一种高硬度中碳钢冷挤压成形异形花键轴工艺的制作方法
本发明涉及汽车零配件生产,具体是一种高硬度中碳钢冷挤压成形异形花键轴工艺。
背景技术:
1、冷挤压技术是一种高效的少切屑加工技术,精度高,具有较高的生产效率成形后可以获得较高的综合力学性能和较好的制品表面质量。随着汽车向高性能、低成本、低能耗方向的发展,采用冷挤压工艺净成形小尺寸或近成形复杂的汽车零件是当今汽车制造业的发展趋势。
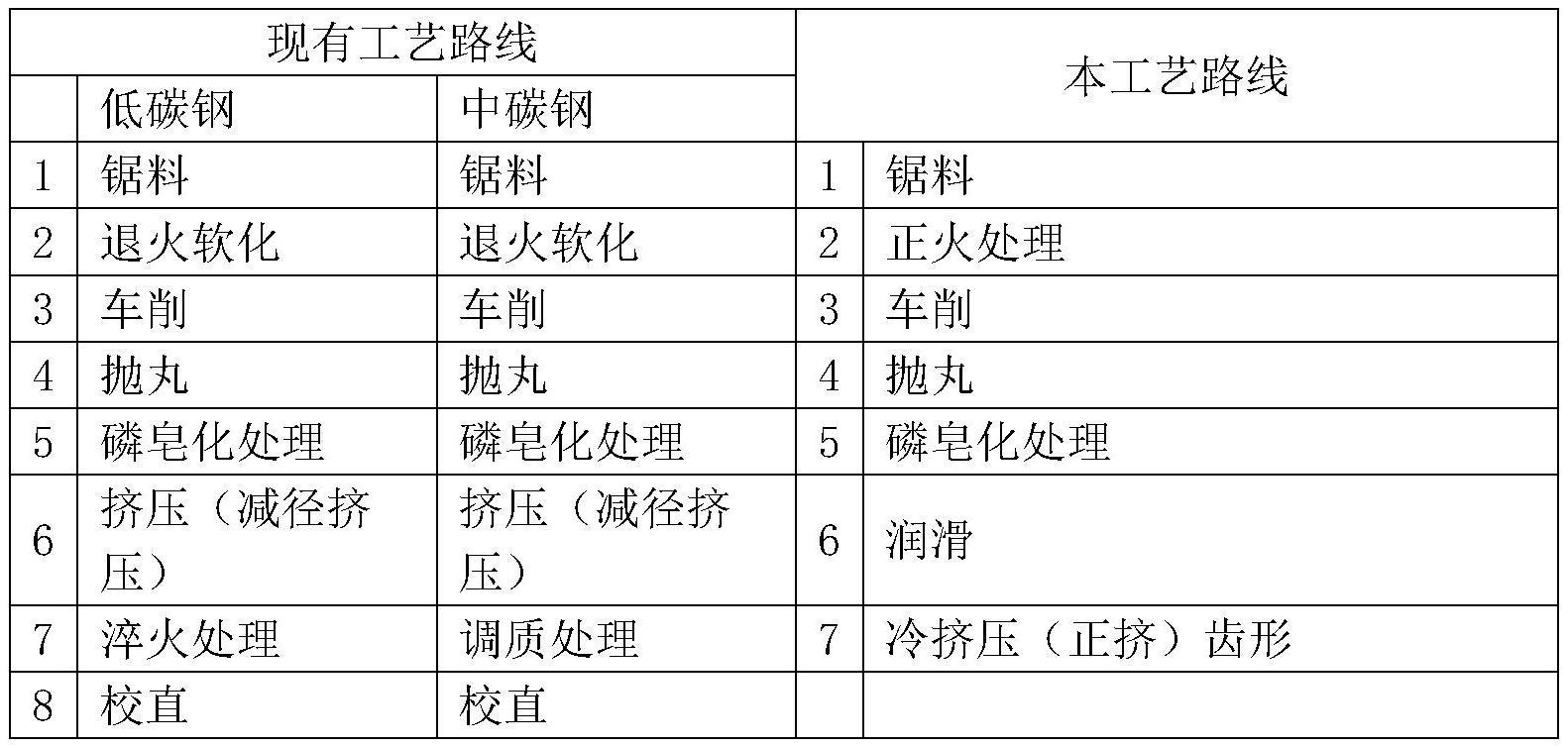
2、异形花键轴冷挤压一般采用低碳钢,其工艺为:锯料,退火软化,车削,抛丸,磷化、皂化处理,挤压(减径挤压)之后采用淬火处理,再进行校直处理,机械加工;中碳钢工艺为:锯料,退火软化,车削,抛丸,磷化、皂化处理,挤压(减径挤压)之后采用淬火处理或调质处理,再进行校直处理。由此可知,现有技术主要是通过退火软化材料后,对材料进行车削、挤压定型后,再次进行热处理,必要时再通过机加工的方式对零件的最终需要得到的尺寸进行加工。然而,在一些细长轴类带有异形花键,挤压成形之后花键轴会有弯曲,再做热处理,会导致齿形变形的情况,并且当齿形变形后很难通过校直或其他工艺来调整,也难以保留挤压成形后的金属流线。
3、例如cn 113843587 a一种调节卡套的成形工艺,该工艺的步骤包括:步骤一:下料采用圆盘锯对坯料进行锯断下料得到坯件;步骤二:倒角通过倒角机对坯件的两个端面进行倒角;步骤三:球化退火将倒角工序完成后的坯件放入退火炉内对坯料进行球化退火;步骤四:抛丸采用滚筒式抛丸机对下料后的坯件进行抛丸处理,以去除坯件表面的氧化皮与附着物;步骤五:皮膜处理对抛丸处理后的坯件进行皮膜处理;步骤六:冷挤压;步骤七:中间机加工将冷挤压后的坯件安装在车床上车削出内孔台阶,并将坯件车削出总长,同时车削坯件外径以确保同心度;步骤八:挤花键通过冷挤压花键成形模具将坯件内表面挤压出花键形状;通过冷挤压成形模具将坯件头部挤压出台阶并在其内部挤压出内表面。虽然该工艺提高了材料的利用率,减少了机加工成本,然而该工艺的实施步骤多,间接导致了时间成本和经济成本的增加,且通过退火后再进行车削处理,容易使得到的产品内部金属流线结构有出现破坏的风险,大车削量车削时,容易出现铁屑缠绕情况,损坏刀具情况
技术实现思路
1、发明目的:为了解决现有技术的不足,本发明提供了一种高硬度中碳钢冷挤压成形异形花键轴工艺,在冷挤压完零件的齿部后便无需再加工,可大大提高生产效率,且产品尺寸稳定、有效利用材料,优化产品性能。
2、技术方案:为了实现以上目的,本发明所述的一种高硬度中碳钢冷挤压成形异形花键轴工艺,其特征在于,该工艺的具体步骤如下:
3、步骤一:锯料
4、选择名义重量与锻件重量相同的圆柱形棒料,然后通过下料机进行锯断下料得到坯件;
5、步骤二:正火处理
6、对下料后的坯件进行正火处理,正火处理时间为540min~660min,正火温度为760℃~850℃,保温时间为180min~240min,保温结束后待其冷却;
7、步骤三:机加工
8、根据导流凹模角度,通过机加工的方式将冷却后的坯件的端部加工成与导流凹模相匹配的角度;
9、步骤四:抛丸
10、将车削处理后的坯件通过滚筒式抛丸机对棒料进行抛丸处理以去除棒料表面的氧化皮与附着物;
11、步骤五:磷皂化
12、对抛丸处理后的坯件进行磷皂化处理,皂化浓度增大至10%,皂化液的温度为90℃~95℃,皂化时间为13min~15min;
13、步骤六:润滑
14、对磷皂化后的坯件进行表面润滑加涂超细二硫化钼粉末涂覆处理;
15、步骤七:冷挤压齿形
16、将磷皂化处理后的坯件放在挤齿模具内,坯件的上方设有冲头,坯件上方的冲头随着压力机的滑块向下运动,对坯件进行冲压,得到坯件下方的齿形部分,然后压力机控制冲头向坯件的反方向运动,移开模具,顶柱顶出挤齿完成后的坯件,由于通用的挤压模具结构和工作原理都属于比较成熟的现有技术,此处不作重复说明;
17、作为本发明的进一步优选,步骤二中,正火处理后坯件的硬度hrc≤32,此时,坯件为带有部分球状珠光体的正火组织,而现有技术中为了防止坯件硬度过高会避免使用正火处理,因为通常认为的过高的硬度会导致无法将坯件挤压至所需形状。因此通常采用球化退火,通过球化退火软化坯件使坯件得到珠光体、在车削、挤压工序后再采用淬火或调质处理,必要时还需要机加工处理以达到所需精度,工序复杂。
18、作为本发明的进一步优选,步骤三中,所述的机加工为数控机床加工或车床车削加工。
19、作为本发明的进一步优选,步骤三中,所述坯件的端部和与其匹配的导流凹模的角度和尺寸相同。
20、作为本发明的进一步优选,所述坯件和导流凹模的角度和尺寸都是4.5x80°,该尺寸有利于坯件与模具接触时的相互贴合,使后期在挤压工序时坯件的流动会更顺畅。
21、作为本发明的进一步优选,步骤四中,所述的抛丸机中的抛丸粒子直径为1.2mm~1.8mm,抛丸时间为20min~25min,通过抛丸处理去除棒料表面的氧化皮与附着物,且采用大直径丸粒进行抛丸可以增加坯料表面积,大丸粒可以将棒料表面的抛丸凹坑增大。
22、作为本发明的进一步优选,步骤六中,所述的涂覆处理的尺寸为坯件的挤齿端。
23、作为本发明的进一步优选,步骤一中,通过风冷的方式对坯件进行冷却。
24、有益效果:本发明所述的一种高硬度中碳钢冷挤压成形异形花键轴工艺,与现有技术相比,具有以下优点:
25、1、通过本发明的加工工序得到的齿形部分力学性能提高,不需后续热处理加工,提高生产效率,提高齿形精度;
26、2、直接正火处理后进行车削、磷皂化处理、冷挤压齿形,从而保证成品的力学性能更好,材料利用率高;
27、3、克服了现有技术中普遍认为正火处理后的材料硬度太高无法挤压的困难;
28、4、正火处理后的材料内部组织为带有部分球状珠光体的正火组织,在保证材料硬度的情况下便于材料组织在挤压过程中流动,避免了现有技术中球化退火得到大量珠光体且在车削、挤压工序后,还需要采用淬火或调质处理,通过正火处理后的材料加工异形花键能在保证了材料的力学性能的情况下减少了加工的工序;
29、5、解决了现有技术中对于细长轴类带有异形花键,挤压成形之后花键轴会有弯曲,再做热处理,会导致齿形变形的情况,避免了当齿形变形后很难通过校直或其他工艺来调整,也难以保留挤压成形后的金属流线的情况发生。
技术特征:
1.一种高硬度中碳钢冷挤压成形异形花键轴工艺,其特征在于,该工艺的具体步骤如下:
2.根据权利要求1所述的一种高硬度中碳钢冷挤压成形异形花键轴工艺,其特征在于:步骤二中,正火处理后坯件(10)的硬度hrc≤32。
3.根据权利要求1所述的一种高硬度中碳钢冷挤压成形异形花键轴工艺,其特征在于:步骤三中,所述的机加工为数控机床加工或车床车削加工。
4.根据权利要求1所述的一种高硬度中碳钢冷挤压成形异形花键轴工艺,其特征在于:步骤三中,所述坯件(10)的端部和与其匹配的导流凹模的角度和尺寸相同。
5.根据权利要求4所述的一种高硬度中碳钢冷挤压成形异形花键轴工艺,其特征在于:所述坯件(10)和导流凹模的角度和尺寸都是4.5x80°。
6.根据权利要求1所述的一种高硬度中碳钢冷挤压成形异形花键轴工艺,其特征在于:步骤四中,所述的抛丸机中的抛丸粒子直径为1.2mm~1.8mm,抛丸时间为20min~25min。
7.根据权利要求1所述的一种高硬度中碳钢冷挤压成形异形花键轴工艺,其特征在于:步骤六中,所述的涂覆处理的尺寸为坯件(10)的挤齿端。
8.根据权利要求1所述的一种高硬度中碳钢冷挤压成形异形花键轴工艺,其特征在于:步骤一中,通过风冷的方式对坯件(10)进行冷却。
技术总结
本发明公开了一种高硬度中碳钢冷挤压成形异形花键轴工艺,该工艺的具体步骤包括:锯料、正火处理、机加工、抛丸、磷皂化、润滑、冷挤压齿形,该工艺在冷挤压完零件的齿部后便无需再加工,通过该工艺可以大大提高生产效率,且产品尺寸稳定、有效利用材料,优化产品性能。
技术研发人员:吴浩然
受保护的技术使用者:太仓久信精密模具股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!