一种LNG船液货舱殷瓦条焊接变形的控制方法与流程
一种lng船液货舱殷瓦条焊接变形的控制方法
技术领域
1.本发明涉及到lng船建造,特别涉及到一种lng船液货舱殷瓦条焊接变形的控制方法。
背景技术:
2.no.96型lng船液货舱是由2层绝缘箱和殷瓦组成的围护系统,其中次层次箱接触固定于船体内壳,次层殷瓦依附于次箱表面;主箱安装于次层殷瓦上面通过连接件固定,根据gtt文件要求,主箱在安装之前次层处于负压(-800mba)状态,在负压情况下,在次层殷瓦膜上殷瓦条作为重要部件采用多点焊接固定在支柱上。常规技术焊接会导致殷瓦条变形,从而导致殷瓦膜变形,而次层殷瓦膜的变形会形成明显的褶皱,其会影响主箱的安装。因此,在围护系统的制造焊接过程中需控制殷瓦焊接变形,确保焊接制造精度。
技术实现要素:
3.本发明的目的在于克服上述现有技术中殷瓦条焊接时出现的变形问题,提出一种lng船液货舱殷瓦条焊接变形的控制方法。本发明的控制方法能够有效的控制lng船液货舱次层殷瓦条的焊接变形,保证了此位置主箱的顺利安装。
4.为了达到上述发明目的,本发明提供的技术方案如下:
5.一种lng船液货舱殷瓦条焊接变形的控制方法,lng船的液货舱为由两层绝缘箱和两层殷瓦膜组成的围护系统,次层次箱接触固定于船体内壳上,次层殷瓦膜依附于所述次层次箱的表面,该次层殷瓦膜包括有殷瓦条,该方法包括如下步骤:
6.第一步,船体内壳上固定有支柱,该支柱包括有支柱面板和支柱圆筒,所述支柱圆筒垂直固定于所述的支柱面板;
7.第二步,在所述殷瓦条上设有与支柱圆筒对应的圆孔,将所述的殷瓦条通过圆孔套设于支柱圆筒的底部并贴紧所述的支柱面板,确认殷瓦条与殷瓦膜相邻部位自动焊焊接结束,并且搭接板焊接完成且修补结束;
8.第三步,设计专用的压紧工装,该压紧工装结构包括有固定螺栓、固定环、加强筋和压紧圆环,所述固定环的内径大于支柱圆筒的外径,所述固定环的内径大于殷瓦条上圆孔的内径,所述固定环和压紧圆环平行且连接有多个加强筋,多个加强筋连接固定环和压紧圆环以形成一个圆台状结构,多个所述的固定螺栓向内可调节地设置在固定环的圆周上,压紧工装套设在支柱圆筒上,通过固定环和固定螺栓夹紧所述的支柱圆筒,所述的压紧圆环压紧所述的殷瓦条,使所述圆孔处在压紧圆环的内部,利用多个压紧工装将整个殷瓦条压紧固定;
9.第四步,将殷瓦条的圆孔与支柱面板接触部位对焊缝进行分段对称退焊加丝焊接;
10.第五步,在压紧工装处多次焊接圆孔位置和支柱面板,将所述殷瓦条利用将圆孔边缘处与支柱面板焊接而将殷瓦条整体固定在支柱上,焊接完成后拆除压紧工装。
11.在本发明lng船液货舱殷瓦条焊接变形的控制方法中,所述压紧工装上固定螺栓的设有3个,3个固定螺栓均匀对称地分布在固定圆环上。
12.在本发明lng船液货舱殷瓦条焊接变形的控制方法中,所述固定螺栓的端头固定有对支柱圆筒进行保护的橡胶皮。
13.在本发明lng船液货舱殷瓦条焊接变形的控制方法中,所述压紧工装上加强筋的设有3个,3个加强筋连接固定圆环和压紧圆环并均匀分布于的一圈,所述加强筋与固定圆环的连接部位与固定螺栓的位置错开。
14.在本发明lng船液货舱殷瓦条焊接变形的控制方法中,所述压紧工装上压紧圆环的材质为不锈钢,且压紧圆环的底部光滑。
15.在本发明lng船液货舱殷瓦条焊接变形的控制方法中,所述第三步在检查殷瓦条的圆孔与支柱面板间焊缝一圈清洁无异物后,将压紧工装安装于支柱圆筒上,用力压紧工装,使压紧圆环贴紧殷瓦条,然后拧紧固定螺栓将固定圆环固定在支柱圆筒上。
16.在本发明lng船液货舱殷瓦条焊接变形的控制方法中,所述第四步将殷瓦条的圆孔与支柱面板接触部位分为六道焊缝,两两对应分为三对弧形焊缝,依照对角焊接的顺序焊接固定。
17.基于上述技术方案,本发明lng船液货舱殷瓦条焊接变形的控制方法与现有技术相比具有如下技术优点:
18.本发明lng船液货舱殷瓦条焊接变形的控制方法通过设计专用的焊接辅助工装,并编制专门的焊接顺序,有效的减少了殷瓦条在焊接过程中的变形,为后续主箱的顺利安装打下了坚实的基础。
附图说明
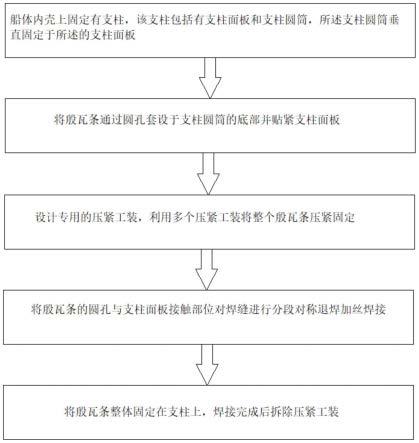
19.图1是本发明一种lng船液货舱殷瓦条焊接变形的控制方法的操作流程图。
20.图2是本发明一种lng船液货舱殷瓦条焊接变形的控制方法中殷瓦条焊接示意图。
21.图3是本发明一种lng船液货舱殷瓦条焊接变形的控制方法中压紧工装的结构示意图。
22.图4是本发明一种lng船液货舱殷瓦条焊接变形的控制方法中焊接顺序示意图。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚,完整的描述,显然,所描写的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.在lng船上,其液货舱为由两层绝缘箱和两层殷瓦膜组成的围护系统,次层次箱接触固定于船体内壳上,次层殷瓦膜依附于所述次层次箱的表面,该次层殷瓦膜包括有殷瓦条,殷瓦条与殷瓦膜上的其他部件通过焊接形式固定在一起。
25.如图1所示,本发明一种lng船液货舱殷瓦条焊接变形的控制方法包括如下步骤:
26.第一步,船体内壳上固定有支柱,该支柱包括有支柱面板和支柱圆筒,所述支柱圆筒垂直固定于所述的支柱面板;
27.第二步,在所述殷瓦条上设有与支柱圆筒对应的圆孔,将所述的殷瓦条通过圆孔套设于支柱圆筒的底部并贴紧所述的支柱面板,确认殷瓦条与殷瓦膜相邻部位自动焊焊接结束,并且搭接板焊接完成且修补结束,殷瓦条与支柱的连接关系如图2所示。
28.第三步,设计专用的压紧工装,利用多个压紧工装将整个殷瓦条压紧固定。在检查殷瓦条的圆孔与支柱面板间焊缝一圈清洁无异物后,将压紧工装安装于支柱圆筒上,用力压紧工装,使压紧圆环4贴紧殷瓦条,然后拧紧固定螺栓1将固定圆环2固定在支柱圆筒上。
29.第四步,将殷瓦条的圆孔与支柱面板接触部位对焊缝进行分段对称退焊加丝焊接;实践中将殷瓦条的圆孔与支柱面板接触部位分为六道焊缝,两两对应分为三对弧形焊缝,依照对角焊接的顺序焊接固定。
30.第五步,在压紧工装处多次焊接圆孔位置和支柱面板,将所述殷瓦条利用将圆孔边缘处与支柱面板焊接而将殷瓦条整体固定在支柱上,焊接完成后拆除压紧工装。
31.如图2所示,作为本发明中一个核心部件,所述压紧工装结构包括有固定螺栓1、固定环2、加强筋3和压紧圆环4,所述固定环2的内径大于支柱圆筒的外径,所述固定环2的内径大于殷瓦条上圆孔的内径,所述固定环2和压紧圆环4平行且连接有多个加强筋3,多个加强筋3连接固定环2和压紧圆环4以形成一个圆台状结构,多个所述的固定螺栓1向内可调节地设置在固定环2的圆周上。
32.使用时,压紧工装套设在支柱圆筒上,通过固定环2和固定螺栓1夹紧所述的支柱圆筒,所述的压紧圆环4压紧所述的殷瓦条,使所述圆孔处在压紧圆环4的内部。
33.在本发明lng船液货舱殷瓦条焊接变形的控制方法中,进一步地,所述压紧工装上固定螺栓1的设有3个,3个固定螺栓1均匀对称地分布在固定圆环2上。所述固定螺栓1的端头固定有对支柱圆筒进行保护的橡胶皮。设置橡胶皮的目的在于拧紧过程中对支柱圆筒的保护。所述压紧工装上加强筋3的设有3个,3个加强筋3连接固定圆环2和压紧圆环4并均匀分布于的一圈,所述加强筋3与固定圆环2的连接部位与固定螺栓1的位置错开。所述压紧工装上压紧圆环4的材质为不锈钢,且压紧圆环4的底部光滑。压紧圆环4设计成底部光滑的目的在于在压紧次层殷瓦条的过程中对殷瓦的保护。
34.在本发明的控制方法,在实施步骤中还需要注意如下要点:
35.1.焊接前确认殷瓦条自动焊焊接结束,修补及搭接板焊接结束。
36.2.对殷瓦条焊缝按照要求进行加点焊,点焊距离10-15mm。
37.3.检查焊缝一圈清洁无异物,防止工装压紧过程中异物损害殷瓦所述工装安装前,将压紧工装安装于支柱圆筒上,用力压紧工装,使压紧圆环贴紧殷瓦条,然后拧紧固定螺栓。
38.4.将焊缝均匀的划分为6段,按照图4的顺序标号。
39.5.按照1
’‑2’‑3’‑4’‑5’‑6’
的顺序分段进行焊接,焊接方法为退焊法,每段焊缝搭接距离不少于10mm。
40.6.焊接结束之后,待冷却之后,才能取下压紧工装。
41.本发明的焊接变形方法能够有效的控制殷瓦条在焊接过程中的变形,保证了主箱在安装过程中的顺利进行,保证了lng船的建造质量,提高了建造效率。
42.尽管上述实施例已对本发明做出具体的描述,但对于本领域的普通技术人员来说,应该理解为可以不脱离本发明的精神以及范围之内基于本发明公开的内容进行修改和
个改进,这些修改和改进都在本发明的精神及范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1