一种航天器舱体环缝焊接冷却装置及方法与流程
1.本发明属于航天器制造技术领域,特别涉及一种航天器舱体环缝焊接冷却装置及方法。
背景技术:
2.目前大型航天器舱体结构直径尺寸可达5m级,采用多块弧板通过纵缝拼焊为圆柱段后通过环缝焊接将多个柱段之间进行冶金连接,最终形成整舱结构。由于航天器舱体结构采用轻量化设计以提高承载比,故舱体壁板厚度薄,刚性弱。
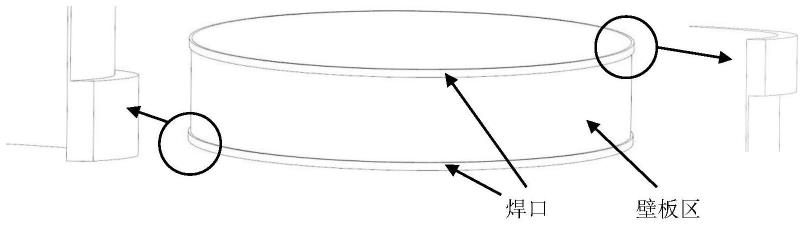
3.如图1所示,由于焊缝接头系数较低,焊口均采用加厚设计。在舱体圆柱段环缝焊接时,焊接热输入大,导致与焊口相临近的壁板区在焊接热量的影响下极易发生局部变形,导致焊接完成后舱体形位精度不能满足设计要求。
技术实现要素:
4.本发明提出一种航天器舱体环缝焊接冷却装置及方法,以解决大型航天器舱体结构圆柱段环缝焊接时,由于焊接热量输入大导致的与焊口相临近的壁板区在焊接热量的影响下发生局部变形,进而焊接完成后舱体形位精度不能满足设计要求的问题。
5.本发明提出一种航天器舱体环缝焊接冷却装置,包括:冷却外壳、密封圈,其中,
6.冷却外壳为圆环形壳体,冷却外壳壳体内径大于航天器舱体柱段外径,冷却外壳套装在舱体柱段外侧,且二者同轴固定放置,二者之间存在间隙;
7.在冷却外壳与舱体柱段之间的间隙中上下侧具有密封圈;
8.冷却外壳内壁、舱体柱段外壁和上下侧密封圈构成容纳冷却介质的空间,在该空间区域对应的冷却外壳上具有注液口和出液口。
9.进一步的,所述间隙的大小根据所需的冷却介质体积确定。
10.进一步的,在冷却外壳外部的注液口和出液口之间具有制冷机、流量阀和管道构成冷却介质密封循环装置,所述出液口通过管道连接制冷机的进液端,制冷机的出液端通过管道经由流量阀连接所述注液口。
11.进一步的,所述制冷机对冷却介质的温度进行调控,使冷却介质的温度保持在所设置的温度区间内。
12.进一步的,所述冷却介质是水。
13.进一步的,所述流量阀对冷却介质流速进行调控,流速维持在所设置的流速区间内。
14.进一步的,所述注液口和出液口分别安装阀门,所述阀门具有温度传感器,所述温度传感器感测冷却介质温度,当所述注液口或出液口处的冷却介质温度高于所设置温度区间上限时,所述阀门打开;当注液口或出液口处的冷却介质温度低于所设置温度区间下限时,所述阀门关闭。
15.进一步的,所述密封圈的材质为具有可压缩性的高分子材料,密封圈的截面形状
为圆形、矩形、或梯形。
16.一种航天器舱体环缝焊接冷却方法,包括:在冷却外壳外部的注液口和出液口之间设置制冷机、流量阀和管道构成冷却介质密封循环装置,所述出液口通过管道连接制冷机的进液端,制冷机的出液端通过管道经由流量阀连接所述注液口;
17.利用所述制冷机对冷却介质的温度进行调控,使冷却介质的温度保持在所设置的温度区间内;
18.利用所述流量阀对冷却介质流速进行调控,保持流速维持在所设置的流速区间内,
19.在所述注液口和出液口分别安装阀门,所述阀门具有温度传感器,所述温度传感器感测冷却介质温度,当所述注液口或出液口处的冷却介质温度高于所设置温度区间上限时,所述阀门打开;当注液口或出液口处的冷却介质温度低于所设置温度区间下限时,所述阀门关闭。
20.通过本发明提出的冷却装置及方法,可以有效控制舱体柱段环缝焊接过程中与焊缝临近的壁板区的温度,大幅降低或避免壁板区的焊接变形。
附图说明
21.图1为大型航天器舱体柱段结构示意图;
22.图2为本发明航天器舱体环缝焊接冷却装置结构示意图;
23.图3为本发明航天器舱体环缝焊接冷却装置外部制冷系统;
24.图4为本发明密封圈结构及安装示意图。
具体实施方式
25.本发明提出的大型航天器舱体环缝焊接冷却装置结构如图2所示,包括冷却外壳1、密封圈4和舱体柱段5。其中冷却外壳1为圆环形壳体结构,其上设计有注液口2和出液口3,注液口2和出液口3处设置有阀门9,阀门9中包括温度传感器,阀门9可根据温度传感器检测到的温度打开或关闭。其使用方法为,首先舱体柱段5放置在平台上,将冷却外壳1套装在舱体柱段5外面,注液口2在下,出液口3在上,调整冷却外壳1至适当高度并在下部对冷却外壳1进行支撑定位。将密封圈4由上侧塞入舱体柱段5上侧和冷却外壳1之间的间隙中。随后,将冷却外壳1、舱体柱段5和密封圈4组成的构件进行上下翻转,并旋转于平台上。按上述方式将另外一条密封圈4装入冷却外壳1、舱体柱段5和密封圈4所组成构件的下侧间隙中。至此,冷却外壳1、舱体柱段5和2个密封圈4组成了一个完整的冷却组件。冷却外壳1和舱体柱段5的材料为金属,优选为轻质金属或合金,比如铝或铝合金等。
26.随后,将上述冷却组件和另外一个待焊件进行环缝焊接的装配,装配完全后,从注液口2向上述组件的冷却外壳1和舱体柱段5之间的空腔中注入冷却介质,可以为水或其它制冷剂,直至水或其它制冷剂将冷却外壳1和舱体柱段5之间的空腔全部填满。
27.此时,即可以进行舱体柱段之间的环缝焊接操作,冷却外壳1和舱体柱段5之间空腔内的水或冷却介质在焊接过程中将大量吸收焊口处产生的热量,可以有效保证焊口区附近的薄壁板区焊接过程温度处于合适的区间,减小甚至避免发生焊接变形。
28.如图3所示,在冷却外壳1外部的注液口2和出液口3之间具有制冷机10、流量阀11
和管道构成冷却介质密封循环装置,所述出液口3通过管道连接制冷机10的进液端,制冷机10的出液端通过管道经由流量阀11连接所述注液口2。
29.本发明提出的冷却装置在焊接时可通过注液口2和出液口3与外部的制冷机10、流量阀11组成一套具有冷却剂实时冷却功能的冷却装置,通过控制流量阀11的流量和制冷机10的温度可以对焊接过程壁板区的温度进行进一步的调控,使冷却介质的温度保持在所设置的温度区间内。
30.舱体柱段5、冷却外壳1之间的间隙和密封圈4的结构尺寸具有一定的约束关系,密封圈4的截面可以为任意几何形状,图4为一个实例。其中舱体柱段5外径为2828mm,冷却外壳1内径为2853mm。冷却外壳1和舱体柱段5之间间隙e为12.5mm,密封圈4截面形状为直角梯形,其下底a、高b、上底c尺寸分别为15.6mm、10mm、12.5mm。密封圈4装入冷却外壳1和舱体柱段5之间后,密封圈4将受到压缩,上部压缩率为20%,此时密封圈4的宽度d与间隙e尺寸相同。此状态下密封圈4由于受压缩具备了密封能力,经过有限元计算密封应力可以抵抗本发明所述的冷却装置及内部所加入制冷剂(此时制冷剂)为水的自重,可以实现在外部无辅助支撑时内部冷却介质的可靠密封。
31.本发明还提出一种航天器舱体环缝焊接冷却方法,包括:利用制冷机10对冷却介质的温度进行调控,使冷却介质的温度保持在所设置的温度区间内。所述流量阀11对冷却介质流速进行调控,流速需维持在所设置的流速区间内。
32.注液口2和出液口3分别安装阀门9,所述阀门9具有温度传感器,所述温度传感器感测冷却介质温度,当所述注液口2或出液口3处的冷却介质温度高于所设置温度区间上限时,所述阀门9打开;当注液口2或出液口3处的冷却介质温度低于所设置温度区间下限时,所述阀门9关闭。
33.实施例
34.考虑一定的安全系数,采用有限元方法对密封圈压缩率为15%时的密封能力进行计算,结果显示,压缩率为15%时的可密封压力为2.5mpa。
35.针对冷却外壳和舱体柱段之间注水后的压力进行了计算。舱体柱段高度为1370mm,注水高度高于舱体柱段。当注水高度为1500mm时,下部压力为0.015mpa,远低于密封圈的密封能力,可以有效实现冷却水的密封。
36.考虑水及冷却外壳的自重,对密封圈产生的摩擦力进行了计算。为了确保计算裕度,压缩率采用15%,密封圈有效密封高度采用5mm。橡胶与铝的摩擦系数为0.1~0.6,选用下限值0.1。此时,产生的摩擦力为11kn。所注水重量为360kg,冷却外壳重量为72kg,总重量为432kg,重力为4.3kn,小于摩擦力。故注水状态密封圈密封力可保证注水状态冷却外壳的稳定性。
37.本发明说明书中未作详细描述的内容属于本领域技术人员的公知常识。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1