一种用于车床加工斜孔的装夹装置的制作方法
本发明涉及一种用于车床加工斜孔的装夹装置,属于机械加工。
背景技术:
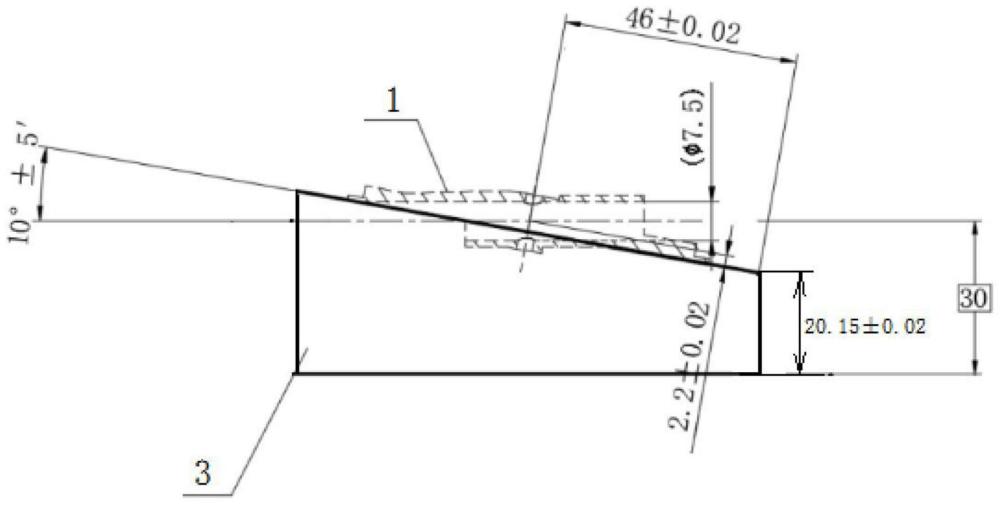
1、如图1至图6所示,碟板零件包括碟板和圆柱,圆柱贯穿碟板,并与碟板呈一定夹角,圆柱上同轴设有φ7.5斜孔,加工该斜孔需要保证的尺寸为:斜孔中轴线与碟板大端面b之间的夹角为10°±15′。采用车床上常规的三爪、四爪卡盘不能对碟板零件进行定位装夹,所以一般采用数控车床加工φ7.5斜孔,然而数控车床加工效率低,不适用于大批量碟板零件斜孔加工。
2、公开号为cn210189072u的中国专利文献,公开了一种用于飞机结构件斜孔加工的夹持装置,包括:调节板,其设于车床的工作台上,所述调节板上设置用于夹持飞机结构件的夹持机构;铰接杆,其沿前后方向水平延伸、并设置有外螺纹,所述铰接杆的一端通过底座与工作台固接、另一端适配有螺母,所述调节板的右端穿设在铰接杆上;伸缩机构,其设于所述工作台上,所述伸缩机构的顶端与调节板的左端铰接、底端与工作台铰接,所述伸缩机构通过调节自身长度来调整安装板左端的高度;所述铰接杆的高度与伸缩机构底端铰接部的高度相同。可以灵活地调整飞机结构件的倾斜角度,且调整过程方便,可以根据所需的倾斜角度直接确定伸缩机构的长度,无需反复测算、调试,便于加工飞机结构件上的斜孔。
3、该夹持装置主要用于装夹条、杆状飞机结构件,虽然夹持装置中的两个夹持机构也可以实现碟板零件装夹,但是,每装夹一次都需要旋转碟板零件,以将圆柱校正至与车床主轴同轴的位置,碟板零件定位装夹慢,导致碟板零件上的斜孔加工效率仍然较低。
技术实现思路
1、为解决上述技术问题,本发明提供了一种用于车床加工斜孔的装夹装置。
2、本发明通过以下技术方案得以实现:
3、一种用于车床加工斜孔的装夹装置,包括车床夹具和垫块,所述车床夹具包括夹具本体和设在夹具本体一端的锁紧机构,所述垫块设在锁紧机构上,所述垫块的顶面相对底面倾斜布置,所述垫块的顶部设有避让槽和两个定位组件,且避让槽位于两个定位组件之间。
4、所述车床夹具为弯板式车床夹具。
5、所述锁紧机构包括弯板及并排设在弯板顶部的两根定位销a和两个压紧组件,且两根定位销a位于两个压紧组件之间。
6、所述弯板呈l形,且弯板的顶面与夹具本体的中轴线平行,压紧组件包括支撑柱、钩形压板和锁紧螺母,支撑柱的一端与弯板连接,钩形压板活动套装在支撑柱上,锁紧螺母与支撑柱螺纹连接,且钩形压板位于锁紧螺母和弯板之间。
7、所述定位组件为一阶梯销轴,垫块上设有定位孔b,阶梯销轴的一端插入定位孔b内。
8、所述垫块上设有两个定位孔a,且避让槽位于两个定位孔a之间。
9、所述垫块的纵截面形状呈直角梯形。
10、本发明的有益效果在于:垫块的顶面相对底面倾斜,以补偿碟板零件上斜孔中轴线与碟板大端面b之间的夹角,使碟板零件安放到垫块上后,斜孔的中轴线与夹具本体的中轴线平行;通过阶梯销轴准确定位碟板零件在垫块上的安装位置,以使斜孔中轴线与夹具本体的中轴线重合,所以装置能够对碟板零件实现快速定位装夹,有助于提高碟板零件上斜孔的加工效率。
技术特征:
1.一种用于车床加工斜孔的装夹装置,其特征在于:包括车床夹具(2)和垫块(3),所述车床夹具(2)包括夹具本体和设在夹具本体一端的锁紧机构,所述垫块(3)设在锁紧机构上,所述垫块(3)的顶面相对底面倾斜布置,所述垫块(3)的顶部设有避让槽(31)和两个定位组件,且避让槽(31)位于两个定位组件之间。
2.如权利要求1所述的用于车床加工斜孔的装夹装置,其特征在于:所述车床夹具(2)为弯板式车床夹具。
3.如权利要求1或2所述的用于车床加工斜孔的装夹装置,其特征在于:所述锁紧机构包括弯板(20)及并排设在弯板(20)顶部的两根定位销a(21)和两个压紧组件,且两根定位销a(21)位于两个压紧组件之间。
4.如权利要求3所述的用于车床加工斜孔的装夹装置,其特征在于:所述弯板(20)呈l形,且弯板(20)的顶面与夹具本体的中轴线平行;压紧组件包括支撑柱(22)、钩形压板(23)和锁紧螺母(24),支撑柱(22)的一端与弯板(20)连接,钩形压板(23)活动套装在支撑柱(22)上,锁紧螺母(24)与支撑柱(22)螺纹连接,且钩形压板(23)位于锁紧螺母(24)和弯板(20)之间。
5.如权利要求1所述的用于车床加工斜孔的装夹装置,其特征在于:所述定位组件为一阶梯销轴,垫块(3)上设有定位孔b(32),阶梯销轴的一端插入定位孔b(32)内。
6.如权利要求1所述的用于车床加工斜孔的装夹装置,其特征在于:所述垫块(3)上设有两个定位孔a(30),且避让槽(31)位于两个定位孔a(30)之间。
7.如权利要求1所述的用于车床加工斜孔的装夹装置,其特征在于:所述垫块(3)的纵截面形状呈直角梯形。
技术总结
本发明公开了一种用于车床加工斜孔的装夹装置,属于机械加工技术领域。该装置包括车床夹具和垫块,所述车床夹具包括夹具本体和设在夹具本体一端的锁紧机构,所述垫块设在锁紧机构上,所述垫块的顶面相对底面倾斜布置,所述垫块的顶部设有避让槽和两个定位组件,且避让槽位于两个定位组件之间。垫块的顶面相对底面倾斜,以补偿碟板零件上斜孔中轴线与碟板大端面B之间的夹角,使碟板零件安放到垫块上后,斜孔的中轴线与夹具本体的中轴线平行;通过阶梯销轴准确定位碟板零件在垫块上的安装位置,以使斜孔中轴线与夹具本体的中轴线重合,所以装置能够对碟板零件实现快速定位装夹,有助于提高碟板零件上斜孔的加工效率。
技术研发人员:徐齐
受保护的技术使用者:贵州枫阳液压有限责任公司
技术研发日:
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!