一种激光拼焊自动上料搓料抓手的制作方法
1.本发明属于激光拼焊上料机构技术领域,特别涉及一种激光拼焊自动上料搓料抓手。
背景技术:
2.激光拼焊是采用激光能源,将若干不同材质、不同厚度、不同涂层的钢材、不锈钢材、铝合金材等进行自动拼合和焊接而形成一块整体板材、型材、夹芯板等,以满足零部件对材料性能的不同要求,用最轻的重量、最优结构和最佳性能实现装备轻量化。
3.在激光焊接设备的加工过程中,需要先将待焊板材搬运定位,以保证精确焊接。通过机械手吸盘直接抓取待焊板材,并放置到位,是一种常用的上料方式。但是现有的机械手吸盘的上料机构往往只能适用于尺寸和重量比较接近的板材,无法适用于尺寸差别较大的板材。而且在搬运尺寸较大、厚度较小的板材时,由于板材可能发生形变,而对机器手吸盘机构产生不定角度的撞击,造成无法很好的吸住板材,甚至导致导致对机械手吸盘机构的损坏和板材的损坏。
技术实现要素:
4.本发明的目的是克服现有技术的缺陷,提供了一种激光拼焊自动上料搓料抓手,其能够适应多种不同规格的板材;而且能够提供多自由度的缓冲,提高抓料的稳定性,减小上料时上料机构和板材之间产生的撞击。
5.本发明提供的技术方案为:
6.一种激光拼焊自动上料搓料抓手,包括:
7.机架,其为矩形框架结构;
8.机器人连接法兰,其固定设置在所述机架的上侧,并且位于所述机架的中心处;
9.多个吸盘连接机构,其设置在所述机架的下侧,并且沿所述机架的长度方向间隔设置;
10.其中,所述吸盘连接机构之间的间隔能够选择性的调节;
11.多个第一真空吸盘,其固定连接在所述吸盘连接机构上;
12.两个第二真空吸盘,其固定连接在所述吸盘连接机构上,所述第二真空吸盘的位置能够分别沿竖直方向、所述机架的长度方向及宽度方向进行自适应调节;
13.多个真空发生器,其设置在所述机架上,并且与所述吸盘连接机构一一对应设置;所述真空发生器通过分别气管与所述第一真空吸盘和所述第二真空吸盘连接。
14.优选的是,所述吸盘连接机构包括:
15.第一安装梁,其沿所述机架的宽度方向垂直固定在所述机架上;
16.其中,所述第一安装梁上固定安装有多个第一真空吸盘,所述多个第一真空吸盘沿所述第一安装梁的轴向间隔设置。
17.优选的是,所述吸盘连接机构还包括:
18.第二安装梁,其固定在所述机架上,所述第二安装梁与所述第一安装梁平行,并且与所述第一安装梁之间具有间隔;以及
19.缓冲调整机构,其包括摆动机构和伸缩机构,所述摆动机构的一端同时连接在所述第一安装梁和所述第二安装梁的一端;所述伸缩机构的一端连接在摆动机构的另一端,另一端连接所述第二真空吸盘;
20.其中,所述摆动机构用于实现所述第二真空吸盘在竖直方向和所述机架的长度方向的位置调节;所述伸缩机构用于实现所述第二真空吸盘在所述机架宽度方向的位置调节。
21.优选的是,所述摆动机构包括:
22.安装座,其同时固定连接在所述第一安装梁和所述第二安装梁的一端,所述安装座沿所述机架的长度方向设置;
23.两个导向杆,其固定连接在所述安装座上,并且分别靠近所述安装座的两端;所述导向杆的轴线沿竖直方向设置;
24.两个连接件,其与所述两个导向杆一一对应设置;所述连接件空套在所述导向杆上;
25.两个弹簧,其与所述两个导向杆一一对应设置;所述弹簧套设在所述导向杆上;
26.其中,所述导向杆的一端设置有限位挡片,所述弹簧的两端分别抵靠在所述限位挡片和所述连接件上;
27.第一连杆,其两端分别与所述两个连接件转动连接,使所述第一连杆的两端能够分别绕平行于所述机架宽度方向的轴线转动;
28.第二连杆,其一端固定连接在所述安装座上;
29.其中,一个所述导向杆位于所述第二连杆和另一个所述导向杆之间;
30.第一气缸,其活塞杆与一个所述连接件转动连接,所述第一气缸的缸筒封闭端跨过另一个所述连接件与所述第二连杆的另一端转动连接;
31.其中,所述第一气缸的活塞杆的转动轴线方向所述第一连杆的转动轴线方向平行,所述第二连杆的转动轴线方向为竖直方向。
32.优选的是,所述伸缩机构包括:
33.两个第二气缸,其水平设置,所述两个第二气缸的缸筒封闭端一一对应的固定连接在所述两个连接件上;
34.其中,所述两个第二真空吸盘一一对应的连接在所述第二气缸的活塞杆的端部。
35.优选的是,所述第二气缸采用扁型双杆气缸。
36.优选的是,所述机架的材质为高强度铝型材。
37.优选的是,所述机架的底面设置有滑槽,所述滑槽沿所述机架的长度方向设置;
38.其中,所述第一安装梁和所述第二安装梁上均设置有滑块,所述滑块与所述滑槽相匹配,使所述第一安装梁和所述第二安装梁能够沿所述机架的长度方向移动,改变所述吸盘连接机构之间的间隔。
39.优选的是,所述滑槽与所述滑块之间通过球头柱塞锁紧。
40.优选的是,所述第一真空吸盘和所述第二真空吸盘内均设置有防尘网。
41.本发明的有益效果是:
42.本发明提供的激光拼焊自动上料搓料抓手,能够适应多种不同规格的板材;而且能够提供多自由度的缓冲,提高抓料的稳定性,减小上料时上料机构和板材之间产生的撞击,对上料机构和板材起到保护作用。
附图说明
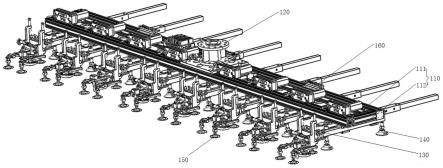
43.图1为本发明所述的激光拼焊自动上料搓料抓手的总体结构示意图。
44.图2为本发明所述的上料机构的结构示意图。
45.图3为本发明所述的缓冲调整机构的结构示意图。
46.图4为本发明所述的摆动机构的结构示意图。
具体实施方式
47.下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
48.如图1-2所示,本发明提供了一种激光拼焊自动上料搓料抓手,其主要包括:机架110,机器人连接法兰120,多个吸盘连接机构130,第一真空吸盘140、第二真空吸盘150及真空发生器160。
49.机架110为矩形框架结构,包括对称设置的两个横梁111和两个对称设置的纵梁112。机器人连接法兰120通过螺栓固定安装在机架110的顶面上,并且机器人连接法兰120位于机架110的中心处。上料机器人通过机器人连接法兰120与所述的激光拼焊自动上料搓料抓手进行连接,通过机器人带动所述的激光拼焊自动上料搓料抓手移动,实现待拼焊板材的搬运。
50.作为一种优选,机架110采用高强度铝型材,使机架110强度高重量轻,能够在保证抓手强度的情况下降低机器人的载荷。机架110连结部位都使用销钉连结,保证在高负荷工作时也不会震动和外力使机架110发生形变。
51.多个吸盘连接机构130间隔设置在机架110的下侧,并且沿机架110的长度方向间隔设置,即沿横梁111的轴向间隔设置。其中,吸盘连接机构130之间的间隔能够选择性的进行调节,以适应不同尺寸规格的板材。例如,板材的长度较长、重量轻时可以增大吸盘连接机构130之间的间距,反之,减小吸盘连接机构130之间的间距。
52.多个第一真空吸盘140通过连接板固定连接在吸盘连接机构130上。两个第二真空吸盘150通过连接板固定连接在吸盘连接机构130上,所述第二真空吸盘150的位置能够分别沿竖直方向、机架110的长度方向及机架110的宽度方向进行自适应调节;从而提供多自由度的缓冲,提高抓料的稳定性,减小上料时对真空吸盘机构产生的撞击。其中,每个吸盘连接机构130和其对应的第一真空吸盘140、第二真空吸盘150共同组成一个上料机构。
53.多个真空发生器160分别固定设置在机架110上,并且真空发生器160与吸盘连接机构130一一对应设置;真空发生器160通过分别通过气管与每个第一真空吸盘140和第二真空吸盘150连接。每个上料机构都单独配有真空发生器160,使抓取时有更大的吸取力,在搬运过程防止板材掉落。
54.作为一种优选,吸盘连接机构130包括:第一安装梁131,其沿纵梁112的轴向(机架110的宽度方向)垂直固定在机架110上。其中,第一安装梁131上固定安装有多个第一真空
吸盘140,多个第一真空吸盘140沿第一安装梁131的轴向间隔设置。
55.吸盘连接机构130还包括:第二安装梁132和缓冲调整机构。第二安装梁132固定在机架110上,第二安装梁132与第一安装梁131平行,并且与第一安装梁131之间具有间隔。所述缓冲调整机构包括:摆动机构133和伸缩机构134,摆动机构133的一端同时连接在第一安装梁131和第二安装梁132的一端;伸缩机构134的一端连接在摆动机构133的另一端上,伸缩机构133的另一端连接第二真空吸盘150。其中,摆动机构133用于实现第二真空吸盘150在竖直方向和机架110的长度方向上的位置调节;伸缩机构134用于实现第二真空吸盘150在机架110的宽度方向上的位置调节。
56.作为一种优选,两个横梁111的底面分别设置有滑槽,所述滑槽沿横梁111的长度方向设置。其中,第一安装梁131和第二安装梁132上均设置有滑两个块130a,两个滑块130a分别与与两个横梁111上的滑槽相匹配,使第一安装梁131和第二安装梁132能够沿横梁111(机架110)的长度方向移动,改变吸盘连接机构130之间的间隔。在两个横梁111上分别设置滑槽及相对应的滑块130a,能够保证吸盘连接机构130移动的稳定性,防止在移动过程中吸盘连接机构130的位置发生偏移。
57.作为进一步的优选,所述滑槽与滑块130a之间通过球头柱塞锁紧。
58.如图3-4所示,作为一种优选,摆动机构133包括:安装座1331、导向杆1332、连接件1333、弹簧1334、第一连杆1335、第二连杆1336和第一气缸1337。
59.安装座1331同时固定连接在第一安装梁131和第二安装梁132的一端,安装座1331沿机架110的长度方向水平设置。两个导向杆1332固定连接在1331安装座上,并且分别靠近安装座1331的两端;导向杆1332的轴线沿竖直方向设置。两个连接件1333与两个导向杆1332一一对应设置,连接件1333空套在导向杆1332上。两个弹簧1334与两个导向杆1332一一对应设置;弹簧1334套设在导向杆1332上。其中,导向杆1332的上端固定设置有限位挡片1332a,弹簧1334的两端分别抵靠在限位挡片1332a和连接件1333的上端。
60.作为一种优选,安装座1331上开设有两个竖直的通孔,两个所述通孔与两个导向杆1332一一对应设置;导向杆1332穿过所述通孔,并且与安装座1331通过顶丝1331a固定连接。
61.导向杆1332的上下两端分别延伸至安装座110的上方和下方;连接件1333设置在安装座110的外侧(远离机架110的一侧),连接件1333的上下两端分别开设有导向孔,并且通过所述导向孔空套在导向杆1332上;即安装座1331位于连接件1333的上端和下端之间。
62.作为进一步的优选,所述导向孔中安装有无油衬套,通过安装无油衬套能够增加连接件1333的导向孔处的强度,起到耐磨的作用,并且能够提高连接件1333运动的顺畅程度。
63.第一连杆1335设置在连接件1333的外侧(远离机架110的一侧),第一连杆1335的两端分别与两个连接件1333转动连接,使第一连杆1335的两端能够分别绕第一轴线转动;其中,所述第一轴线为平行于机架110宽度(纵梁112)方向的轴线。
64.第一连杆1335通过第一转轴1335a与连接件1333转动连接。两个第一转轴1335a与两个连接件1333一一对应设置;第一转轴1335a的一端固定连接在连接件1333上。其中,第一连杆1335的两端分别固定连接有鱼眼接头,并且第一连杆1335的两端分别通过鱼眼接头转动连接在第一转轴1335a上;从而使第一连杆1335的两端能够分别绕两个第一转轴1335a
的轴线(第一轴线)转动。
65.第二连杆1336固定连接在安装座1331上,并且靠近安装座1331的一端设置;其中,第二连杆1336的轴线平行于所述第一轴线,一个导向杆1332位于第二连杆1336和另一个导向杆1332之间。
66.第一气缸1337与第一连杆1335a同侧设置,第一气缸1337的活塞杆与一个连接件1333转动连接,第一气缸1337的缸筒封闭端跨过另一个连接件1333与第二连杆1336转动连接。其中,所述活塞杆的转动轴线方向所述第一轴线平行,第二连杆1336的转动轴线方向与导向杆1332的轴线平行。
67.在一种实施例中,第一气缸1337的活塞杆通过第二转轴1337a与连接件1333转动连接。第二转轴1337a的轴线与第一转轴1335a的轴线平行设置,并且第二转轴1337a位于第一转轴1335a的上方。第二转轴1337a的一端固定连接在一个连接件1333上;其中,所述活塞杆的端部固定连接有鱼眼接头,所述活塞杆通过鱼眼接头与第二转轴1337a转动连接;从而使所述活塞杆能够绕第二转轴1337a的轴线转动。
68.第一气缸1337的缸筒封闭端通过第三转轴1337b与第二连杆1336转动连接;第三转轴1337b的轴线沿竖直方向设置,第三转轴1337b上端固定连接在第一气缸1337的缸筒封闭端上。其中,第二连杆1336的一端固定连接在安装座1331上,另一端固定连接有鱼眼接头,并通过鱼眼接头与第三转轴1337b转动连接;使第二连杆1336的一端能够绕第三转轴1337b的轴线转动。
69.作为进一步的优选,摆动机构133还包括两个限位套筒1338,其与两个导向杆1332一一对应设置;限位套筒1338空套在导向杆1332上,并且连接件1333的上端位于弹簧1331与限位套筒1338之间;限位套筒1338位于连接件1333的上端与安装座1331之间。设置限位套筒1338a用于限定连接件1333a的下行位置,以保证摆动机构133的正常运行。
70.伸缩机构134包括:两个第二气缸1341,其水平设置,两个第二气缸1341的缸筒封闭端一一对应的固定连接在两个连接件1333上。其中,两个第二真空吸盘150一一对应的连接在第二气缸1341的活塞杆的端部。
71.作为一种优选,第二气缸134a采用扁型双杆气缸;第二气缸134a设置有两个导向杆能够较好的起到导向作用,保证气缸运动的顺滑度,防止旋转。
72.其中,机架110上方配两个压力表用以分别监测上料机构在机架110的长度方向上和机架110的宽度方向上受到的冲击力,根据所述冲击力摆动机构133的第一气缸1337和伸缩机构134的第二气缸1341的伸缩,产生自适应的缓冲力,在板材重量发生变化时调整缓冲力实现对上料机构及板材的保护。
73.作为进一步的优选,第一真空吸盘140和第二真空吸盘150内均设置有防尘网,能够防止大颗粒粉尘进入真空发生器160对设备造成损害。
74.本发明提供的激光拼焊自动上料搓料抓手,能够适应多种不同规格的板材;而且能够提供多自由度的缓冲,提高抓料的稳定性,减小上料时对上料机构产生的撞击;并且能够最大程度的保证板材搬运的安全性。
75.尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限
于特定的细节和这里示出与描述的图例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1