一种不锈钢-铜-钛石墨烯锅体复合板的制备方法与流程
1.本发明属于锅体复合板技术领域,特别是涉及一种不锈钢-铜-钛石墨烯锅体复合板的制备方法。
背景技术:
2.在金属材料中,钛的强度高、外表美观,性能稳定,耐腐蚀极强,不与人体发生反应,在医学上可制成人体内用的医疗器械或代用器官,被称为亲生物金属,是一种理想的锅具锅里面的内层材料,但是钛是一种价格较高的金属,用钢板为外层、较薄的钛板为内层的复合板是制作锅具的理想的复合板材;然而,钛与钢是物理、化学性能差异较大的两种金属,复合较难。已有技术中,有用爆炸复合方法制成的钛钢复合板,复合时是用较厚的钢板与较薄的钛板叠放在一起,用爆炸的方法使钛板与钢板复合成复合板坯,然后用轧机把复合板坯轧到所需的厚度。这种用爆炸复合的钛钢复合板,钛钢的接合面有波纹、钛钢的结合的强度较低;另外,不锈钢的耐腐蚀性好,制成的锅具美观耐用;但不锈钢的导热性稍差,以不锈钢作为锅体外层材料,锅体在使用时,其锅底是最快达到高温状态的,由此在炒制时,往往锅体已经冒油烟或者锅底的食物已经烧焦,与锅体的侧壁接触的食材却没有充分受热,导致需要不停的翻炒,使得受热均匀;石墨烯是新世纪来最受关注的新材料之一,因其具有超高的比表面积、优异的力学性能、高导电率、高导热率和高阻隔性而在诸多领域具有广泛应用前景。在复合材料领域,加入少量石墨烯可同时提高材料的多项性能,具有超高的性价比,这使其在复合材料方面得到广泛研究;由此,若将石墨烯与锅体复合板进行结合,理论上能够大大提高支撑锅体的导热性能,若将石墨烯材料在锅体复合板内进行合理的布局,则能提升制成锅体的整体导热性。
3.目前,cn201621325894.2的一种石墨烯复合材料智能温控锅,复合式控温锅底基层下方设有石墨烯复合超导锅底层,这种结构的石墨烯层复合在锅底,锅底与石墨烯层之间的结合力不佳,长时间使用后,容易发生脱落,造成石墨烯层失效;cn202110823967.x一种新型耐高温的石墨烯涂层平底锅及其加工方法,在锅体内表面设有石墨烯涂层,同样存在上述问题。
技术实现要素:
4.本发明的目的在于提供一种不锈钢-铜-钛石墨烯锅体复合板的制备方法,以解决上述背景技术中提出的问题
。
5.为解决此技术问题,本发明的技术方案是:
6.一种不锈钢-铜-钛石墨烯锅体复合板的制备方法,包括如下步骤:
7.s1:取锅体复合铜板,在锅体复合铜板上设计二维石墨烯层区域以及三维石墨烯层区域;
8.s2:通过激光打孔设备在锅体复合铜板的三维石墨烯层区域进行激光开槽,形成若干规则槽体;
9.s3:通过多级驻留分散装置制备石墨烯-铝粉混合物填料;
10.s4:将步骤s3制得的石墨烯-铝粉混合物填料分多次刮涂至步骤s2中形成的槽体中,每次刮涂后均将锅体复合铜板放入熔炼炉中,在680℃-720℃的温度下,铝粉熔融3-5min;冷却交联;重复刮涂,直到当槽体内石墨烯-铝粉混合物填料与对应槽体顶面在同一平面上时,待铝粉熔融后,将锅体复合铜板冷却至120℃-160℃时,在锅体复合铜板的上表面上喷涂石墨烯分散液;
11.s5:锅体复合铜板冷却后,在锅体复合铜板的下表面上喷涂石墨烯分散液;
12.s6:风干固化;石墨烯分散液在三维石墨烯层区域的上下表面与石墨烯-铝粉混合物填料交联形成均匀的三维导热石墨烯网膜;石墨烯分散液在锅体复合铜板的二维石墨烯层区域的上下表面形成二维导热石墨烯网膜;
13.s7:在锅体复合铜板的上下表面上分别叠合钛板以及不锈钢板;
14.s8:把三层叠合板用压力机压合平整,在压力机压合下用惰性气体保护焊的方法把三层叠合板的周边板间缝隙熔封起来,同时提升温度,排除三层叠合板间的空气,得到复合板坯;
15.s9:将复合板坯依次通过热轧复合、冷轧压光、除应力后得到复合板成品。
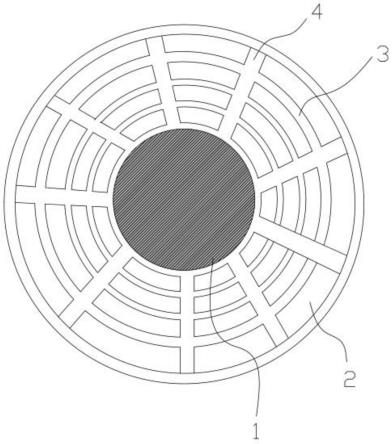
16.优选的,以锅体复合铜板的中心点为圆心,形成直径为10cm-15cm的圆形二维石墨烯层区域;所述二维石墨烯层区域对应于锅体的底面区域。
17.优选的,所述三维石墨烯层区域对应锅体的锅壁区域;所述三维石墨烯层区域上沿二维石墨烯层区域的外围由近到远形成间隔排列的若干环形槽体,横跨所述环形槽体形成若干条形槽体,若干所述条形槽体发散排列。
18.本发明在锅体复合铜板上设计二维石墨烯层区域以及三维石墨烯层区域,由于石墨烯的高导热性能,使得三维石墨烯层区域的导热性能高于二维石墨烯层区域;由此,锅体底面的热量由三维石墨烯层区域的石墨烯填料快速传导至锅壁上,使得锅壁的受热速度大大提高,也提高了锅底与锅壁受热的一致性。
19.优选的,多级驻留分散装置包括外筒,外筒上靠近顶端两侧分别设置有第一气流喷射机以及第二气流喷射机,第一气流喷射机以及第二气流喷射机分别连接第一球磨机以及第二球磨机;
20.外筒内由上至下形成若干粉粒悬浮区,筒体侧壁上位于各粉粒悬浮区的两侧均固定有超声波发射器单元,两侧面上的超声波发射器单元两两相互对应,且两两相互对应的所述超声波发射器单元之间形成若干由两波长、振幅相同,传播方向相反的声波叠加形成的驻波场,所述驻波场内形成所述粉粒悬浮区,各所述超声波发射器单元分别连接控制装置,通过所述控制装置控制超声波发射器单元的开关,筒体靠近底端处还设置有第三气流喷射器,所述第三气流喷射器连接第三球磨机;筒体底部形成研磨出料端;
21.且分级石墨烯-铝粉的制备方法,包括如下子步骤:
22.s31:在第一球磨机以及第三球磨机中加入铝粉,在第二球磨机中加入石墨烯粉末;
23.s32:开启各段粉粒悬浮区对应的控制装置;
24.s33:打开第一气流喷射器以及第二气流喷射器,同时喷出一定量的石墨烯粉末与铝粉,石墨烯粉末与铝粉发生碰撞进行初步混合后,散入底部的粉粒悬浮区内得到初步混
合物,关闭第一气流喷射器以及第二气流喷射器;
25.s34:打开第三气流喷射器,向粉粒悬浮区内喷射铝粉;使得粉粒悬浮区内的初步混合物继续与第三气流喷射器中喷出的铝粉进行混合得到再次混合物;
26.s35:关闭各段粉粒悬浮区对应的控制装置以及第三气流喷射器;再次混合后得到混合物由研磨出料端输出;
27.s36:重复步骤s32-s35,直到两者混合完成。
28.优选的,包括由上至下设置的1段粉粒悬浮区、2段粉粒悬浮区以及3段粉粒悬浮区;且1段粉粒悬浮区、2段粉粒悬浮区以及3段粉粒悬浮区对应的超声波发射器单元的频率逐段增加;
29.步骤s34中得到再次混合物的方法为:
30.s341:关闭3段粉粒悬浮区对应的控制装置,悬浮在3段粉粒悬浮区的粉粒与第三气流喷射器中喷出的铝粉进行再次混合;
31.s342:关闭2段粉粒悬浮区对应的控制装置,悬浮在2段粉粒悬浮区的粉粒与第三气流喷射器中喷出的铝粉进行再次混合;
32.s343:关闭1段粉粒悬浮区对应的控制装置,悬浮在1段粉粒悬浮区的粉粒与第三气流喷射器中喷出的铝粉进行再次混合。
33.本发明通过多级驻留分散装置,使得石墨烯粉末以及铝粉通过在粉粒悬浮区内充分分散的状态下,使得铝粉吸附在石墨烯单体上,对石墨烯单体进行包裹后能够有效防止石墨烯团聚,而当铝粉熔融后,石墨烯单体之间在铝粉的作用下形成三维连续发散结构;结合锅体复合铜板顶面以及底面上的石墨烯膜,形成纵向以及横向贯通的导热路线。
34.上述技术方案,本发明的有益效果是:
35.本发明通过在复合板的中层上形成二维石墨烯层区域以及三维石墨烯层区域,使得对应于锅体侧壁的复合板的导热系数明显增加,从而降低锅体以及锅体侧壁两者之间导热的不均匀性;有效防止焦锅,同时,多级驻留分散装置使得石墨烯与铝粉发生更加均匀混合,使得石墨烯不团聚,其导热系数能够显著增加,且石墨烯层位于复合板的中部,不会脱落,其使用寿命明显加长。
附图说明
36.图1是本发明中锅体复合铜板的结构示意图;
37.图2是本发明中多级驻留分散装置结构示意图。
具体实施方式
38.如图1-2所示,为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
39.实施例1
40.一种不锈钢-铜-钛石墨烯锅体复合板的制备方法,包括如下步骤:
41.s1:取锅体复合铜板,在锅体复合铜板上设计二维石墨烯层区域1以及三维石墨烯层区域2;本实施例中,以锅体复合铜板的中心点为圆心,形成直径为15cm的圆形二维石墨烯层区域;所述二维石墨烯层区域对应于锅体的底面区域;所述三维石墨烯层区域对应锅
体的锅壁区域;所述三维石墨烯层区域上沿二维石墨烯层区域的外围由近到远形成间隔排列的若干环形槽体3,横跨所述环形槽体形成若干条形槽体4,若干所述条形槽体发散排列;
42.s2:通过激光打孔设备在锅体复合铜板的三维石墨烯层区域进行激光开槽,形成环形槽体3以及条形槽体4;
43.s3:通过多级驻留分散装置制备石墨烯-铝粉混合物填料;石墨烯与铝粉的质量比为1:5;
44.多级驻留分散装置包括外筒100,外筒上靠近顶端两侧分别设置有第一气流喷射机101以及第二气流喷射机102,第一气流喷射机以及第二气流喷射机分别连接第一球磨机103以及第二球磨机104;外筒内由上至下形成若干粉粒悬浮区,具体的,筒体侧壁上位于各粉粒悬浮区的两侧均固定有超声波发射器单元105,两侧面上的超声波发射器单元两两相互对应,且两两相互对应的所述超声波发射器单元之间形成若干由两波长、振幅相同,传播方向相反的声波叠加形成的驻波场,所述驻波场内形成所述粉粒悬浮区106,各所述超声波发射器单元分别连接控制装置,通过所述控制装置控制超声波发射器单元的开关,筒体靠近底端处还设置有第三气流喷射器107,所述第三气流喷射器连接第三球磨机108;筒体底部形成研磨出料端,研磨出料端连接有第四球磨机109;本实施例中,在外筒底端研磨出料端的两侧上设置第三气流喷射器;且分级石墨烯-铝粉的制备方法,包括如下子步骤:
45.s31:在第一球磨机以及第三球磨机中加入铝粉,在第二球磨机中加入石墨烯粉末;
46.s32:开启各段粉粒悬浮区对应的控制装置;
47.s33:打开第一气流喷射器以及第二气流喷射器,同时喷出一定量的石墨烯粉末与铝粉,石墨烯粉末与铝粉发生碰撞进行初步混合后,散入底部的粉粒悬浮区内得到初步混合物,关闭第一气流喷射器以及第二气流喷射器;
48.s34:打开第三气流喷射器,向粉粒悬浮区内喷射铝粉;使得粉粒悬浮区内的初步混合物继续与第三气流喷射器中喷出的铝粉进行混合得到再次混合物;
49.s35:关闭各段粉粒悬浮区对应的控制装置以及第三气流喷射器;再次混合后得到混合物由研磨出料端输出;
50.s36:重复步骤s32-s35,直到两者混合完成。
51.本实施例包括由上至下设置的1段粉粒悬浮区、2段粉粒悬浮区以及3段粉粒悬浮区;且1段粉粒悬浮区、2段粉粒悬浮区以及3段粉粒悬浮区对应的超声波发射器单元的频率逐段增加;步骤s34中得到再次混合物的方法为:
52.s341:关闭3段粉粒悬浮区对应的控制装置,悬浮在3段粉粒悬浮区的粉粒与第三气流喷射器中喷出的铝粉进行再次混合;
53.s342:关闭2段粉粒悬浮区对应的控制装置,悬浮在2段粉粒悬浮区的粉粒与第三气流喷射器中喷出的铝粉进行再次混合;
54.s343:关闭1段粉粒悬浮区对应的控制装置,悬浮在1段粉粒悬浮区的粉粒与第三气流喷射器中喷出的铝粉进行再次混合。
55.s4:将步骤s3制得的石墨烯-铝粉混合物填料分多次刮涂至步骤s2中形成的槽体中,每次刮涂后均将锅体复合铜板放入熔炼炉中,在680℃-720℃的温度下,铝粉熔融3-5min;冷却交联;重复刮涂,直到当槽体内石墨烯-铝粉混合物填料与对应槽体顶面在同一
平面上时,待铝粉熔融后,将锅体复合铜板冷却至120℃-160℃时,在锅体复合铜板的上表面上喷涂石墨烯分散液;
56.s5:锅体复合铜板冷却后,在锅体复合铜板的下表面上喷涂石墨烯分散液;
57.s6:风干固化;石墨烯分散液在三维石墨烯层区域的上下表面与石墨烯-铝粉混合物填料交联形成均匀的三维导热石墨烯网膜;石墨烯分散液在锅体复合铜板的二维石墨烯层区域的上下表面形成二维导热石墨烯网膜;
58.s7:在锅体复合铜板的上下表面上分别叠合钛板以及不锈钢板;
59.s8:把三层叠合板用压力机压合平整,在压力机压合下用惰性气体保护焊的方法把三层叠合板的周边板间缝隙熔封起来,同时提升温度,排除三层叠合板间的空气,得到复合板坯;
60.s9:将复合板坯依次通过热轧复合、冷轧压光、除应力后得到复合板成品。
61.实施例2
62.与实施例1的区别在于:石墨烯与铝粉的质量比为1:1;
63.实施例3
64.与实施例1的区别在于:石墨烯与铝粉的质量比为1:3;
65.实施例4
66.与实施例1的区别在于:石墨烯与铝粉的质量比为1:7;
67.实施例5
68.与实施例1的区别在于:石墨烯与铝粉的质量比为1:9;
69.实施例6
70.与实施例1的区别在于:壳体内包括由上至下设置的1段粉粒悬浮区、2段粉粒悬浮区;
71.实施例7
72.与实施例1的区别在于:壳体内包括由上至下设置的1段粉粒悬浮区、2段粉粒悬浮区、3段粉粒悬浮区、4段粉粒悬浮区;
73.对比例1
74.本实施例中其余步骤与实施例1相同,区别在于:将石墨烯与铝粉按照质量比为1:5,进行配置,并通过球磨机球磨28h,制得石墨烯-铝粉混合物填料。
75.对比例2
76.本对比例中,采用不锈钢板、铜板以及钛板直接压合成型锅体复合板。
77.实验结果:对实施例1-7,以及对比例1-2所得产品形成的锅体底面升温至200℃所需时间以及锅体侧壁升温至200℃所需时间进行检测。
78.测试结果如表1所示。
79.表1
[0080][0081][0082]
由表1可知,对比实施例1以及对比例2,通过锅体复合铜板上设计二维石墨烯层区域1以及三维石墨烯层区域2,其锅底以及锅体侧壁的导热速率能够显著提高;同时,锅底以及锅体侧壁受热均匀性显著提高;
[0083]
对比实施例1-实施例5,可知,随着石墨烯与铝粉的质量比的降低,锅底和锅体侧壁的导热速率均先增加后减小,而受热均匀性相较于对比例2均有提高,证明石墨烯与铝粉的质量比为1:5时,铝粉与石墨烯表面排列更加均匀,石墨烯团聚少,导热系数最佳,且石墨烯的增加能够有效提高锅体侧壁的导热性能;
[0084]
对比实施例1及实施例6,7,可知,随着粉末悬浮区的增加,锅底以及锅体侧壁的导热速率先增加后区域平缓,说明三段式粉末悬浮区的设置已能够充分将石墨烯与铝粉发生均匀附着;由此,粉末悬浮区最佳为选择三段式。
[0085]
对比实施例1与对比例2,可知多级驻留分散装置相比于传统的球磨方式能够使得石墨烯与铝粉发生更加均匀混合,使得石墨烯不团聚,继而使得产品性能得到显著的提高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1