一种薄壁超宽带筋板材扁宽的挤压方法与流程
1.本发明属于冶金装备领域,尤其涉及一种薄壁超宽带筋板材扁宽的挤压方法。
背景技术:
2.近些年随着我国航空航天、船舶和高速铁路等行业的快速发展,对于薄壁超宽铝型材的需求急剧增长。船舶行业对于超宽带筋壁板的要求越来越高,需要的宽度也越来越大,接近2米左右。国内目前已有的挤压机难以直接挤压出如此宽的带筋壁板。通常现有的方法是:采用挤压成带筋圆管,经剖切展平,再经几次校平和拉伸,最后得到所要求的薄壁超宽带筋板材。这种生产方式存在以下不足:工序多,费时费力,而且需要锯、多棍矫直机和拉伸机的设备,设备投资很大。
技术实现要素:
3.本发明的目的是提供了一种薄壁超宽带筋板材的扁宽挤压方法。
4.本发明是通过以下技术方案实现的:
5.本发明涉及一种薄壁超宽带筋板材的扁宽挤压方法,包括如下步骤:采用扁挤压筒4与宽展模具5相结合的挤压方式,在重型或超重型挤压机上直接挤压,即可得薄壁超宽带筋板材。
6.优选地,所述重型或超重型挤压机为≥200mn的挤压机。
7.优选地,所述扁挤压筒4为双眼镜筒型结构的扁挤压筒。
8.优选地,所述宽展模具5具体为筋板向外布置的模具形式。考虑到挤压比和挤压力,用一出二的挤压方式,即用一个扁锭坯一次挤压二个挤压成品;
9.因考虑模具中间部位的强度,本发明采用筋板向外布置的模具形式,以提高两个壁板挤压时中间受力部位的承力面积;根据合金种类、筋板高度和筋板厚度等的不同设计有不同的宽展比;
10.本发明采用自膨胀固定挤部件进行挤压,其中自膨胀固定挤部件,包括:弹性固定挤压垫1、垫板2和挤压杆3;所述弹性固定挤压垫1安装在挤压杆3的前部,形状和扁挤压筒4的内壁形状一致。
11.本发明具有以下优点:
12.(1)本发明采用扁挤压筒+宽展模具的挤压方式,在重型或超重型挤压机上直接挤压出薄壁超宽带筋板材。
13.(2)本发明采用超宽的扁挤压筒+宽展模具的方式,直接挤压薄壁超宽带筋板材,不仅省去了原有方法采用圆管挤压+剖切+校平+拉伸等复杂的工序;而且提高了产品的尺寸精度和组织性能;本发明采用“双眼镜筒”结构的扁挤压筒,可以有效地降低扁挤压筒长短边结合部位的应力集中值,从而提高扁挤压筒的使用寿命;采用一出二的挤压方式,在解决挤压高应力的同时,提高了挤压效率;本发明还使用固定挤压垫,其可贴合“双眼镜筒”结构扁挤压筒的内壁,可以有效地解决在实际生产过程中挤压筒返铝和挤压垫刮筒的问题,
缩短了非挤压时间。
附图说明
14.图1是本发明方法挤压得到的薄壁超宽带筋板材结构示意图;
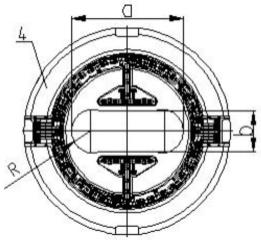
15.图2是本发明所涉及的扁挤压筒的结构示意图(主视图);
16.图3是本发明所涉及的扁挤压筒的结构示意图(俯视图剖视);
17.图4是本发明所涉及的宽展模具的结构示意图(主视图);
18.图5是本发明所涉及的宽展模具的结构示意图(俯视图);
19.图6是本发明采用自膨胀固定挤部件的结构图(主视图);
20.图7是本发明采用自膨胀固定挤部件的结构图(侧视图);
21.图8是本采用扁挤压筒+宽展模具的挤压成型装配图;
22.其中,附图标记为:弹性固定挤压垫1,垫板2,挤压杆3,扁挤压筒4,宽展模具5。
具体实施方式
23.下面结合具体实施例对本发明进行详细说明。应当指出的是,以下的实施实例只是对本发明的进一步说明,但本发明的保护范围并不限于以下实施例。
24.实施例
25.本实施例涉及一种本发明涉及一种1.7米左右的薄壁超宽带筋板材的扁宽挤压方法,包括如下步骤:采用扁挤压筒4与宽展模具5相结合的挤压方式,在重型或超重型挤压机上直接挤压,即可得薄壁超宽带筋板材,见图1和图2所示,其中附图1中,a表示扁挤压筒4的长边,b为扁挤压筒4的短边,r为长边a与短边b之间的过渡圆。
26.进一步地,所述重型或超重型挤压机为≥200mn的挤压机。
27.进一步地,所述扁挤压筒4为双眼镜筒型结构的扁挤压筒。
28.进一步地,所述宽展模具5具体为筋板向外布置的模具形式。考虑到挤压比和挤压力,用一出二的挤压方式,即用一个扁锭坯一次挤压二个挤压成品;
29.因考虑模具中间部位的强度,本发明采用筋板向外布置的模具形式,以提高两个壁板挤压时中间受力部位的承力面积,见图3所示:附图3中下模具面的开槽形状与扁挤压筒4的内孔形状相同,上模具面的形状与型材类似,两者之间有一定的宽展比。
30.根据合金种类、筋板高度和筋板厚度等的不同设计有不同的宽展比。
31.本发明采用自膨胀固定挤部件进行挤压,见图5、图6、图7所示,其中自膨胀固定挤部件,见图4所示,包括:弹性固定挤压垫1、垫板2和挤压杆3;所述弹性固定挤压垫1安装在挤压杆3的前部,形状和扁挤压筒形状一致。
32.综上所述:本发明采用扁挤压筒+宽展模具的挤压方式,如图8所示,固定挤压垫1、垫板2和挤压杆3装配成小部件,然后和扁挤压筒4和宽展模具5组装在一起,扁挤压筒4内装入锭子后,在挤压杆3、垫板2和固定挤压垫1的作用下,通过宽展模具5最终挤压出图1所示的薄壁超宽带筋板材。
33.在重型或超重型挤压机上直接挤压出薄壁超宽带筋板材。本发明采用超宽的扁挤压筒+宽展模具的方式,直接挤压薄壁超宽带筋板材,不仅省去了原有方法采用圆管挤压+剖切+校平+拉伸等复杂的工序;而且提高了产品的尺寸精度和组织性能;本发明采用“双眼
镜筒”结构的扁挤压筒,可以有效地降低扁挤压筒长短边结合部位的应力集中值,从而提高扁挤压筒的使用寿命;采用一出二的挤压方式,在解决挤压高应力的同时,提高了挤压效率;本发明还使用固定挤压垫,其可以贴合“双眼镜筒”结构扁挤压筒的内壁,可以有效地解决在实际生产过程中挤压筒返铝和挤压垫刮筒的问题,缩短了非挤压时间。
34.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质。
技术特征:
1.一种薄壁超宽带筋板材的扁宽挤压方法,其特征在于,包括如下步骤:采用扁挤压筒(4)与宽展模具(5)相结合的挤压方式,在重型或超重型挤压机上直接挤压,即可得薄壁超宽带筋板材。2.如权利要求1所述的薄壁超宽带筋板材的扁宽挤压方法,其特征在于,所述重型或超重型挤压机为≥200mn的挤压机。3.如权利要求1所述的薄壁超宽带筋板材的扁宽挤压方法,其特征在于,所述扁挤压筒(4)为双眼镜筒型结构的扁挤压筒。4.如权利要求1所述的薄壁超宽带筋板材的扁宽挤压方法,其特征在于,所述宽展模具(5)为筋板向外布置的模具。5.如权利要求1所述的薄壁超宽带筋板材的扁宽挤压方法,其特征在于,所述挤压方式为采用自膨胀固定挤部件进行挤压。6.如权利要求5所述的薄壁超宽带筋板材的扁宽挤压方法,其特征在于,所述自膨胀固定挤部件,包括:弹性固定挤压垫(1)、垫板(2)和挤压杆(3);其中,所述弹性固定挤压垫(1)安装在挤压杆(3)的前端部,其形状和所述扁挤压筒(4)的形状一致。
技术总结
本发明提供了一种薄壁超宽带筋板材的扁宽挤压方法;包括:采用扁挤压筒(4)与宽展模具(5)相结合的挤压方式,在重型或超重型挤压机上直接挤压,即可得薄壁超宽带筋板材。本发明方法不仅省去了原有方法采用圆管挤压+剖切+校平+拉伸等复杂的工序;而且提高了产品的尺寸精度和组织性能。本发明采用“双眼镜筒”结构的扁挤压筒,可以有效地降低扁挤压筒长短边结合部位的应力集中值,从而提高扁挤压筒的使用寿命;采用一出二的挤压方式,在解决挤压高应力的同时,提高了挤压效率;本发明还使用固定挤压垫,其可以贴合“双眼镜筒”结构扁挤压筒的内壁,可以有效地解决在实际生产过程中挤压筒返铝和挤压垫刮筒的问题,缩短了非挤压时间。缩短了非挤压时间。缩短了非挤压时间。
技术研发人员:张君 杨建 杨红娟 王军 郭晓峰
受保护的技术使用者:中国重型机械研究院股份公司
技术研发日:2022.10.26
技术公布日:2023/3/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1