热轧螺纹钢切分轧制线差控制方法与流程
1.本发明涉及螺纹钢切分轧制领域,具体而言,涉及一种热轧螺纹钢切分轧制线差控制方法。
背景技术:
2.热连轧棒材生产中,切分是提高产量的一个重要途径。在切分轧制中切分的均匀性及稳定性极为重要,是影响产品质量及产量的因素之一,保证切分稳定性也可降低安全风险。
3.采用多线切分轧制相比于单线轧制有产量高、能耗低、轧制道次少、合理分配电机负载等明显优势。但采用切分轧制技术会产生一个技术问题即切分各线线差不均匀性。
4.产生线差的直接原因是各成品孔的前滑值不同导致出口速度差异,使切分各线成品螺纹钢的长度不一致。当产生线差时,会对切分各线横筋充饱度、纵筋高度、力学性能等产生差异,当线差严重时可能导致某项参数低于国标的废品。线差偏大不仅会产生废品,同时有可能导致裙摆乱钢、对齐辊对不齐、降低冷剪剪切效率。总之线差越小,成材率高,生产越稳定,产品质量越高。
5.鉴于此,特提出本技术。
技术实现要素:
6.本发明的目的包括,例如,提供了一种热轧螺纹钢切分轧制线差控制方法,其能够有效控制线差。
7.本发明的实施例可以这样实现:
8.第一方面,本发明提供一种热轧螺纹钢切分轧制线差控制方法,采用三线切分轧制,轧件经过预精轧设备,所述预精轧设备包括依次设置的4架450轧机和2架350轧机,编号分别为11#、12#、13#、14#、15#、16#;其中,12#为立式轧机,其余五架为水平式轧机;11#轧机采用无孔型轧制、12#轧机孔型为箱型孔、13#轧机孔型为预切分孔型、14轧机孔型为切分孔型、15#轧机孔型为椭圆孔型、16#轧机孔型为成品圆孔;进入所述11#轧机的轧件宽度比进入12#轧机的轧件高度大6-8mm、进入所述11#轧机的轧件的高度与12#轧机切分孔的槽底宽度相适配。
9.在可选的实施方式中,用于18号螺纹钢的轧制;
10.优选地,开机前调整轧机主动端与被动端两侧辊缝值相差0.1mm以内;
11.优选地,所述11#轧机对应设置有滑动导卫。
12.在可选的实施方式中,轧件经过所述12#轧机后,轧件边部黑带宽度占轧件宽度的70%-80%;
13.优选地,所述13#轧机切分孔的中间孔面积比两边孔面积小3%~5%;
14.优选地,所述13#轧机进料侧设置有双排轮导卫,所述导卫的两个立轮间距应比经过12#轧机后轧件高度大0.15-0.25mm;
15.优选地,所述13#轧机切分孔宽度为90mm,所述14#轧机切分孔宽度为94.46mm。
16.在可选的实施方式中,轧件经过预精轧设备之前,先依次经过粗轧设备和中轧设备,粗轧设备包括依次设置的6架650轧机,编号分别为1#、2#、3#、4#、5#、6#;中轧设备包括依次设置的4架550轧机编号分别为7#、8#、9#、10#;
17.优选地,所述粗轧设备和中扎设备轧机均平立交替布置;
18.优选地,所述粗轧设备和中轧设备均采用椭圆-圆孔型系统。
19.在可选的实施方式中,轧件经过预精轧设备后进行精轧,所述精轧设备包括17#轧机和18#轧机,所述17#轧机和18#轧机均为450轧机,所述所述17#轧机为水平布置且切分孔采用椭圆孔;
20.优选地,所述18#轧机为水平轧机或立式轧机。
21.在可选的实施方式中,对于粗轧设备和中扎设备中的相邻两个轧机,当后一轧机咬钢时,前一轧机的轧制电流或力矩比后一轧机的轧制电流或力矩小2%-3%。
22.在可选的实施方式中,轧件经过预精轧设备和精轧设备时,保持轧机对应的起套轮与压轮之间轧件存在对称的弧度;或,轧件经过预精轧设备和精轧设备时,轧件截面积小于第一预设值且未设置活套时,若位于相邻两个轧机之间的轧件难以拨动,则提高前一轧机的轧辊转速;
23.优选地,所述第一预设值为1200mm2;
24.优选地,若预精轧设备和精轧设备中的任一轧机对应的活套起套后,轧件由一定弧度变为直线状,则增加活套设定高度;
25.若预精轧设备和精轧设备中的任一轧机对应的活套起套时,轧件呈直线状,则升高前一架轧机轧辊转速;
26.若预精轧设备和精轧设备中的任一轧机前方第二个轧机抛钢时轧件发生抖动,则增加其前一个轧机的轧辊转速或提高该轧机对应活套的高度。
27.在可选的实施方式中,若头部倍尺的线差中间长两边短,且两边线差长短不会超过第二预设值,最后一段倍尺线差平齐,则增加轧件经过粗轧设备和中扎设备时所受张力,同时增加位于14#轧机前方的活套高度;
28.若线差中间长两边短,且中间与两边线差相差超过第三预设值,同时两边线差波动超过第二预设值,则将中轧段来料放大,使13#轧机的切分孔充饱;
29.若线差中间长两边短但线差相差小于第三预设值,且两边线差无波动,各段倍尺线差无波动或波动小于第二预设值,将13#轧机的辊缝收小使切分孔的中间孔和两边孔内金属体积相等。
30.在可选的实施方式中,若线差出现中间短两边长,且经过13#轧机的轧件两侧充饱度较饱,则增加13#轧机的辊缝;
31.若线差出现中间短两边长且中扎设备来料大于第四预设值,则收小中扎设备来料。
32.在可选的实施方式中,若线差出现单边长且外侧充饱度较内侧饱满,则将13#轧机进口向内侧移动;若两边充饱度相差小于第五预设值或者内侧充饱度较外侧饱满,则更换轧辊;
33.若轧件经过任一轧机上冷床某一段时线差变化呈规律性出现,则调整加热工艺使
轧件通条温度趋向均匀。
34.本发明实施例的有益效果包括,例如:
35.利用本技术的方法控制线差,棒三线成品切头、切尾缩短明显,且冷床乱钢事故、因线差过大导致剪切堆钢事故大大降低甚至避免,成材率提高。
附图说明
36.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
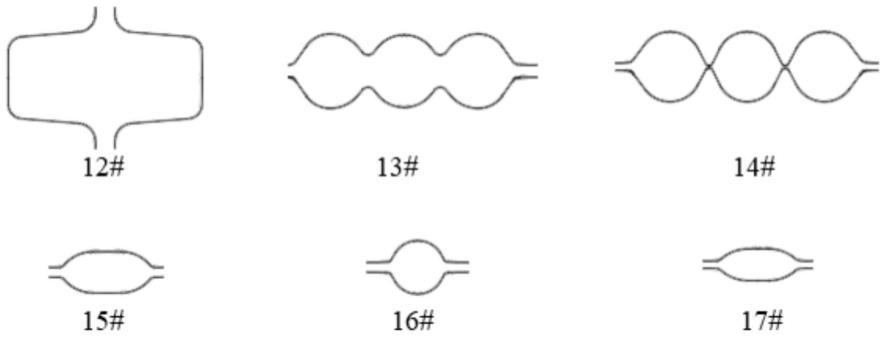
37.图1为12#至17#轧机的切分孔示意图;
38.图2为实施例中13#和14#轧机的切分孔示意图;
39.图3为对比例中13#和14#轧机的切分孔示意图。
具体实施方式
40.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
41.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
43.在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
44.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
45.需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
46.请参考图1,本实施例提供了一种热轧螺纹钢切分轧制线差控制方法,采用三线切分轧制,轧件经过预精轧设备,所述预精轧设备包括依次设置的4架450轧机和2架350轧机,编号分别为11#、12#、13#、14#、15#、16#;其中,12#轧机为立式轧机,其余五架为水平式轧机;如图1所示,11#轧机采用无孔型轧制、12#轧机孔型为箱型孔、13#轧机孔型为预切分孔型、14轧机孔型为切分孔型、15#轧机孔型为椭圆孔型、16#轧机孔型为成品圆孔;进入所述11#轧机的轧件宽度比进入12#轧机的轧件高度大6-8mm、进入所述11#轧机的轧件的高度与12#轧机切分孔的槽底宽度相适配。
47.11#轧机选择无孔型,平辊相对于孔型轧辊的特点是宽展不受限制,以自由宽展为主,两侧为鼓形宽展,延伸率和断面收缩率相对较小。
48.为了满足下一道次12#轧机箱型孔的修正量,11#轧机的料宽要比12#轧机料高大6-8mm。如果料宽过小,轧件在13#轧机切分时导致两边孔型充不饱,线差会出现中间长两边短的现象。如果料宽过大,头部易出现侧弯,甚至发生冲出口堆钢。11#轧机料高应与12#轧机箱型孔槽底宽度一致,料高过小时,轧件会在箱型孔内轧对角,影响12#轧机进口使用寿命。
49.在本技术的其他实施方式中,用于18号螺纹钢的轧制。
50.在本技术的其他实施方式中,开机前调整轧机主动端与被动端两侧辊缝值相差0.1mm以内,防止两端辊缝不一致导致各孔内轧件延伸不一致产生线差。
51.在本技术的其他实施方式中,所述11#轧机对应设置有滑动导卫,平辊机架的进口导卫采用滑动导卫,具有使用寿命长的优点,相比于滚动导卫年约节省导卫成本50万元。。
52.在本技术的其他实施方式中,轧件经过所述12#轧机后,轧件边部黑带宽度占轧件宽度的70%—80%。12#轧机切分孔为具有一定侧壁斜度的立箱孔型,其目的是为了将k8道次所产生的鼓形宽展修整平齐为下一道次预切分提供良好条件。在实际生产过程中,需要对12#轧机的压下量严格把控,如果压下量过小起不到修整的作用,压下量过大容易出现两边双鼓变形导致料型不规则,影响轧制的稳定性。
53.在实际生产过程中,由于轧辊使用冷却水进行冷却,轧辊温度远低于轧件,轧件与轧辊接触发生变形的部分会发生热传导,轧件边部会出现一条区别于未变形区的“黑带”,在同一水平线方向观察过去,该黑带宽度所占比例在70%-80%是比较理想的。
54.在本技术的其他实施方式中,所述13#轧机切分孔的中间孔面积比两边孔面积小3%~5%。
55.预切分道次是决定料型分配每个孔型中金属流量的重要因素,也是影响线差的最直接因素,在设计预切孔时,若将三条孔的面积设计一样大时,线差难以调节;若将边孔面积设计过大,会导线差两边过长,无法调节,故将中间孔面积比两边孔面积小3%~5%。充分考虑轧件在孔型中的充满程度,当轧件充不满孔型,孔型侧壁对轧件没有扶持作用,那么切分后轧件两边的尺寸产生波动,从而使这两根成品尺寸也随机变化,“三线差”难以控制。压下量过大则会加快孔型磨损;压下量过小则会使后边轧机负荷增加。
56.在本技术的其他实施方式中,所述13#轧机进料侧设置有双排轮导卫,所述导卫的两个立轮间距应比经过12#轧机后轧件高度大0.15-0.25mm。
57.13#轧机进口使用双排轮导卫,在实际控制过程中,立轮间距应大于12#轧机料高0.2mm左右,允许轧件在13#轧机进口内部少量移动。如果间距过大,12#轧机进口导卫立轮起不到引导轧件进入孔型中间的作用,轧件容易出现跑偏或扭转,不易控制。如果间距过小,会使12#轧机进口导卫立轮受力过大,缩短进口导卫使用寿命。
58.在本技术的其他实施方式中,所述13#轧机切分孔宽度为90mm,所述14#轧机切分孔宽度为94.46mm,如图2所示。
59.本技术中设置了对比例,在前述实施例的基础上,将所述13#轧机切分孔宽度为91.6mm,所述14#轧机切分孔宽度为96.01mm,如图3所示。
60.轧机切分孔的大小对线差具有很大影响,若切分孔偏大,对比例中的线差表现为
中间长两边短,为了保证线差平齐,岗位工会过多收小预切分道次料型,使中间孔型内金属向两边流动量增加,导致切分楔磨损过快,线差会再次出现中间长两边短的情况,操作工会继续收小预切分孔型料型,从而形成恶性循环,导致孔型不耐用。另外,预切分料型过大,同时也会导致后续道次难以消化,成品偏重,负偏差不易控制,吨钢生产成本增加。而前述实施例对切分孔进行重设后,有效改善了孔型不耐用与负偏差高的症结。在本技术的其他实施方式中,轧件经过预精轧设备之前,先依次经过粗轧设备和中轧设备,粗轧设备包括依次设置的6架650轧机,编号分别为1#、2#、3#、4#、5#、6#;中轧设备包括依次设置的4架550轧机编号分别为7#、8#、9#、10#。
61.在本技术的其他实施方式中,所述粗轧设备和中扎设备轧机均平立交替布置。
62.在本技术的其他实施方式中,所述粗轧设备和中轧设备均采用椭圆-圆孔型系统。
63.椭圆-圆孔型系统是指以椭圆型和圆孔交替布置而组成的孔型系统,该孔型系统优点是轧制稳定,变形均匀,且轧辊磨损也较为均匀,轧件不容易出现倒钢等现象,中轧来料稳定是保证切分稳定的前提条件。中轧料型大小要使11#轧机的料宽满足13#轧机预切分孔型的充饱度。实际生产过程中,通过烧木印的方法判断两侧充饱度,使13#轧机头部料与中间料两侧充饱,尾部料出微耳,成品三线差平齐。
64.在本技术的其他实施方式中,轧件经过预精轧设备后进行精轧,所述精轧设备包括17#轧机和18#轧机,所述17#轧机和18#轧机均为450轧机,所述17#轧机为水平布置且切分孔采用椭圆孔;
65.在本技术的其他实施方式中,所述18#轧机为水平轧机或立式轧机。
66.精轧可以为两架或三架450轧机,其中17#轧机为水平布置采用椭圆孔,为了增加产线规格,18#轧机分可以为18h与18v,当生产小规格螺纹钢采用切分轧制时选用18h水平轧机,当辅助生产大规格螺纹钢时可选用18v立式轧机。
67.在本技术的其他实施方式中,对于粗轧设备和中扎设备中的相邻两个轧机,当后一轧机咬钢时,前一轧机的轧制电流或力矩比后一轧机的轧制电流或力矩小2%-3%。
68.在本技术的其他实施方式中,轧件经过预精轧设备和精轧设备时,保持轧机对应的起套轮与压轮之间轧件存在对称的弧度;或,轧件经过预精轧设备和精轧设备时,轧件截面积小于第一预设值且未设置活套时,若位于相邻两个轧机之间的轧件难以拨动,则提高前一轧机的轧辊转速;
69.优选地,所述第一预设值为1200mm2。
70.在本技术的其他实施方式中,若预精轧设备和精轧设备中的任一轧机对应的活套起套后,轧件由一定弧度变为直线状,则增加活套设定高度;
71.若预精轧设备和精轧设备中的任一轧机对应的活套起套时,轧件呈直线状,则升高前一架轧机轧辊转速;
72.若预精轧设备和精轧设备中的任一轧机前方第二个轧机抛钢时轧件发生抖动,则增加其前一个轧机的轧辊转速或提高该轧机对应活套的高度。
73.在张力控制方面,不可忽略料型变化的遗传效应,即1#与2#轧机间张力过大使延伸增加,而料型高度不变,导致宽展变小,1#轧机出来的料宽变小又使2#轧机压下量变小,从而使2#轧机料宽变小,以此类推如果每个机架之间均存在张力,将张力影响叠加在一起,即张力调节较差时,成品头部耳子小尾部耳子大,严重时成品第一、二段倍尺易出现耳子小
或没耳子的现象,在现场俗称“头小尾大”。
74.在实际控制中,张力调节不佳时,线差会表现出前几段倍尺线差较大,最后一段倍尺线差平齐。这时需要轧线上秒流量不相等的机架进行调节。粗中轧可根据轧制电流进行判断,即后一机架咬钢后,本机架电流(力矩)小2%-3%时最佳。预精轧与精轧的张力可根据轧件在活套内的情况进行判断,当起套轮与压轮之间轧件存在对称的弧度时,张力状态较好。如果活套起套后轧件由一定弧度变为直线状说明活套设定高度偏低存在拉钢,需增加活套设定高度,如果起套时轧件呈直线状,说明前一架轧机转速较低,需要升高前一家轧机转速。当活套前边第两个机架抛钢时,轧件未发生抖动说明张力状态良好,如果轧件发生抖动说明张力较大,需要将前一个机架升高速度或提高活套高度。轧件截面积较小且无活套时,可使用钢棒拨动轧件,可轻松拨动轧件时张力状态良好,拨动轧件较吃力时,说明前后轧机存在较大张力,需要将前一机架升速。
75.在本技术的其他实施方式中,若头部倍尺的线差中间长两边短,且两边线差长短不会超过第二预设值,最后一段倍尺线差平齐,则增加轧件经过粗轧设备和中扎设备时所受张力,同时增加位于14#轧机前方的活套高度;
76.若线差中间长两边短,且中间与两边线差相差超过第三预设值,同时两边线差波动超过第二预设值,则将中轧段来料放大,使13#轧机的切分孔充饱;
77.若线差中间长两边短但线差相差小于第三预设值,且两边线差无波动,各段倍尺线差无波动或波动小于第二预设值,将13#轧机的辊缝收小使切分孔的中间孔和两边孔内金属体积相等。
78.线差出现中间长两边短时,可以从三方面进行分析,1.当张力较大时,其线差特点是头部几段倍尺均会出现中间长两边短,且两边线差长短不会出现较大波动,最后一段倍尺线差平齐,这时需要先将粗中轧张力以及14#轧机机前边的活套高度调上来,防止拉钢产生头小尾大料型不均匀产生线差。2.当线差中间长两边短,且中间与两边线差相差较远,同时两边线差波动较大,一会外边长一点,一会又里边长一点,这说明13#轧机孔型对轧件没有扶持作用,同时用木料磨13#轧机出来轧件的充饱度较差,来料宽度较小,首先查看12#轧机、11#轧机料型是否符合1.1与1.2所述要求,如果不满足上述要求,需将中轧来料放大一些,使13#轧机预切分孔型充饱,轧件会在孔型内自动找正对中,使线差稳定、平齐。3.当中间长两边短,且线差相差较少时,两边线差无波动,各段倍尺线差无波动或波动较小,此时说明13#轧机辊缝值过大,需将13#轧机的辊缝收小下来,保证轧件三条槽内的金属体积相等。
79.本技术中,头部长度差200mm以上线差可以酸比较大,30mm以内可以算比较小的或者可看做无波动,中间值为适中。
80.在本技术的其他实施方式中,若线差出现中间短两边长,且经过13#轧机的轧件两侧充饱度较饱,则增加13#轧机的辊缝;
81.若线差出现中间短两边长且中扎设备来料大于第四预设值,则收小中扎设备来料。
82.当线差出现中间短两边长时,说明13#轧机预切分孔型过充饱。1.如果更改规格时出现该现象,用木料磨13#轧机出来轧件的两侧充饱度较饱,甚至两边出耳子,先将13#轧机辊缝放大一些,使两边槽的金属流量降低。2.查看中轧来料,如果来料较大,例如比标准料
大,会使11#轧机宽展过大,13#轧机孔型两边被充满,导致线差过大,此时需将中轧来料收小,直至线差平齐。
83.在本技术的其他实施方式中,若线差出现单边长且外侧充饱度较内侧饱满,则将13#轧机进口向内侧移动;若两边充饱度小于第五预设值或者内侧充饱度较外侧饱满,则更换轧辊。
84.当线差出现单边长时,说明单边料型过多导致的,以外侧长内侧短为例进行分析。1.先用木料磨13#轧机预切分道次两边料型的充饱度,如果外侧充饱度较内侧饱满,则需将13#轧机进口向内侧移动。2.如果两边充饱度相差不多,例如使用木材磨轧件时,轧件两侧对木材磨损深度相差0.5mm以内、或者内侧充饱度较外侧饱满,说明孔型磨损不均匀导致,可将达到定额的轧辊更换后进行调整线差。
85.若轧件经过任一轧机上冷床某一段时线差变化呈规律性出现,则调整加热工艺使轧件通条温度趋向均匀。
86.一般情况下,由于轧制过程存在微张力,使轧件横截面积从头到尾逐渐增加,成品线差变化规律为头部两边略短,随着上冷床段数增加,两边线差会逐渐增加。当上冷床中间固定某一段线差变化呈规律性出现时,多数为钢坯加热不均匀,调整加热工艺将轧件通条温度均匀化。
87.需要说明的是,本技术实施例中的各个预设值可以是根据工艺情况和误差范围预先设置的。
88.利用本技术的方法控制线差,棒三线成品切头、切尾共缩短150mm以上,现切头稳定在100mm以内,切尾稳定在250mm以内;冷床乱钢事故为0,因线差过大导致剪切堆钢事故为0;成材率提高约0.2%。
89.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1