一种无镀铜焊丝及其涂层和制备方法与流程
1.本发明涉及焊接材料领域,具体涉及一种无镀铜焊丝及其涂层和制备方法。
背景技术:
2.随着无镀铜焊丝近年来在市场上应用程度的日益提高,无镀铜焊丝逐渐取代镀铜焊丝是目前的发展趋势。无镀铜焊丝生产中省去了镀铜工艺,利用表面涂层代替原有的镀铜层,使焊丝在导电、防锈、润滑等方面满足焊接工艺要求,同时无镀铜焊丝在生产与使用过程中节能环保,极大改善了工作环境。与镀铜焊丝相比,国内无镀铜焊丝还存在几大问题,主要表现在:一是无镀铜焊丝涂层工艺复杂、成本高;二是无镀铜焊丝表面涂层不致密,易脱落,脱落的涂层不仅使焊接过程中送丝不顺畅,而且在使用过程中堵塞焊接设备中的送丝系统;三是导电嘴磨损严重。
技术实现要素:
3.鉴于以上现有技术的缺点,本发明提供一种无镀铜焊丝及其涂层和制备方法,以改善涂层焊丝制备成本高,涂层不致密和导电嘴磨损严重的问题。
4.为实现上述目的及其它相关目的,本发明提供一种无镀铜焊丝涂层,所述涂层包括以下组分:硬脂酸盐70~80%、二硫化钼10~20%、胶体石墨3~5%、聚四氟乙烯1~2%、氮化钛6~10%。
5.在本发明一示例中,所述硬脂酸盐为硬脂酸钙和硬质酸钠中的任意一种或两种。
6.在本发明一示例中,所述二硫化钼的粒径小于或等于0.5μm,所述胶体石墨的粒径为1~10μm,所述氮化钛的粒径为1~10μm。
7.本发明提供一种无镀铜焊丝,包括盘条和涂层,以所述涂层的质量百分比计,所述涂层包括以下组分:硬脂酸盐70~80%、二硫化钼10~20%、胶体石墨3~5%、聚四氟乙烯1~2%、氮化钛6~10%。
8.在本发明一示例中,所述无镀铜焊丝中所述涂层的重量是所述无镀铜焊丝总重量的0.01~0.05%。
9.在本发明一示例中,所述盘条采用er50-6盘条,所述盘条的直径为5.5~6.5mm。
10.在本发明一示例中,所述无镀铜焊丝的直径为0.8~1.6mm。
11.本发明提供一种无镀铜焊丝的制备方法,包括如下步骤:提供一盘条;按照上述组分混合均匀以配置涂层;将盘条机械剥壳,除锈粗糙毛化处理;将配置好的涂层涂覆到所述盘条上,压缩涂覆涂层;多次拉拔得到无镀铜焊丝。
12.在本发明一示例中,所述除锈粗糙毛化处理时,依次用第一纱布带和第二纱布带对所述盘条除锈粗糙毛化处理,所述第一砂布带目数为30~50目,所述第二砂布带目数为50~80目。
13.在本发明一示例中,所述拉拔过程中焊丝表面涂抹润滑粉。
14.本发明的涂层焊丝通过在涂层中添加硬脂酸盐和聚四氟乙烯可以提高焊丝拉拔
的顺畅性,提高生产效率,降低成本;二硫化钼具有良好的金属表面粘附性,在涂层中添加二硫化钼和胶体石墨可以增强涂层与盘条的结合强度,保证涂层致密,不易脱落;二硫化钼和胶体石墨的导电性良好且耐高温,加入二硫化钼和胶体石墨可以降低焊丝表面的电阻值,降低焊接时的导电嘴温度;氮化钛的加入可以有效降低导电嘴的磨损。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
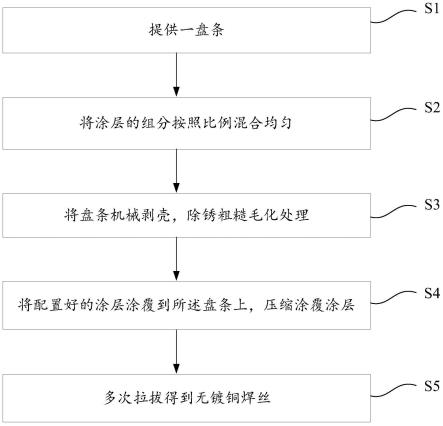
16.图1为:本发明无镀铜焊丝制备方法流程图。
具体实施方式
17.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其它优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。还应当理解,本发明实施例中使用的术语是为了描述特定的具体实施方案,而不是为了限制本发明的保护范围。下列实施例中未注明具体条件的试验方法,通常按照常规条件,或者按照各制造商所建议的条件。
18.须知,本说明书中的“%”、“wt%”均代表质量百分数。
19.本发明提供一种无镀铜焊丝及其涂层和制备方法,该无镀铜焊丝的涂层致密,不易脱落,导电嘴的磨损较小,有很大的实用价值。
20.本发明的无镀铜焊丝涂层,以所述涂层的质量百分比计,所述涂层包括以下组分:硬脂酸盐70~80%、二硫化钼10~20%、胶体石墨3~5%、聚四氟乙烯1~2%、氮化钛6~10%。
21.涂层中各组分的作用如下:
22.硬脂酸盐:作为润滑载体,可以提高涂层焊丝拉拔的顺畅性,同时可以提高焊丝的送丝稳定性和电弧稳定性。本发明中硬脂酸盐的质量百分比为70~80%,例如硬脂酸盐的质量百分比可以是70%、73%、78%或80%等70~80%范围内的任一数值。本发明中硬脂酸盐为硬脂酸钙和硬脂酸钠中的任意一种或两种。
23.二硫化钼:提高导电性,降低焊丝表面电阻值,增强涂层与焊丝基体的结合强度。本发明中二硫化钼的质量百分比为10~20%,例如二硫化钼的质量百分比可以是10%、15%或20%等10%~20%范围内的任一数值。
24.胶体石墨:提高涂层导电性,降低焊丝表面电阻值。本发明中胶体石墨的质量百分比为3~5%,例如胶体石墨的质量百分比可以是3%、4%或5%等3~5%范围内的任一数值。
25.聚四氟乙烯:润滑,减少拉拔阻力以及焊接过程中的送丝阻力。本发明中聚四氟乙烯的质量百分比为1~2%,例如聚四氟乙烯的质量百分比可以是1%、1.5%或2%等1~2%
范围内的任一数值。
26.氮化钛:提高涂层导电性,降低导电嘴的磨损。本发明中氮化钛的质量百分比为6~10%,例如氮化钛的质量百分比可以是6%、7.5%、9%或10%等6~10%范围内的任一数值。
27.在一实施例中,二硫化钼粒径小于等于0.5μm,胶体石墨的粒径为1~10μm,氮化钛的粒径为1~10μm,例如胶体石墨的粒径可以是1μm、5μm、8μm或10μm等1~10μm范围内的任一数值;氮化钛的粒径可以是1μm、3μm、8μm、10μm等1~10μm范围内的任一数值。
28.本发明的无镀铜焊丝包括盘条和涂层,涂层包括以下组分:硬脂酸盐70~80%、二硫化钼10~20%、胶体石墨3~5%、聚四氟乙烯1~2%、氮化钛6~10%。
29.在一实施例中,涂层焊丝中涂层的涂覆率即涂层的重量是涂层焊丝总重量的0.01~0.05%,例如涂层的涂覆率可以是0.01%、0.02%、0.04%、0.05%等0.01~0.05%范围内任一数值。
30.在一实施例中,涂层焊丝的盘条采用er50-6盘条,所述盘条的直径为5.5~6.5mm,例如盘条的直径可以是5.5mm、6mm或6.5mm等5.5~6.5mm范围内的任一数值。
31.在一实施例中,涂层焊丝的直径为0.8~1.6mm,例如涂层焊丝的直径可以是0.8mm、1.1mm、1.3mm或1.6mm等0.8~1.6mm范围内的任一数值。
32.请参阅图1,本发明提供一种无镀铜焊丝的制备方法,包括以下步骤:
33.s1、提供一盘条;
34.s2、将涂层的组分按照上述比例混合均匀;
35.s3、将盘条机械剥壳,除锈粗糙毛化处理;
36.s4、将配置好的涂层涂覆到所述盘条上,压缩涂覆涂层;
37.s5、多次拉拔得到无镀铜焊丝。
38.其中,步骤s1中,盘条为er50-6盘条,盘条的直径为5.5~6.5mm,例如盘条的直径可以是5.5mm、6mm或6.5mm等5.5~6.5mm范围内的任一数值。
39.步骤s2中,将涂层中的各组分按照:硬脂酸盐70~80%、二硫化钼10~20%、胶体石墨3~5%、聚四氟乙烯1~2%、氮化钛6~10%的比例混合搅拌均匀。
40.步骤s3中,首先对盘条机械剥壳,再对剥壳后的盘条除锈以及粗糙毛化处理。其中,粗糙毛化处理时依次用第一纱布带和第二纱布带对盘条处理,第一纱布带的目数为30~50目,第二纱布带的目数为50~80目,例如第一纱布带的目数可以是30目、40目或50目等30~50目范围内任一数值,第二纱布带可以是50目、60目、70目或80目等50~80目范围内任一数值。对盘条进行粗糙毛化处理可以提高盘条的粗糙程度,增强涂层与盘条的结合强度,保证涂层致密不容易脱落。
41.步骤s4中,将配置好的涂层涂覆到盘条表面,将涂覆有涂层的盘条放入模具中拉拔,拉拔的过程中将涂层在盘条表面挤压结实。
42.步骤s5中,拉拔过程中可以使用润滑粉增加其润滑度,使得拉拔更顺畅。
43.本发明提供的无镀铜焊丝的制备方法,在第一次拉拔之前将涂层涂覆在盘条表面,然后进行拉拔,此后对涂覆有涂层的盘条进行拉拔时涂覆润滑粉进行拉拔以提高拉拔的顺畅度。因为涂层中添加二硫化钼、胶体石墨等成分,该涂层可在盘条表面形成一层致密、均匀的膜,将盘条与润滑粉隔绝开,拉拔完成后可轻易将润滑粉擦拭掉,保证焊丝涂层
表面光洁、致密、脱落率低。
44.下面通过一些具体的实施例对本发明进行详述。以下实施例中所使用的药品均可通过一般的商业手段获得。
45.实施例1
46.本实施例的无镀铜焊丝包括盘条和涂覆在盘条表面的涂层,其中,按涂层的质量百分比计,涂层包括以下组分:硬脂酸钙70%、二硫化钼20%、胶体石墨3%、聚四氟乙烯1%、氮化钛6%。盘条选用6.5mm的er50-6盘条,依次用30目的第一纱布带和50目的第二纱布带对盘条进行粗糙毛化处理后,将涂层混合均匀涂覆到盘条表面,压缩涂覆涂层,多次拉拔后得到所述焊丝。涂层的涂覆率为0.049%,焊丝的直径为1.6mm。
47.实施例2
48.本实施例的无镀铜焊丝包括盘条和涂覆在盘条表面的涂层,其中,按涂层的质量百分比计,涂层包括以下组分:硬脂酸钠80%、二硫化钼10%、胶体石墨3%、聚四氟乙烯1%、氮化钛6%。盘条选用6.5mm的er50-6盘条,依次用40目的第一纱布带和60目的第二纱布带对盘条进行粗糙毛化处理后,将涂层混合均匀涂覆到盘条表面,压缩涂覆涂层,多次拉拔后得到所述焊丝。涂层的涂覆率为0.035%,焊丝的直径为1.2mm。
49.实施例3
50.本实施例的无镀铜焊丝包括盘条和涂覆在盘条表面的涂层,其中,按涂层的质量百分比计,涂层包括以下组分:硬脂酸盐75%(其中硬脂酸钙15%、硬质酸钠60%)、二硫化钼15%、胶体石墨3%、聚四氟乙烯1%、氮化钛6%。盘条选用6.5mm的er50-6盘条,依次用50目的第一纱布带和80目的第二纱布带对盘条进行粗糙毛化处理后,将涂层混合均匀涂覆到盘条表面,压缩涂覆涂层,多次拉拔后得到所述焊丝。涂层的涂覆率为0.021%,焊丝的直径为1.2mm。
51.实施例4
52.本实施例的无镀铜焊丝包括盘条和涂覆在盘条表面的涂层,其中,按涂层的质量百分比计,涂层包括以下组分:硬脂酸盐70%(其中硬脂酸钙10%、硬质酸钠60%)、二硫化钼14%、胶体石墨5%、聚四氟乙烯1%、氮化钛10%。盘条选用6.5mm的er50-6盘条,依次用50目的第一纱布带和70目的第二纱布带对盘条进行粗糙毛化处理后,将涂层混合均匀涂覆到盘条表面,压缩涂覆涂层,多次拉拔后得到所述焊丝。涂层的涂覆率为0.022%,焊丝的直径为1.2mm。
53.实施例5
54.本实施例的无镀铜焊丝包括盘条和涂覆在盘条表面的涂层,其中,按涂层的质量百分比计,涂层包括以下组分:硬脂酸盐70%(其中硬脂酸钙20%、硬质酸钠50%)、二硫化钼18%、胶体石墨4%、聚四氟乙烯2%、氮化钛6%。盘条选用6.5mm的er50-6盘条,依次用40目的第一纱布带和80目的第二纱布带对盘条进行粗糙毛化处理后,将涂层混合均匀涂覆到盘条表面,压缩涂覆涂层,多次拉拔后得到所述焊丝。涂层的涂覆率为0.048%,焊丝的直径为1.2mm。
55.实施例6
56.本实施例的无镀铜焊丝包括盘条和涂覆在盘条表面的涂层,其中,按涂层的质量百分比计,涂层包括以下组分:硬脂酸盐75%(其中硬脂酸钙20%、硬质酸钠55%)、二硫化
钼11%、胶体石墨4%、聚四氟乙烯2%、氮化钛8%。盘条选用5.5mm的er50-6盘条,依次用50目的第一纱布带和80目的第二纱布带对盘条进行粗糙毛化处理后,将涂层混合均匀涂覆到盘条表面,压缩涂覆涂层,多次拉拔后得到所述焊丝。涂层的涂覆率为0.01%,焊丝的直径为0.8mm。
57.实施例7
58.本实施例的无镀铜焊丝包括盘条和涂覆在盘条表面的涂层,其中,按涂层的质量百分比计,涂层包括以下组分:硬脂酸盐72%(其中硬脂酸钙36%、硬质酸钠36%)、二硫化钼14%、胶体石墨4%、聚四氟乙烯2%、氮化钛8%。盘条选用5.5mm的er50-6盘条,依次用40目的第一纱布带和80目的第二纱布带对盘条进行粗糙毛化处理后,将涂层混合均匀涂覆到盘条表面,压缩涂覆涂层,多次拉拔后得到所述焊丝。涂层的涂覆率为0.015%,焊丝的直径为1.0mm。
59.按相关标准规范对上述实施例1~7的无镀铜焊丝进行各项焊接试验。焊接工艺参数如下表1,焊接性能如下表2。
60.表1焊接工艺参数
[0061][0062]
表2焊接工艺性能
[0063][0064]
实施例1至7试验结果表明,本发明的无镀铜焊丝,焊接时导电嘴磨损率较小,送丝性、电弧稳定性良好,综合性能优于市售无镀铜焊丝和镀铜焊丝。
[0065]
本发明的无镀铜焊丝通过在涂层中添加硬脂酸盐和聚四氟乙烯可以提高焊丝拉拔的顺畅性,提高生产效率;二硫化钼具有良好的金属表面粘附性,在涂层中添加二硫化钼
和胶体石墨可以增强涂层与盘条的结合强度,保证涂层致密,不易脱落;二硫化钼和胶体石墨的导电性良好且耐高温,加入二硫化钼和胶体石墨可以降低焊丝表面的电阻值,降低焊接时的导电嘴温度;氮化钛的加入可以有效降低导电嘴的磨损;而且制备工艺简单,可大大降低成本,利于工业化生产。所以,本发明有效克服了现有技术中的一些实际问题从而有很高的利用价值和使用意义。
[0066]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1