发明的一个实施方式中,步骤(1)中,所述高强轻质2a14铝合金中各物质重量百分比如下:
62.含si量0.85%、含fe量0.35%、含cu量4.45%、含mn量0.7%、含mg量0.5%、含cr量
0.05%、含zn量0.125%、含ti量0.075%、含zr量0.025%、余量为al。
63.在本发明的一个实施方式中,矩形截面坯料的预制方法具体如下:
64.(1.1)将高强轻质2a14铝合金棒料加热至变形温度,保温后开坯、冲孔获得初始坯料;
65.(1.2)将步骤(1.1)制备得到的初始坯料进行扩孔得到矩形截面坯料。
66.在本发明的一个实施方式中,步骤(2)中,进给运动过程中,进给速度为0.7-1.2mm/s;
67.开式轧制主辊自转转速为3.14rad/s。
68.在本发明的一个实施方式中,步骤(2)中,上锥辊通过沿轴向向下的进给运动控制坯料的轴向高度,进给速度为0-0.4mm/s;下锥辊无轴向的进给速度。
69.在本发明的一个实施方式中,步骤(3)中,加热温度为450-470℃;加热时间为4h。
70.在本发明的一个实施方式中,步骤(4)中,进给运动过程中,进给速度范围0.5-0.7mm/s;闭式轧制主辊自转转速为3.14rad/s。
71.在本发明的一个实施方式中,步骤(4)中,所述后处理具体如下:
72.异形截面预锻件完全填充满约束辊与闭式轧制芯辊构成的型腔后,依次对其进行退火、固溶、冷胀形和时效处理,最后通过切削处理得到带三个内筋的高强轻质2a14铝合金薄壁锥筒环件。
73.在本发明的一个实施方式中,固溶处理过程中,温度为500-504℃,时间为2h。
74.在本发明的一个实施方式中,时效处理过程中,温度为150-154℃,时间为5h。
75.下面结合附图和具体实施例对本发明进行详细说明。
76.在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
77.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
78.在本实施例的描述中,术语“上”、“下”、“左”“右”、等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
79.开式轧制:
80.辗环机中的主辊采用开式轧制主辊1,芯辊采用开式轧制芯辊2,上锥辊3和下锥辊4分别与矩形截面坯料5的上下端面相切接触。
81.闭式轧制:
82.辗环机中的主辊采用闭式轧制主辊6,芯辊采用闭式轧制芯辊7,约束辊8套设于芯
辊外部并与闭式轧制主辊6外周面贴合。
83.下述实施例中,材料为2a14铝合金(alcu4.5si0.9ti),其主要化学元素含量(重量百分比)为:含si量0.85%、含fe量0.35%、含cu量4.45%、含mn量0.7%、含mg量0.5%、含cr量0.05%、含zn量0.125%、含ti量0.075%、含zr量0.025%、余量为al。
84.实施例1
85.本实施例提供一种带三个内筋的高强轻质2a14铝合金薄壁锥筒环件的成形工艺,如图1所示,包括以下步骤:
86.(1)将2a14铝合金棒料加热至其变形温度460℃,保温6h后,经镦粗(开坯)、冲孔获得冲孔坯料;
87.(2)将步骤(1)得到的冲孔坯料重新加热至460℃并保温4h后进行扩孔得到目标内径的矩形截面坯料5;
88.(3)将步骤(2)得到的矩形截面坯料5套在辗环机的开式轧制芯辊2上,控制辗环机使开式轧制所需的模具(开式轧制主辊1、开式轧制芯辊2、上锥辊3和下锥辊4)与矩形截面坯料5相接触,完成开式轧制前的模具与矩形截面坯料5的装配(图2);沿开式轧制主辊1与开式轧制芯辊2的中心距方向存在两种配合:开式轧制芯辊2的外周面与矩形截面坯料5的内环面,开式轧制主辊1的外周面与矩形截面坯料5的外周面之间分别相切接触;同时,上锥辊3和下锥辊4分别沿矩形截面坯料5的上、下端面夹持住矩形截面坯料5;
89.(4)启动辗环机驱动开式轧制主辊1朝着开式轧制芯辊2方向作直线进给运动,进给速度范围1.0mm/s,同时开式轧制主辊1进行转速为3.14rad/s的自转运动;矩形截面坯料5和开式轧制芯辊2则在摩擦力的带动下绕其轴线自转;同时,上锥辊3和下锥辊4绕各自的中心轴线旋转;上锥辊3沿轴向向下运动来控制矩形截面坯料5的轴向高度(0-0.4mm/s),而下锥辊4无轴向的进给运动;在环轧过程中,开式轧制主辊1对矩形截面坯料5施加压力,使矩形截面坯料5与开式轧制芯辊2外周面逐渐接触,直至矩形截面坯料5完全填充开式轧制主辊1与开式轧制芯辊2构成的型腔(图3);此时开式轧制结束,获得异形截面预锻件9(此时,预成形上端筋12和下端筋14);
90.(5)将步骤(4)得到的异形截面预锻件9放入约束辊8的内部型腔中,并用螺栓将下挡板10和约束辊8紧固在一起,使异形截面预锻件9约束于约束辊8和下挡板10所构成的封闭型腔之中。此时,预锻件的外周面和上顶面与约束辊8型腔相贴合,而异形截面预锻件9的下底面与下挡板10的表面相贴合;
91.(6)将装配好的异形截面预锻件9、约束辊8和下挡板10放进加热炉中460℃保温4h;将辗环机上的开式轧制芯辊2和开式轧制主辊1更换为闭式轧制主辊6和闭式轧制芯辊7,将加热完成后的异形截面预锻件9和约束辊8套在闭式轧制芯辊7上;启动辗环机使闭式轧制主辊6和约束辊8的外周面贴合,闭式轧制芯辊7的外周面与异形截面预锻件9的内周面相贴合,实现闭式轧制的初始装配(图4);
92.(7)启动辗环机驱动闭式轧制主辊6作直线进给运动,进给速度范围0.5-0.7mm/s,同时主辊进行转速为3.14rad/s自转运动;闭式轧制主辊6与约束辊8之间所产生的摩擦力则带动约束辊8、异形截面预锻件9和闭式轧制芯辊7绕其轴线自转;在闭式轧制过程中,闭式轧制主辊6推动约束辊8对异形截面预锻件9施加压力,使异形截面预锻件9与闭式轧制芯辊7外周面逐渐接触;当闭式轧制结束,2a14铝合金完全填充满约束辊8与闭式轧制芯辊7构
成的型腔(图5),可获得近净成形(中间筋13也成形)的带三个内筋薄壁锥筒锻件11(重量为18.42kg);
93.(8)对完全充满轧制孔型,并且表面无任何凸起、折叠现象的近净成形的带三个内筋薄壁锥筒锻件11先在380℃下退火,之后同炉进行固溶处理(在502℃保温2h后置于37℃水中冷却),为了避免机械加工过程薄壁锥筒锻件的变形,对固溶后的近净成形的带三个内筋薄壁锥筒锻件11进行冷胀形;随后对其进行时效处理(152℃保温5h),以达到预期力学性能要求;最终通过少量切削加工得到目标零件(11.09kg),也即带三个内筋薄壁锥筒环件15(图6)。
94.锻造完成时的重量为18.42kg,切削后得到的目标零件重量为11.09kg,利用率高达60.21%,远大于现有技术的利用率(不足10%)。
95.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1