一种冷挤压铅砖的生产设备的制作方法
1.本发明涉及铅砖加工技术领域,具体为一种冷挤压铅砖的生产设备。
背景技术:
2.铅块是柔软和延展性强的弱金属,有毒,也是重金属,而铅砖因其可隔离有害电离辐射而成为重要的材料,因此铅砖在核工程,医疗和工程行业用作用于防护电离辐射的50mm和100mm厚墙的铅屏蔽构件,铅砖产品通常使用冷挤压的方式进行生产,随后对挤压成型的铅原材料进行跟随锯片切割、转运、特征加工、托盘码垛操作,具体是由挤出机生产铅砖毛坯材料,切割机进行定长跟随切断,切断后由气缸推入蓄料区,机器人先从蓄料去抓取铅砖毛坯放入加工工位(铅砖斜角的特征加工工位),待加工完成后机器人将成品抓取放入托盘中码垛。
3.在铅砖的特征加工中,机器人将从蓄料区抓取位置抓取切割完成的铅砖毛坯,放入加工区定位工装内,工装进行侧向定位和顶部压紧,装夹完成后对铅块工件进行斜角特征的铣削加工,该过程中切削后的铅砖废料直接滞留在工台上,该部分铅块废料需要工作人员清理、收集,为工作人员的铅块加工生产带来不便,同时清理过程中还需要对加工设备进行停机操作,降低了铅砖的生产效率。
技术实现要素:
4.本发明的目的在于提供一种冷挤压铅砖的生产设备,以解决上述背景技术中提出铅砖斜角特征加工过程中,铅砖废料难以清理以及清理需要停机操作,导致铅砖加工效率受到影响的问题。
5.为实现上述目的,本发明提供如下技术方案:一种冷挤压铅砖的生产设备,包括机架和回形架,所述回形架的内部设置有镂空部,所述回形架的顶壁固定有平板,所述平板的表面通过x轴带轮移送结构安装有立板,所述立板一侧的外壁上安装有液压缸一,所述液压缸一的活塞杆底端固定有z型架,所述z型架的表面安装有用于对铅砖毛坯进行斜角铣削的铅块斜角铣削结构,所述机架的顶壁固定有u型架,所述u型架的底部安装有传送铅砖工件和铅砖废料的废料传送组件,所述废料传送组件两侧的机架顶端皆安装有装夹铅砖毛坯的铅块工装;所述机架顶部的一侧安装有用于粉碎铅砖废料的粉碎单元,所述u型架的底部安装有带动废料传送组件和粉碎单元同步工作的双轴齿轮减速电机,所述机架表面的一侧安装有plc控制面板,plc控制面板的输出端分别与x轴带轮移送结构、液压缸一、铅块斜角铣削结构以及双轴齿轮减速电机的输入端电性连接。
6.优选的,所述x轴带轮移送结构包括固定在回形架顶端的旋转驱动件以及固定在平板表面两端的带轮支撑件,所述带轮支撑件包括固定在平板表面一端的带轮座,所述带轮座的内部转动安装有短轴,短轴的顶端与旋转驱动件相互连接,所述短轴的表面固定有同步带轮,两组所述同步带轮之间缠绕有多楔带,所述多楔带表面的一端固定有连接座,所
述连接座的外壁与立板的外壁固定连接。
7.优选的,所述旋转驱动件为电机座和伺服电机,所述电机座固定在回形架顶端的一侧,所述伺服电机固定在电机座的顶端,所述伺服电机的输出轴安装有联轴器,联轴器的底端与短轴的顶端固定连接。
8.优选的,所述铅块斜角铣削结构包括固定在z型架表面两侧的直角座,所述直角座的顶端安装有旋转电机,所述旋转电机的输出轴安装有主轴,且所述主轴的底端安装有铣刀。
9.优选的,所述铅块工装包括固定在机架顶端两侧的固定板,且所述固定板一侧的外壁上安装有液压缸二,所述液压缸二的活塞杆顶端固定有工件夹板,工件夹板用于承载铅砖毛坯。
10.优选的,所述废料传送组件包括固定在u型架底部两侧的凸字板,两组所述凸字板之间固定有支撑架,所述支撑架内部的两端皆转动安装有传动中轴,所述传动中轴的表面固定有外辊,两组所述外辊之间缠绕有传送带。
11.优选的,所述双轴齿轮减速电机的其中一组输出端安装有第一转轴,所述第一转轴的顶端延伸至凸字板的外部,所述第一转轴的顶端通过第一传动结构和传动中轴的顶端相互连接,所述双轴齿轮减速电机的另一组输出端安装有第二转轴,所述第二转轴的顶端通过第二传动结构和粉碎单元相互连接。
12.优选的,所述第一传动结构包括固定在传动中轴顶端的主履带轮和固定在第一转轴顶端的副履带轮,所述主履带轮、副履带轮之间安装有履带。
13.优选的,所述粉碎单元包括固定在机架顶部两侧的导料板,两组导料板用于导向铝砖废料,所述粉碎单元还包括固定在机架底部的废铅料粉碎箱,所述废铅料粉碎箱位于两组导料板的正下方,所述废铅料粉碎箱内部的两端分别转动安装有主粉碎辊和副粉碎辊,所述主粉碎辊和副粉碎辊的顶端皆固定有传动齿盘,两组所述传动齿盘之间相互啮合,所述主粉碎辊的另一端通过第二传动结构和第二转轴相互连接,所述废铅料粉碎箱下方的机架底端设置有排料口。
14.优选的,所述第二传动结构包括固定在第二转轴顶端的主动链轮和固定在主粉碎辊顶端的从动链轮,所述主动链轮、从动链轮之间安装有链条。
15.与现有技术相比,本发明的有益效果是:本技术提出的一种冷挤压铅砖的生产设备不仅分离铅砖工件和铅砖废料,避免了铅砖废料的滞留,该过程中无需工作人员手动清理维护,降低加工设备的停机间隙,提升铅砖的生产效率,并对收集到的铅砖废料进行粉碎作业,无需二次粉碎处理,减少铅砖废料的浪费,降低铅砖的生产成本;(1)通过设置有废料传送组件和废铅料粉碎箱等相互配合的结构,通过x轴带轮移送结构使得铅块斜角铣削结构水平移动,由液压缸一调试铅块斜角铣削结构在z轴方向上的高度,并由铅块斜角铣削结构对铅砖毛坯斜角加工,加工过程中产生的铅砖废料滞留在废料传送组件上,由废料传送组件同步输送铅砖以及废料,铅砖废料通过导料板进入到废铅料粉碎箱中被粉碎处理,而铅砖被下一道工序的机器人抓取放入托盘中码垛,即分离铅砖工件和铅砖废料,从而完成铅砖废料的收集工作,避免了铅砖废料的滞留,该过程中无需工作人员手动清理维护,降低加工设备的停机间隙,提升铅砖的生产效率;
(2)通过设置有第二传动结构和双轴齿轮减速电机等相互配合的结构,在废料传送组件输送铅砖废料时,开启双轴齿轮减速电机工作,使得双轴齿轮减速电机带动第一转轴、第二转轴同步转动,则第一转轴通过第一传动结构带动传动中轴、外辊转动,使得外辊驱动传送带旋转,进而利用传送带对铅砖废料进行输送,直至传送带将废料送至两组导料板之间,最终使得铅砖废料进入到废铅料粉碎箱中,因第二转轴通过第二传动结构和主粉碎辊相互连接,则主粉碎辊、副粉碎辊对废铅料粉碎箱中的铅砖废料进行粉碎处理,粉碎后的铅砖废料通过排料口排出,收集到的铅砖碎料便于后期回收使用,无需二次粉碎处理,减少铅砖废料的浪费,降低铅砖的生产成本。
附图说明
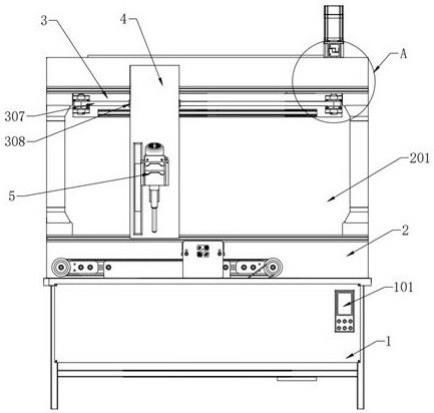
16.图1为本发明的主视结构示意图;图2为本发明的机架侧视剖面结构示意图;图3为本发明图1中a处放大结构示意图;图4为本发明的机架主视剖面结构示意图;图5为本发明图4中b处放大结构示意图;图6为本发明的废料传送组件侧视结构示意图;图7为本发明的直角座立体结构示意图;图8为本发明的铅块工装俯视结构示意图。
17.图中:1、机架;101、plc控制面板;102、u型架;103、排料口;104、导料板;2、回形架;201、镂空部;3、平板;301、电机座;302、伺服电机;303、带轮座;304、短轴;305、联轴器;306、同步带轮;307、多楔带;308、连接座;4、立板;5、铅块斜角铣削结构;501、z型架;502、直角座;503、旋转电机;504、主轴;505、铣刀;6、液压缸一;7、铅块工装;701、固定板;702、液压缸二;703、工件夹板;8、废料传送组件;801、凸字板;802、支撑架;803、传动中轴;804、外辊;805、传送带;806、第一传动结构;9、双轴齿轮减速电机;901、第一转轴;902、第二转轴;10、第二传动结构;11、废铅料粉碎箱;1101、主粉碎辊;1102、副粉碎辊;1103、传动齿盘。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.实施例一由图1至图8给出,本发明包括机架1和回形架2,回形架2的内部设置有镂空部201,回形架2的顶壁固定有平板3,平板3的表面通过x轴带轮移送结构安装有立板4,立板4一侧的外壁上安装有液压缸一6,液压缸一6的活塞杆底端固定有z型架501,z型架501的表面安装有用于对铅砖毛坯进行斜角铣削的铅块斜角铣削结构5,由液压缸一6调试铅块斜角铣削结构5在z轴方向上的高度,即调试铅砖毛坯的斜角加工深度;铅块斜角铣削结构5包括固定在z型架501表面两侧的直角座502,直角座502的顶端安装有旋转电机503,旋转电机503的输出轴安装有主轴504,且主轴504的底端安装有铣刀505;
机架1的顶壁固定有u型架102,u型架102的底部安装有传送铅砖工件和铅砖废料的废料传送组件8,废料传送组件8两侧的机架1顶端皆安装有装夹铅砖毛坯的铅块工装7,机器人将从蓄料区抓取位置抓取切割完成的铅砖毛坯,并将铅砖毛坯放置于两组铅块工装7之间,利用铅块工装7对铅砖毛坯进行装夹;铅块工装7包括固定在机架1顶端两侧的固定板701,且固定板701一侧的外壁上安装有液压缸二702,液压缸二702的活塞杆顶端固定有工件夹板703,工件夹板703用于承载铅砖毛坯,由plc控制面板101开启两组液压缸二702工作,使得液压缸二702推动工件夹板703移动,直至两组工件夹板703夹紧铅砖毛坯,避免铅砖毛坯在铣削过程中出现不稳、晃动的现象;机架1顶部的一侧安装有用于粉碎铅砖废料的粉碎单元,u型架102的底部安装有带动废料传送组件8和粉碎单元同步工作的双轴齿轮减速电机9,机架1表面的一侧安装有plc控制面板101,plc控制面板101的输出端分别与x轴带轮移送结构、液压缸一6、液压缸二702、铅块斜角铣削结构5以及双轴齿轮减速电机9的输入端电性连接;当铅砖毛坯装夹完毕后,由plc控制面板101开启x轴带轮移送结构、液压缸一6以及铅块斜角铣削结构5工作,通过x轴带轮移送结构使得铅块斜角铣削结构5水平移动,进而铅块斜角铣削结构5完成铅砖毛坯的斜角加工;废料传送组件8包括固定在u型架102底部两侧的凸字板801,两组凸字板801之间固定有支撑架802,支撑架802内部的两端皆转动安装有传动中轴803,传动中轴803的表面固定有外辊804,两组外辊804之间缠绕有传送带805;加工过程中产生的铅砖废料滞留在废料传送组件8上,而在加工完毕后,两组铅块工装7松开铅砖工件,使得铅砖工件也落在废料传送组件8上;双轴齿轮减速电机9的其中一组输出端安装有第一转轴901,第一转轴901的顶端延伸至凸字板801的外部,第一转轴901的顶端通过第一传动结构806和传动中轴803的顶端相互连接,废料传送组件8同步输送铅砖以及废料,铅砖废料通过导料板104进入到废铅料粉碎箱11中被粉碎处理;双轴齿轮减速电机9的另一组输出端安装有第二转轴902,第二转轴902的顶端通过第二传动结构10和粉碎单元相互连接,第一传动结构806包括固定在传动中轴803顶端的主履带轮和固定在第一转轴901顶端的副履带轮,主履带轮、副履带轮之间安装有履带;在废料传送组件8输送铅砖废料时,开启双轴齿轮减速电机9工作,使得双轴齿轮减速电机9带动第一转轴901、第二转轴902同步转动,则第一转轴901通过第一传动结构806带动传动中轴803、外辊804转动,使得外辊804驱动传送带805旋转,利用传送带805对铅砖废料进行输送;铅砖被下一道工序的机器人抓取放入托盘中码垛,即分离铅砖工件和铅砖废料,从而完成铅砖废料的收集工作,避免了铅砖废料的滞留,该过程中无需工作人员手动清理维护,降低加工设备的停机间隙,提升铅砖的生产效率。
20.实施例二在实施例一的基础上,由图1、图2、图3、图4和图5给出,x轴带轮移送结构包括固定在回形架2顶端的旋转驱动件以及固定在平板3表面两端的带轮支撑件,旋转驱动件为电机座301和伺服电机302,电机座301固定在回形架2顶端的一侧,伺服电机302固定在电机座
301的顶端;带轮支撑件包括固定在平板3表面一端的带轮座303,带轮座303的内部转动安装有短轴304,短轴304的顶端与旋转驱动件相互连接,短轴304的表面固定有同步带轮306,两组同步带轮306之间缠绕有多楔带307,多楔带307表面的一端固定有连接座308,连接座308的外壁与立板4的外壁固定连接;伺服电机302的输出轴安装有联轴器305,联轴器305的底端与短轴304的顶端固定连接,在对铅砖毛坯的斜角加工过程中,由伺服电机302依次驱动联轴器305、短轴304以及同步带轮306转动,使得多楔带307拉动连接座308、立板4以及铅块斜角铣削结构5、液压缸一6等部件一同在x轴上移动;通过液压缸一6拉动z型架501等部件在z轴上进行升降,直至铣刀505调试至合适的铣削位置,该过程中预先开启两组旋转电机503,使得旋转电机503一侧驱动主轴504、铣刀505进行转动,双侧铣刀505分层对铅砖进行斜角特征铣削加工,直至铣刀505对铅砖完成斜角特征的铣削操作。
21.实施例三在实施例一的基础上,由图4、图5、图6、图7和图8给出,粉碎单元包括固定在机架1顶部两侧的导料板104,两组导料板104用于导向铝砖废料,传送带805将废料送至两组导料板104之间,最终使得铅砖废料进入到废铅料粉碎箱11中;粉碎单元还包括固定在机架1底部的废铅料粉碎箱11,废铅料粉碎箱11位于两组导料板104的正下方,废铅料粉碎箱11内部的两端分别转动安装有主粉碎辊1101和副粉碎辊1102,主粉碎辊1101和副粉碎辊1102的顶端皆固定有传动齿盘1103,两组传动齿盘1103之间相互啮合,主粉碎辊1101的另一端通过第二传动结构10和第二转轴902相互连接,废铅料粉碎箱11下方的机架1底端设置有排料口103,第二转轴902通过第二传动结构10和主粉碎辊1101相互连接,则第二转轴902带动主动链路以及链条、从动链轮转动,使得从动链轮驱动主粉碎辊1101转动;第二传动结构10包括固定在第二转轴902顶端的主动链轮和固定在主粉碎辊1101顶端的从动链轮,主动链轮、从动链轮之间安装有链条;由于主粉碎辊1101和副粉碎辊1102之间通过两组传动齿盘1103啮合连接,则废铅料粉碎箱11中的主粉碎辊1101、副粉碎辊1102一同转动,使得主粉碎辊1101、副粉碎辊1102对废铅料粉碎箱11中的铅砖废料进行粉碎处理,粉碎后的铅砖废料通过排料口103排出,收集到的铅砖碎料便于后期回收使用,无需二次粉碎处理,减少铅砖废料的浪费,降低铅砖的生产成本。
22.本技术实施例在使用时,首先机器人将从蓄料区抓取位置抓取切割完成的铅砖毛坯,并将铅砖毛坯放置于两组铅块工装7之间,利用铅块工装7对铅砖毛坯进行装夹,该过程中由plc控制面板101开启两组液压缸二702工作,使得液压缸二702推动工件夹板703移动,直至两组工件夹板703夹紧铅砖毛坯,避免铅砖毛坯在铣削过程中出现不稳、晃动的现象,提高铅砖毛坯的铣削精度,当铅砖毛坯装夹完毕后,由plc控制面板101开启x轴带轮移送结构、液压缸一6以及铅块斜角铣削结构5工作,通过x轴带轮移送结构使得铅块斜角铣削结构5水平移动,进而铅块斜角铣削结构5完成铅砖毛坯的斜角加工,由液压缸一6调试铅块斜角铣削结构5在z轴方向上的高度,即调试铅砖毛坯的斜角加工深度,直至铅块斜角铣削结构5
对铅砖毛坯完成斜角加工,加工过程中产生的铅砖废料滞留在废料传送组件8上,而在加工完毕后,两组铅块工装7松开铅砖工件,使得铅砖工件也落在废料传送组件8上,由废料传送组件8同步输送铅砖以及废料,铅砖废料通过导料板104进入到废铅料粉碎箱11中被粉碎处理,而铅砖被下一道工序的机器人抓取放入托盘中码垛,即分离铅砖工件和铅砖废料,从而完成铅砖废料的收集工作,避免了铅砖废料的滞留,该过程中无需工作人员手动清理维护,降低加工设备的停机间隙,提升铅砖的生产效率。
23.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
24.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1