眼镜边框所用不锈钢丝自适应定制系统及方法与流程
1.本发明涉及不锈钢丝领域,更具体地,涉及一种眼镜边框所用不锈钢丝自适应定制系统及方法。
背景技术:
2.不锈钢丝又称不锈钢线,用不锈钢为原材料制作的各类不同规格和型号的丝质产品,原产地美国、荷兰、日本,截面一般呈圆形或扁形。常见的耐腐蚀性好、性价比高的不锈钢丝是304和316的不锈钢丝。
3.不锈钢丝拉拔指的是在拉拔力的作用下将盘条或线坯从拉丝模的模孔拉出,以生产小断面的钢丝或有色金属线的金属塑性加工过程。各种金属及合金的不同断面形状和尺寸的金属丝都可以采用拉拔生产。拉出的丝,尺寸精确,表面光洁,且所用拉拔设备和模具简单,制造容易。
4.申请公布号为cn111545682a的发明公开了一种齿科医疗u型不锈钢丝预成型机器,包括主机体,所述主机体内设有两个左右对称且开口向上的弹性腔,所述弹性腔的底壁上左右滑动设有安装块,两个所述安装块之间转动设有装载筒,所述装载筒的外周上绕装有不锈钢丝,所述主机体内开设有开口向前的工作腔,所述主机体内设有对所述不锈钢丝按照所需要的形状进行重新绕制,采用边旋转边移动的方式,并采用弧形模具可把不锈钢丝安装生产所需要的形状进行重新绕装制作,并在装置绕装操作完成时,可对绕装在模具外周上的不锈钢丝的弯曲端进行加热预成型,并在绕制完成后对弯曲端进行顶压加热预成型的预成型机构。
5.申请公布号为cn111014334a的发明公开了不锈钢表面处理技术领域,具体公开了一种不锈钢拉丝工艺,采用抛砂工序,用砂带机的砂带在不锈钢钢卷表面磨出拉丝线纹,然后采用第二次轧延工序,用轧延机把拉丝线纹不锈钢钢卷压到拉丝线纹均匀分布在的不锈钢钢卷表面上,最后采用平整工序,用平整机把不锈钢钢卷进行平整,从而得到一种能够使得拉丝线纹排列均匀,进而不锈钢的美观性好,同时肉眼看到不锈钢拉丝线纹,但实际手触摸不锈钢表面仍然平整,从而达到拉丝线纹隐藏在不锈钢里的目的。
6.不锈钢丝可以用于无框眼镜的左右两侧的眼镜固定部件的构造组件,通过对金属坯件进行一定长度的拉丝处理,获得两个拉丝金属部件,将所述两个拉丝金属部件从左右两个方向分别穿入左右两个镜片的边缘以制造可以用户佩戴的无框眼镜。
7.现有技术中,在执行具体拉丝处理时,拉丝金属部件的拉丝长度是固定的,这种无差别的无框眼镜的组件制备模式虽然提升了无框眼镜的生产效率,然而针对不同大小、形状的用户头部轮廓容易造成拉丝长度的不匹配,进而使得部分用户佩戴无框眼镜不舒适,严重影响了无框眼镜用户的使用效果。
技术实现要素:
8.为了解决相关领域的技术问题,本发明提供了一种眼镜边框所用不锈钢丝自适应
定制系统及方法,能够根据不同大小、形状的用户头部轮廓选择不同的拉丝长度用于制造不同长度的拉丝金属部件,从而实现基于不同用户头部轮廓的有差别的无框眼镜的组件制备机制,保证了用户的佩戴体验效果。
9.根据本发明的一方面,提供了一种眼镜边框所用不锈钢丝自适应定制系统,所述系统包括:
10.拉丝执行机构,用于接收目标拉丝长度并对金属坯件执行相应长度的拉丝处理以获得具有所述目标拉丝长度的单边眼镜边框所用不锈钢丝;
11.现场捕获机构,设置在所述拉丝执行机构附近,用于对当前需要配置定制眼镜的用户面部执行现场图像捕获动作以获取相应的当前捕获画面;
12.数值转换机构,与所述现场捕获机构连接,用于对接收到的当前捕获画面次序执行椒盐噪声消除处理、边沿锐化处理以及画面增强处理以获取相应的三层转换画面,所述数值转换机构包括信号接收设备、前端转换设备、中端转换设备、末端转换设备以及信号输出设备,所述信号接收设备、所述前端转换设备、所述中端转换设备、所述末端转换设备以及所述信号输出设备顺序连接;
13.区域检测设备,与所述数值转换机构连接,用于检测所述三处转换画面中的左眼成像区域、右眼成像区域以及头部成像区域,所述左眼成像区域以及所述右眼成像区域在所述头部成像区域内部且分置左右;
14.长度鉴别设备,与所述区域检测设备连接,用于获取在所述三处转换画面中所述左眼成像区域的中心位置所在像素点和所述右眼成像区域的中心位置所在像素点的像素点连线,将在所述三处转换画面中所述像素点连线左右两个方向延伸以获得左右两个方向分别与所述头部成像区域的边沿相交的两个像素点以作为两个目标像素点,将在所述像素点连线所在直线上的所述两个目标像素点之间的像素点的总数作为参考数量,基于所述参考数量确定与所述参考数量单调正向关联的目标拉丝长度。
15.根据本发明的另一方面,还提供了一种眼镜边框所用不锈钢丝自适应定制方法,所述方法包括:
16.使用拉丝执行机构,用于接收目标拉丝长度并对金属坯件执行相应长度的拉丝处理以获得具有所述目标拉丝长度的单边眼镜边框所用不锈钢丝;
17.使用现场捕获机构,设置在所述拉丝执行机构附近,用于对当前需要配置定制眼镜的用户面部执行现场图像捕获动作以获取相应的当前捕获画面;
18.使用数值转换机构,与所述现场捕获机构连接,用于对接收到的当前捕获画面次序执行椒盐噪声消除处理、边沿锐化处理以及画面增强处理以获取相应的三层转换画面,所述数值转换机构包括信号接收设备、前端转换设备、中端转换设备、末端转换设备以及信号输出设备,所述信号接收设备、所述前端转换设备、所述中端转换设备、所述末端转换设备以及所述信号输出设备顺序连接;
19.使用区域检测设备,与所述数值转换机构连接,用于检测所述三处转换画面中的左眼成像区域、右眼成像区域以及头部成像区域,所述左眼成像区域以及所述右眼成像区域在所述头部成像区域内部且分置左右;
20.使用长度鉴别设备,与所述区域检测设备连接,用于获取在所述三处转换画面中所述左眼成像区域的中心位置所在像素点和所述右眼成像区域的中心位置所在像素点的
像素点连线,将在所述三处转换画面中所述像素点连线左右两个方向延伸以获得左右两个方向分别与所述头部成像区域的边沿相交的两个像素点以作为两个目标像素点,将在所述像素点连线所在直线上的所述两个目标像素点之间的像素点的总数作为参考数量,基于所述参考数量确定与所述参考数量单调正向关联的目标拉丝长度。
21.本发明的眼镜边框所用不锈钢丝自适应定制系统及方法结构紧凑、运行稳定。由于能够根据不同用户头部轮廓制造不同长度的拉丝金属部件,实现基于不同用户头部轮廓的有差别的无框眼镜的组件制备,从而提升了无框眼镜制造的智能化等级。
22.附图简要说明
23.本领域技术人员通过参考附图可更好理解本发明的众多优点,其中:
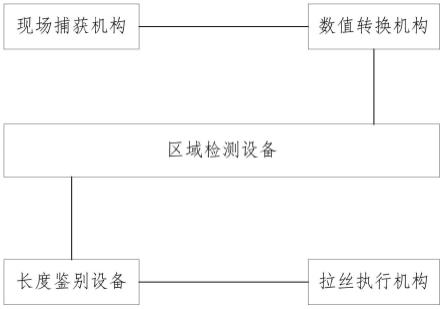
24.图1是依照本发明实施方案一的眼镜边框所用不锈钢丝自适应定制系统的结构示意图。
25.图2是依照本发明实施方案二的眼镜边框所用不锈钢丝自适应定制方法的流程示意图。
具体实施方式
26.实施方案一
27.图1是依照本发明实施方案一的眼镜边框所用不锈钢丝自适应定制系统的结构示意图,所述系统包括:
28.拉丝执行机构,用于接收目标拉丝长度并对金属坯件执行相应长度的拉丝处理以获得具有所述目标拉丝长度的单边眼镜边框所用不锈钢丝;
29.现场捕获机构,设置在所述拉丝执行机构附近,用于对当前需要配置定制眼镜的用户面部执行现场图像捕获动作以获取相应的当前捕获画面;
30.数值转换机构,与所述现场捕获机构连接,用于对接收到的当前捕获画面次序执行椒盐噪声消除处理、边沿锐化处理以及画面增强处理以获取相应的三层转换画面,所述数值转换机构包括信号接收设备、前端转换设备、中端转换设备、末端转换设备以及信号输出设备,所述信号接收设备、所述前端转换设备、所述中端转换设备、所述末端转换设备以及所述信号输出设备顺序连接;
31.区域检测设备,与所述数值转换机构连接,用于检测所述三处转换画面中的左眼成像区域、右眼成像区域以及头部成像区域,所述左眼成像区域以及所述右眼成像区域在所述头部成像区域内部且分置左右;
32.长度鉴别设备,与所述区域检测设备连接,用于获取在所述三处转换画面中所述左眼成像区域的中心位置所在像素点和所述右眼成像区域的中心位置所在像素点的像素点连线,将在所述三处转换画面中所述像素点连线左右两个方向延伸以获得左右两个方向分别与所述头部成像区域的边沿相交的两个像素点以作为两个目标像素点,将在所述像素点连线所在直线上的所述两个目标像素点之间的像素点的总数作为参考数量,基于所述参考数量确定与所述参考数量单调正向关联的目标拉丝长度;
33.例如,基于所述参考数量确定与所述参考数量单调正向关联的目标拉丝长度中,所述参考数量的取值为200,即在所述像素点连线所在直线上的所述两个目标像素点之间的像素点为200个像素点时,确定的与所述参考数量单调正向关联的目标拉丝长度为30厘
米,以及所述参考数量的取值为300,即在所述像素点连线所在直线上的所述两个目标像素点之间的像素点为300个像素点时,确定的与所述参考数量单调正向关联的目标拉丝长度为35厘米。
34.接着,继续对本发明的眼镜边框所用不锈钢丝自适应定制系统的具体结构进行进一步的说明。
35.在所述眼镜边框所用不锈钢丝自适应定制系统中:
36.所述长度鉴别设备与所述拉丝执行机构连接,用于将确定目标拉丝长度发送给所述拉丝执行机构;
37.其中,基于所述参考数量确定与所述参考数量单调正向关联的目标拉丝长度包括:将所述参考数量乘以预设比例数值以获得所述目标拉丝长度。
38.在所述眼镜边框所用不锈钢丝自适应定制系统中:
39.将所述参考数量乘以预设比例数值以获得所述目标拉丝长度包括:基于所述参考数量、所述现场捕获机构的成像焦距以及景深均值确定所述预设比例数值的基准数据;
40.其中,所述景深均值为所述左眼成像区域的整体景深与所述右眼成像区域的整体景深的均值。
41.在所述眼镜边框所用不锈钢丝自适应定制系统中:
42.基于所述参考数量、所述现场捕获机构的成像焦距以及景深均值确定所述预设比例数值的基准数据包括:确定的所述预设比例数值的基准数据与所述参考数量、所述现场捕获机构的成像焦距以及景深均值三个数值中的任一数值成正比关联关系;
43.其中,基于所述参考数量、所述现场捕获机构的成像焦距以及景深均值确定所述预设比例数值的基准数据还包括:所述基准数据乘以预设倍数值以获得所述预设比例数值,所述基准数据为当前需要配置定制眼镜的用户面部在预设水平截面上的左右宽度,所述预设水平截面为用户左眼和用户右眼分别对应的中心位置所在的水平截面。
44.以及在所述眼镜边框所用不锈钢丝自适应定制系统中:
45.获取在所述三处转换画面中所述左眼成像区域的中心位置所在像素点和所述右眼成像区域的中心位置所在像素点的像素点连线包括:在在所述三处转换画面中所述左眼成像区域的中心位置不存在像素点时,将距离所述中心位置最近的像素点作为在所述三处转换画面中所述左眼成像区域的中心位置所在像素点;
46.其中,获取在所述三处转换画面中所述左眼成像区域的中心位置所在像素点和所述右眼成像区域的中心位置所在像素点的像素点连线包括:在在所述三处转换画面中所述右眼成像区域的中心位置不存在像素点时,将距离所述中心位置最近的像素点作为在所述三处转换画面中所述右眼成像区域的中心位置所在像素点。
47.因此,本发明至少需要具备以下两处重要的发明构思:
48.第一、对当前需要配置定制眼镜的用户面部在预设水平截面上的左右宽度进行视觉数据测量以获得基准数据,将所述基准数据乘以预设倍数以获得为当前用户定制眼镜边框所用不锈钢丝的拉丝长度并作为目标拉丝长度输出;
49.第二、采用拉丝执行机构用于接收目标拉丝长度并对金属坯件执行相应长度的拉丝处理以获得具有所述目标拉丝长度的单边眼镜边框所用不锈钢丝,双边的不锈钢丝分别穿入左右镜片以完成当前用户的眼镜定制,从而使得定制的眼镜轮廓与当前用户的头部轮
廓匹配。
50.实施方案二
51.图2是依照本发明实施方案二的眼镜边框所用不锈钢丝自适应定制方法的流程示意图,所述方法包括:
52.使用拉丝执行机构,用于接收目标拉丝长度并对金属坯件执行相应长度的拉丝处理以获得具有所述目标拉丝长度的单边眼镜边框所用不锈钢丝;
53.使用现场捕获机构,设置在所述拉丝执行机构附近,用于对当前需要配置定制眼镜的用户面部执行现场图像捕获动作以获取相应的当前捕获画面;
54.使用数值转换机构,与所述现场捕获机构连接,用于对接收到的当前捕获画面次序执行椒盐噪声消除处理、边沿锐化处理以及画面增强处理以获取相应的三层转换画面,所述数值转换机构包括信号接收设备、前端转换设备、中端转换设备、末端转换设备以及信号输出设备,所述信号接收设备、所述前端转换设备、所述中端转换设备、所述末端转换设备以及所述信号输出设备顺序连接;
55.使用区域检测设备,与所述数值转换机构连接,用于检测所述三处转换画面中的左眼成像区域、右眼成像区域以及头部成像区域,所述左眼成像区域以及所述右眼成像区域在所述头部成像区域内部且分置左右;
56.长度鉴别设备,与所述区域检测设备连接,用于获取在所述三处转换画面中所述左眼成像区域的中心位置所在像素点和所述右眼成像区域的中心位置所在像素点的像素点连线,将在所述三处转换画面中所述像素点连线左右两个方向延伸以获得左右两个方向分别与所述头部成像区域的边沿相交的两个像素点以作为两个目标像素点,将在所述像素点连线所在直线上的所述两个目标像素点之间的像素点的总数作为参考数量,基于所述参考数量确定与所述参考数量单调正向关联的目标拉丝长度;
57.例如,基于所述参考数量确定与所述参考数量单调正向关联的目标拉丝长度中,所述参考数量的取值为200,即在所述像素点连线所在直线上的所述两个目标像素点之间的像素点为200个像素点时,确定的与所述参考数量单调正向关联的目标拉丝长度为30厘米,以及所述参考数量的取值为300,即在所述像素点连线所在直线上的所述两个目标像素点之间的像素点为300个像素点时,确定的与所述参考数量单调正向关联的目标拉丝长度为35厘米。
58.接着,继续对本发明的眼镜边框所用不锈钢丝自适应定制方法的具体步骤进行进一步的说明。
59.在所述眼镜边框所用不锈钢丝自适应定制方法中:
60.所述长度鉴别设备与所述拉丝执行机构连接,用于将确定目标拉丝长度发送给所述拉丝执行机构;
61.其中,基于所述参考数量确定与所述参考数量单调正向关联的目标拉丝长度包括:将所述参考数量乘以预设比例数值以获得所述目标拉丝长度。
62.在所述眼镜边框所用不锈钢丝自适应定制方法中:
63.将所述参考数量乘以预设比例数值以获得所述目标拉丝长度包括:基于所述参考数量、所述现场捕获机构的成像焦距以及景深均值确定所述预设比例数值的基准数据;
64.其中,所述景深均值为所述左眼成像区域的整体景深与所述右眼成像区域的整体
景深的均值。
65.在所述眼镜边框所用不锈钢丝自适应定制方法中:
66.基于所述参考数量、所述现场捕获机构的成像焦距以及景深均值确定所述预设比例数值的基准数据包括:确定的所述预设比例数值的基准数据与所述参考数量、所述现场捕获机构的成像焦距以及景深均值三个数值中的任一数值成正比关联关系;
67.其中,基于所述参考数量、所述现场捕获机构的成像焦距以及景深均值确定所述预设比例数值的基准数据还包括:所述基准数据乘以预设倍数值以获得所述预设比例数值,所述基准数据为当前需要配置定制眼镜的用户面部在预设水平截面上的左右宽度,所述预设水平截面为用户左眼和用户右眼分别对应的中心位置所在的水平截面。
68.以及在所述眼镜边框所用不锈钢丝自适应定制方法中:
69.获取在所述三处转换画面中所述左眼成像区域的中心位置所在像素点和所述右眼成像区域的中心位置所在像素点的像素点连线包括:在在所述三处转换画面中所述左眼成像区域的中心位置不存在像素点时,将距离所述中心位置最近的像素点作为在所述三处转换画面中所述左眼成像区域的中心位置所在像素点;
70.其中,获取在所述三处转换画面中所述左眼成像区域的中心位置所在像素点和所述右眼成像区域的中心位置所在像素点的像素点连线包括:在在所述三处转换画面中所述右眼成像区域的中心位置不存在像素点时,将距离所述中心位置最近的像素点作为在所述三处转换画面中所述右眼成像区域的中心位置所在像素点。
71.另外,在所述眼镜边框所用不锈钢丝自适应定制系统以及方法中,检测所述三处转换画面中的左眼成像区域、右眼成像区域以及头部成像区域,所述左眼成像区域以及所述右眼成像区域在所述头部成像区域内部且分置左右包括:基于人体眼部轮廓标准形状检测所述三处转换画面中的左眼成像区域和右眼成像区域,基于人体头部轮廓标准形状检测所述三处转换画面中的头部成像区域。
72.已经提供了本发明的上述描述,用于说明和描述的目的。不是旨在是穷尽性的或将公开的精确形式作为对本发明的限制。本发明的宽度和范围不应当受到上述示例性实施例中任意一个的限制。许多修改和变化对于本领域普通技术人员将是明显的。这些修改和变化包括所公开的特征的任何相关组合。对实施例的选择和描述是为了最好地解释本发明的原理及其实际应用,从而使得本领域的其他技术人员能够理解本发明的各种实施例以及适合于预期特定用途的各种修改。意图在于,本发明的范围由所附权利要求及其等同物来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1