一种超声振动辅助熔焊系统的制作方法
1.本发明涉及焊接技术领域,具体而言,涉及一种超声振动辅助熔焊系统。
背景技术:
2.船体建造离不开焊接技术。金属材料在进行熔化焊时,冷却速度快、高温停留时间短,对焊接质量带来了很大挑战。目前熔焊主要存在三个问题:一是焊缝气孔率高;二是焊缝晶粒粗大,接头软化明显;三是焊缝组织均一性不足。以上问题降低了接头力学性能的可靠性,在一定程度上降低了船体服役的可靠性。超声波是一种频率高于20khz的声波,它的方向性好、穿透能力强,具有声流效应、空化作用、机械和热作用。将超声作用于铸造过程,其声流、振动等作用能够起到除气、细化晶粒及弥散分布第二相等效果。因此通过搭建超声辅助熔焊装置,将超声波引入到焊接熔池中,利用振动细化晶粒,搅拌抑制气孔、均匀组织等提高接头力学性能可靠性,增加船体服役的安全性。
3.目前国内外已进行超声振动和熔焊结合的探索,但保证熔焊质量所需的振幅会随被焊金属材质、规格的变化而变化。如何在更换被焊金属后,通过超声波电源频率的集控调节及匹配部件的快速切换来提高焊接效率是改进方向。在超声振动保持试样适当振幅振动的同时能够进行移动焊接是难题,目前的超声辅助焊接装置无法同时做到上述两点,因此如何将上述两个行为联动是亟需解决的问题。
4.现有的装置及其工装不满足以上几点,这极大程度限制了超声振动辅助熔焊技术的应用,无法满足我国船舶工业高质量、高效率的发展要求。因此研发一种熔焊质量可靠、效率高、操作简单的超声辅助熔焊系统具有必要性和重要的应用价值。
5.公开号为cn108213688a的现有技术公开了一种超声振动辅助焊接试验装置,包括超声波发生器、气瓶、焊接电源和与超声波发生器连接的换能器;还包括工作台及位于工作台表面的工件,所述超声波发生器和焊接电源分别连接有振动枪和焊枪,焊枪位于工件表面的熔池上方,振动枪和焊枪均通过连接杆件固定在滚珠丝杆上,振动枪和焊枪并列吊装在工件上端;振动枪包括换能器、变幅杆及振动头;所述超声波发生器连接换能器,换能器一端连接变幅杆,变幅杆另一端安装上贴合工件表面的振动头。该现有技术书中存在以下问题:1)需要先打开超声波振动处理设备,再打开焊接电源,超声激振装置与配套焊接装置的联动性差,使的操作较麻烦;2)振动枪和焊接枪同时连接在立柱上,焊枪只能实现点焊;3)超声波发生器只能提供一种固有频率,焊接装置应用范围窄。
技术实现要素:
6.有鉴于此,本发明旨在提出一种超声振动辅助熔焊系统。以解决现有技术中需要先打开超声波振动处理设备,再打开焊接电源,超声激振装置与配套焊接装置的联动性差,使的操作较麻烦;振动枪和焊接枪同时连接在立柱上,焊枪只能实现点焊;超声波发生器只能提供一种固有频率,焊接装置应用范围窄等问题。
7.为达到上述目的,本发明的技术方案是这样实现的:
8.一种超声振动辅助熔焊系统,包括配套焊接装置、超声波激振装置、工作平台、金属试样、控制器,所述控制器用于控制配套焊接装置和超声波激振装置的联动,所述工作平台上设置有焊接平台、可移动龙门架,所述控制器位于可移动龙门架上,所述金属试样位于所述焊接平台上表面,所述焊接平台上设置有夹具,所述超声波激振装置包括超声波激振器,所述夹具用于固定超声波激振器,所述可移动龙门架用于固定配套焊接装置相关部件。
9.该设置使得超声振动辅助熔焊系统能够实现配套焊接装置和超声波激振装置的联动,配套焊接装置和超声激振装置共同作用于金属试样焊接,且配套焊枪和超声激振器分别通过可移动龙门架和夹具固定,使其连接的更牢固,且在焊接的过程互不影响,提高金属试样焊接的效率。
10.进一步地,所述配套焊接装置包括焊接电源、焊枪,所述焊接电源与焊枪连接,所述焊枪固定在所述可移动龙门架上,所述焊枪位于焊接平台的焊缝上方,所述焊枪在焊缝上实现点焊、连续焊、断焊的一种或组合。
11.该设置使得焊枪连接的更牢固,且可移动龙门架移动带动焊枪移动,实现焊枪的精准定位。
12.进一步地,所述超声波激振器包括金属外壳、超声波换能器、一级变幅杆、二级变幅杆、快接法兰、工具头,所述超声波换能器位于所述金属外壳内,超声波换能器的一端连接一级变幅杆,一级变幅杆的另一端连接二级变幅杆,二级变幅杆通过快速法兰工具头连接,所述工具头与金属试样紧密贴合。
13.该设置使得所述一级变幅杆、二级变幅杆逐级放大超声波换能器的振动幅度,提高焊缝组织均匀性、细化晶粒及减少气孔率。
14.进一步地,所述夹具包括支撑部、固定部,所述支撑部的一端固定在焊接平台上,所述支撑部的另一端与固定部连接,所述固定部设置有圆形缺口,所述超声波激振器插入圆形缺口内,使快接法兰与固定部相抵。
15.该设置使得快接法兰对超声波激振器的快速定位,提高金属试样的焊缝的焊接效率。
16.进一步地,所述超声波激振装置包括超声波电源,所述超声波电源与所述超声波激振器连接,所述超声波激振器通过夹具固定在焊接平台上。
17.该设置使得超声波激振器连接的更牢固。
18.进一步地,所述超声波电源包括框架、通风口、控制按键、显示面板、多个超声波发生器,所述通风口、控制按键、显示面板位于框架上,多个所述超声波发生器位于框架内,多个所述超声波发生器实现20-40khz范围内多频率切换。
19.进一步地,多个所述超声波发生器包括第一超声波发生器、第二超声波发生器、第三超声波发生器,所述第一超声波发生器、第二超声波发生器、第三超声波发生器平行叠加放置,所述第一超声波发生器提供28khz的超声波频率,所述第二超声波发生器提供35khz的超声波频率,所述第三超声波发生器提供40khz的超声波频率。
20.该设置能够提供多频率超声波能量,扩大辅助熔焊系统的应用。
21.进一步地,所述夹具固定在所述焊接平台上,所述夹具设置为多个。
22.该设置使得夹具固定超声波激振器,使得超声波激振器能够提供超声振动,改善了焊缝组织均匀性、细化晶粒及减少气孔率,提高接头力学性能可靠性。
23.进一步地,所述可移动龙门架包括夹持装置、行走架,所述行走架可实现焊枪的左右、前后和上下移动,所述夹持装置与所述焊枪活性连接。
24.该设置使得焊枪和夹持装置便于拆卸。
25.进一步地,所述焊枪远离所述焊接平台的一端与所述焊接电源连接,所述焊枪的另一端位于焊缝上。
26.优选地,所述配套焊接装置包括tig、mig、cmt、激光焊的一种或组合。
27.相对于现有技术,本发明所述的超声振动辅助熔焊系统具有以下优势:
28.1、超声振动能够改善焊缝组织不均匀、细化晶粒尺寸及减少气孔率,但是现有技术存在较大的局限性;本发明的创新之处在于,克服了单一超声波电源频率无法大跨度调节、超声波激振器安装固定工序繁琐及超声波激振装置与配套焊接装置联动性差的问题;将不同频率超声波电源进行组合,将换能器、变幅杆、工具头进行集成改造,能够实现超声波激振器快速切换;将超声波激振装置与配套焊接装置联控,能够实现二者的统一调控。
29.2、使用本发明所述的超声振动辅助熔焊系统焊接金属焊缝具有以下效果:一是改善了焊缝组织均匀性、细化晶粒及减少气孔率,提高接头力学性能可靠性;二是实现了超声波频率大跨度调节,拓宽超声频率应用宽度,提高超声振动对熔池的作用效果;三是实现了不同频率超声波激振器的快速切换,高效焊接;四是通过超声波激振装置与配套焊接装置可控联动,提高材料与工艺的适应性。
附图说明
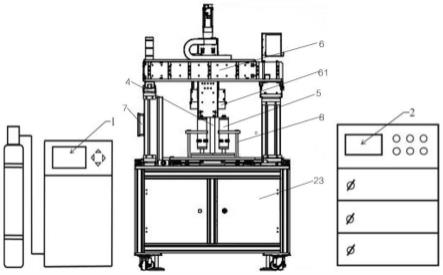
30.图1为本发明的超声振动辅助熔焊系统的整体结构示意图;
31.图2为本发明的超声振动辅助熔焊系统的部分结构示意图;
32.图3为本发明的超声波激振器的整体结构示意图;
33.图4为本发明的金属试样在焊接时的部分结构示意图一;
34.图5为本发明的金属试样在焊接时的部分结构示意图二;
35.图6为本发明的超声波电源的部分结构示意图;
36.图7为本发明的用于夹持焊枪的夹持装置的俯视图。
37.附图标记说明:
38.1-焊接电源,2-超声波电源,3-焊接平台,4-焊枪,5-超声波激振器,6-可移动龙门架,61-夹持装置,611-气缸,612-第一夹持件,6121-第一连接件,6122-第二连接件,6123-第三连接件,613-第二夹持件,6131-第四连接件,6132-第五连接件,6133-第六连接件,614-第一夹槽,615-第二夹槽,7-控制器,8-夹具,81-支撑部,82-固定部,9-金属外壳,10-超声波换能器,11-一级变幅杆;12-二级变幅杆,13-快接法兰,14-工具头,15-焊缝,16-金属试样,17-通风口,18-控制按键,19-显示面板,20-第一超声波发生器,21-第二超声波发生器,22-第三超声波发生器,23-支撑架。
具体实施方式
39.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。在本发明的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便
于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
40.该现有技术中还存在以下问题,需要调节螺丝将工具头压紧在工件表面上,操作较麻烦;电磁吸盘长时间使用吸力下降,使得该装置无法进行焊接。
41.为解决上述问题,本发明提供一种超声振动辅助熔焊系统,如图1-2所示,包括配套焊接装置、超声波激振装置、工作平台、金属试样16、控制器7,所述控制器7用于工作平台的行为控制及配套焊接装置与超声波激振装置的联动,所述工作平台上设置有焊接平台3、可移动龙门架6,所述可移动龙门架6用于固定配套焊接装置,金属试样16位于所述焊接平台3上表面,所述焊接平台3上设置有夹具8,所述夹具8用于固定超声波激振器5。所述超声振动辅助熔焊系统利用超声波激振装置提供的超声波激振力产生振动并使其作用于焊缝,使的配套焊接装置在焊接时,改善焊缝组织不均匀、细化晶粒尺寸及减少气孔率,且控制器的使用,使得超声振动和金属焊接操作更简便。
42.具体地,所述超声振动辅助熔焊系统还包括支撑架23,所述支撑架23用于支撑工作平台,使得工作平台更加稳固。
43.具体地,所述超声波激振装置包括超声波电源2、超声波激振器5,所述超声波电源2与所述超声波激振器5连接,所述超声波激振器5固定在焊接平台3上。
44.具体地,所述配套焊接装置包括气瓶、焊接电源1、焊枪4,气瓶与焊接电源1的一端连接,所述焊接电源1的另一端与焊枪4连接,所述焊枪4固定在所述可移动龙门架6上,所述可移动龙门架6可实现焊枪4的左右前后上下移动,能够精准找到要焊接的具体位置,方便焊接,所述焊枪4位于金属试样16表面的焊缝15上方,所述夹具8与焊接平台3连接,超声波激振器5通过夹具8固定在焊接平台3上,超声波激振器与焊接试样之间的紧固力及位置可调节,所述焊枪4可外接机械手也可固定于可移动龙门架6上。
45.具体地,所述控制器7控制超声波激振装置的工作和焊接装置的使用以及可移动龙门架带动焊枪的运动,便于操作。
46.优选地,所述夹具8为多个,更优选地,所述夹具8为四个,四个夹具8关于焊缝15对称设置,如图4所示,该设置使得超声波激振装置提供更多的能量,使得焊缝组织均匀性、细化晶粒及减少气孔率,提高接头力学性能可靠性。
47.优选地,四个夹具还可以设置关于焊缝15交替间隔,如图5所示,所述焊缝任意一侧的相邻夹具之间的距离小于等于工具头前后之间的距离,该设置使得焊缝组织均匀性、细化晶粒及减少气孔率,提高接头力学性能可靠性。
48.具体地,所述可移动龙门架6位于焊接平台3上,优选地,所述可移动龙门架6通过螺钉固定在焊接平台3上。
49.再具体地,所述可移动龙门架6包括夹持装置61、行走架,优选地,所述行走架通过螺钉与焊接平台3连接,所述夹持装置61安装在行走架上,所述夹持装置61与焊枪4活性连接,如图7所示,活性连接使焊枪在维修或更换其他焊枪时更加方便,所述行走架可实现焊枪的左右、前后和上下移动。
50.再具体地,所述夹持装置61包括气缸611、第一夹持件612、第二夹持件613,所述气缸611安装在行走架上,所述第一夹持件612和第二夹持件613安装在气缸611上,所述气缸611可实现第一夹持件612和第二坚持件613的左右旋转,所述第一夹持件上设置有第一夹
槽614,所述第二夹持件上设置有第二夹槽615,所述第一夹槽和第二夹槽的配合可实现焊枪的夹持。
51.再具体地,所述第一夹持件612包括第一连接件6121、第二连接件6122、第三连接件6123,所述第一连接件为连杆结构且与气缸611连接,所述第二连接件6122连接第一连接件6121和第三连接件6123,且第二连接件6122设置有向左凸起结构,该设置是对第一连接件旋转的限位,第二连接件提高第一连接件和第二连接件之间的牢固性,第一夹槽614设置在第三连接件上。
52.再具体地,所述第二夹持件613包括第四连接件6131、第五连接件6132、第六连接件6133,所述第四连接件6131为连杆结构且与气缸611连接,所述第五连接件6132连接第四连接件6131和第六连接件6133,且第五连接件6132设置有向右凸起结构,该设置是对第四连接件旋转的限位,第五连接件提高第四连接件和第六连接件之间的牢固性,第二夹槽615设置在第六连接件上。
53.具体地,所述焊枪4远离焊接平台3的一端与焊接电源连接,所述焊枪的另一端位于焊缝上。
54.具体地,超声波激振器5包括金属外壳9、超声波换能器10、一级变幅杆11、二级变幅杆12、快接法兰13、工具头14,所述超声波电源产生高频电振荡,通过超声波换能器,再通过一级变幅杆、二级变幅杆将电能转化为具有一定振幅的机械振动,然后通过工具头将机械振动传递于金属试样,使焊接试样以特定振幅振动,从而改变焊缝液态金属的凝固状态。其中,所述一级变幅杆、二级变幅杆逐级放大超声波换能器的振动幅度,提高焊缝组织均匀性、细化晶粒及减少气孔率,所述快接法兰一方面用于连接二级变幅杆和工具头,另一方面,将超声波激振器插入夹具内,快接法兰与的下端与夹具的上端相抵,使得超声波激振器能够快速上焊接平台上。
55.优选地,所述工具头14选用钛合金材质。
56.再具体地,所述超声波电源2与超声波换能器10的连接,所述超声波换能器位于所述金属外壳9内,所述超声波换能器10与一级变幅杆11相连,一级变幅杆11与二级变幅杆12连接,二级变幅杆12与工具头14连接,所述快接法兰13位于二级变幅杆12和工具头之间,所述工具头和焊接平台紧密贴合,使得该在焊缝焊接时能够有效将振动传递到焊缝位置。
57.再具体地,所述超声波换能器远离焊接平台的一端与可移动龙门架连接,所述超声波换能器的另一端与一级变幅杆的远离焊接平台的一端连接,所述一级变幅杆的另一端与二级变幅杆的远离焊接平台的一端连接,所述二级变幅杆的另一端与钛合金工具头的远离焊接平台的一端连接,所述钛合金工具头的另一端与焊接平台接触。
58.具体地,所述夹具8上设置有圆形缺口,所述圆形缺口与二级变幅杆的直径相一致。
59.再具体地,所述夹具8包括支撑部81、固定部82,所述支撑部81与固定部82通过螺钉连接,所述支撑部81的一端通过螺钉安装在焊接平台上,所述支撑部的另一端通过螺钉与固定部连接,所述固定部82设置有圆形缺口,优选地,所述圆形缺口的直径与二级变幅杆的直径一直,使超声波激振器能够插入圆形缺口,使固定部与快接法兰相抵,该设置使得超声波激振器固定的更牢固。
60.再具体地,所述超声波电源包括框架、通风口17、控制按键18、显示面板19、多个超
声波发生器,通风口17用于框架内产生的热量散热,控制按键18可实现多个超声波发生器的切换,所述显示面板19可显示超声波电源的相关数据,所述通风口17、控制按键18、显示面板19位于框架上,多个所述超声波发生器位于框架内。
61.再具体地,所述框架包括第一面板、第二面板、第三面板、第四面板、第五面板、第六面板,所述第一面板位于框架的前面,第二面板位于框架的后面,第三面板位于框架的上面,第四面板位于框架的左侧,第五面板位于框架的右侧、第六面板位于框架的底部。所述通风口17位于第二面板上,所述控制按键18和显示面板19位于第一面板上,所述超声波发生器位于框架内。
62.优选地,多个所述超声波发生器包括第一超声波发生器、第二超声波发生器、第三超声波发生器,所述第一超声波发生器20、第二超声波发生器21、第三超声波发生器22平行叠加放置在框架内,所述第一超声波发生器20提供28khz的超声波频率,所述第二超声波发生器21提供35khz的超声波频率,所述第三超声波发生器22提供40khz的超声波频率。
63.该设置使得所述超声振动辅助熔焊系统扩大了在金属试样焊接上的应用范围。
64.一种超声振动辅助熔焊系统,其具体的工作过程为:将待焊接的金属试样放置在焊接平台3上。调节配套焊接装置、超声波激振装置设置焊接及超声参数。选择与超声波电源的超声波激振器5,协同夹具8进行固定。通过控制器7设置可移动龙门架6的行走路线及行进速度、焊枪4位置,控制器7实现配套焊接装置与超声波控制装置的联动。操作控制器7开启试验,当焊接过程完成后,调节参数进行下一次焊接试验。
65.虽然本发明披露如上,但本发明并非限定于此。任何本领域技术人员,在不脱离本发明的精神和范围内,均可作各种更动与修改,因此本发明的保护范围应当以权利要求所限定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1