自动化螺栓生产线的制作方法
1.本发明涉及螺栓生产设备技术领域,特别是涉及一种自动化螺栓生产线。
背景技术:
2.传统的u型螺栓生产方式更多的是在操作工的辅助下进行生产:先由操作工队利用工具对圆钢进行调直切断,后放在周转区,再转移到下道工序,由下个操作工对半成品进行搓丝加工,之后再转移到下道工序进行冲压成型。整个生产过程生产工序繁多,半成品物流多次运转, u型螺栓在生产时需要进行倒角、缩杆、滚丝等处理, u型螺栓的半成品为一根直杆,直杆的两端均需要进行上述工序处理,而进行这些工序的设备只能够对半成品的一端进行处理,所以在加工u型螺栓时,需要多次调转直杆,使其两端依次进入设备,这个过程需要人工进行操作,降低了生产效率。
技术实现要素:
3.为克服现有技术存在的技术缺陷,本发明提供一种自动化螺栓生产线,其能够实现钢筋的调头,提高生产效率。
4.本发明采用的技术解决方案是:自动化螺栓生产线,包括机架及顺次设置的倒角机、缩杆机、滚丝装置、成型装置及热处理装置,所述机架上设有输送装置,所述输送装置包括设在机架两端且输送方向相反的第一输送机构和第二输送机构,所述第一输送机构和第二输送机构平行设置,所述倒角机、缩杆机及滚丝装置设在所述第一输送机构一侧,所述第一输送机构上设有多个第一转运架,所述第二输送机构上设有多个第二转运架,所述机架的顶部设有双向推送机构,所述倒角机、缩杆机及滚丝装置分别正对一个双向推送机构,所述机架上靠近滚丝装置的一端设有调头转运机构;所述推送机构包括设在所述机架顶部的滑动导向杆及架设在滑动导向杆上方的推送驱动机构,所述推送驱动机构包括安装架、滑动配合在安装架下端的滑架及安装在安装架上驱动滑架移动的第一驱动机构,所述安装架设在所述滑动导向杆的正上方,所述滑架的下端安装有转动配合组件及压紧组件,所述转动配合组件和压紧组件沿滑动导向杆长度方向排布,所述滑动导向杆顶部设有滑动槽,所述滑动槽的底部设有滚柱输送机构,所述滚柱输送机构的输送方向与滑架的移动方向平行;所述第一转运架包括第一安装板、第一承托板、第一立柱及第一缓冲弹簧,所述第一安装板与第一输送机构传动连接,所述第一立柱固接在第一安装板上,所述第一承托板的下端通过多个第一缓冲弹簧与第一安装板固接,所述第一承托板上端远离滚丝装置的一端通过第一缓冲弹簧与第一立柱上端连接。
5.优选地,所述转动配合组件包括第一升降驱动气缸及轮架,所述第一升降驱动气缸的缸体固定在滑架上且其活塞杆朝下设置,所述第一升降驱动气缸的活塞杆的末端安装有轮架,所述轮架上可转动安装有数个滚轴,数个所述滚轴的轴线与滑动导向杆的轴线平行,且数个所述滚轴的轴线在同一个圆周上。
6.优选地,所述压紧组件包括第二升降驱动气缸及压料块,所述第二升降驱动气缸的缸体固定在滑架上且其活塞杆朝下设置,所述压料块固接在所述第二升降驱动气缸的活塞杆末端。
7.优选地,所述滑动槽的底部设有安装槽,所述滚柱输送机构包括通过设在所述安装槽内的安装座及多个可转动安装在安装座上的转轴,每个所述转轴上均套设并固接有橡胶滚套,多个所述转轴分为两列,两列转轴倾斜设置呈v型对称设置,且两列转轴的低位端交错排布,所述安装座通过压簧与机架连接。
8.优选地,所述安装座包括两个分离设置的架体,每个架体上设置一列转轴,每个架体均通过压簧与机架连接。
9.优选地,所述滑动导向杆的两端均设有平直分段,所述平直分段的顶部端面的高度低于滑动导向杆的顶部端面的高度,所述滚柱输送机构的两端分别延伸至平直分段。
10.优选地,所述第一承托板的顶端设有承托槽,所述第一承托板的朝向推送机构的一侧设有喇叭状引导槽,所述喇叭状引导槽与承托槽连通,并与承托槽同轴设置。
11.优选地,所述调头转运机构包括旋转电机、连接架、手指气缸及导向装置,所述旋转电机固接在机架上,所述旋转电机的输出端朝上设置,所述连接架与旋转电机的输出端传动连接,所述手指气缸的缸体安装在连接架的末端,所述手指气缸的两个夹臂上设有截面为弧形的夹板,所述导向装置包括扇形导向板,所述扇形导向板的两条半径与机架连接,所述连接架在旋转电机的驱动下在扇形导向板上运动,所述扇形导向板的顶面设有多个滚轮,多个所述滚轮呈扇形排布。
12.优选地,所述成型装置包括依次设置的高周波加热装置及弯曲机构,所述弯曲机构包括机台、液压工装及顶块,所述顶块和液压工装均固定在机台顶部,所述液压工装的活塞端正对顶块设置,所述液压工装的活塞杆末端设有两个推块。
13.本发明的有益效果在于:本实施例的自动化螺栓生产线的输送装置适用于u型螺杆的半成品进行转运,在生产过程中,将钢筋原料放置在第一转运架上,第一输送机构带动第一转运架依次与倒角机、缩杆机、滚丝装置的进料口对正,推送机构将钢筋原料推入加工设备,加工完成后,推送机构再将半成品重新拉回第一转运架,第一输送架再将转运架及半成品转运至下一个设备,需要加工钢筋的第二端时,调头转运机构将一端完成加工的钢筋翻转一百八十度并转移至第二输送机构上的第二转运架上,第一输送机构驱动第二转运架向倒角装置方向运动,钢筋与倒角装置对正后,机架上与倒角装置对正的推送装置将钢筋转移至第一输送机构上的第一转运架上,第一转运机构即可对钢筋的未被加工的第二端进行加工,钢筋的第二端被三个设备依次加工,本发明的自动化螺栓生产线在作业时,可实现钢筋的调头,避免繁复的人工作业,达到提高了生产效率。
附图说明
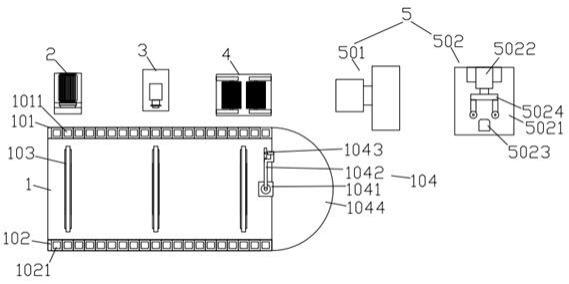
14.图1为本发明自动化螺栓生产线的结构示意图。
15.图2为本发明推送机构的使用状态参考图一。
16.图3为本发明第一转运架在推送机构使用状态参考图一时的结构视图。
17.图4为本发明推送机构的使用状态参考图二。
18.图5为本发明第一转运架在推送机构使用状态参考图一时的结构视图。
19.图6为本发明推送机构的截面视图。
20.图7为本发明夹板的装配示意图。
21.附图标记说明:1、机架;101、第一输送机构;1011、第一转运架;10111、第一安装板;10112、第一承托板;10113、第一立柱;10114、第一缓冲弹簧;10115、喇叭状引导槽;102、第二输送机构;1021、第二转运架;103、推送机构;1031、滑动导向杆;1032、安装架;10321、滑轨;1033、滑架; 10341、第一升降驱动气缸;10342、轮架;10343、滚轴; 10351、第二升降驱动气缸;10352、压料块;1036、滚柱输送机构; 103611、架体;10362、转轴;10363、压簧;1037、安装槽;1038、滑动槽;1039、平直分段;104、调头转运机构;1041、旋转电机;1042、连接架;1043、手指气缸; 1044、扇形导向板;1045、夹板;2、倒角机;3、缩杆机;4、滚丝装置;5、成型装置;501、高周波加热装置;502、弯曲机构;5021、机台;5022、液压工装;5023、顶块;5024、推块。
具体实施方式
22.下面结合附图对本发明作进一步说明:如图1至图7所示,本实施例提供一种自动化螺栓生产线,自动化螺栓生产线,包括机架1及顺次设置的倒角机2、缩杆机3、滚丝装置4、成型装置5及热处理装置,所述机架1上设有输送装置,所述输送装置包括设在机架1两端且输送方向相反的第一输送机构101和第二输送机构102,所述第一输送机构101和第二输送机构102平行设置,所述倒角机2、缩杆机3及滚丝装置4设在所述第一输送机构101一侧,所述第一输送机构101上设有多个第一转运架1011,所述第二输送机构102上设有多个第二转运架1021,所述机架1的顶部设有双向推送机构103,所述倒角机2、缩杆机3及滚丝装置4分别正对一个双向推送机构103,所述机架1上靠近滚丝装置4的一端设有调头转运机构104,本实施例的自动化螺栓生产线在作业时,待加工的钢筋放置在第一输送机构101上,第一输送机构101将钢筋依次传送至各个加工位置,最后通过调头转运机构104实现对钢筋的调头。
23.在本实施例中,所述推送机构103包括设在所述机架1顶部的滑动导向杆1031及架设在滑动导向杆1031上方的推送驱动机构,所述推送驱动机构包括安装架1032、滑动配合在安装架1032上的滑架1033及安装在安装架1032上驱动滑架1033移动的第一驱动机构,所述安装架1032上端连接有滑轨10321,滑轨10321下端开设有滑槽,所述滑架1033滑动配合在所述滑槽内,所述安装架1032设在所述滑动导向杆1031的正上方,所述滑架1033的下端安装有转动配合组件及压紧组件,所述转动配合组件和压紧组件沿滑动导向杆1031长度方向排布,所述滑动导向杆1031顶部设有滑动槽1038,所述滑动槽1038的底部设有滚柱输送机构1036,所述滚柱输送机构1036的输送方向与滑架1033的移动方向平行,推送机构103可进行双向推送,调头后的钢筋由第二输送机构102继续传送,当第二输送机构102将钢筋传送至与倒角机2的进料口对应的位置时,推送机构103将钢筋转运至其滑动导向杆1031上,并进一步转运至第一输送机构101上第一转运架1011上,如此即可对钢筋的第二端进行加工。
24.在本实施例中,所述第一转运架1011包括第一安装板10111、第一承托板10112、第一立柱10113及第一缓冲弹簧10114,所述第一安装板10111与第一输送机构101传动连接,所述第一立柱10113固接在第一安装板10111上,所述第一承托板10112的下端通过多个第一缓冲弹簧10114与第一安装板10111固接,所述第一承托板10112上端远离滚丝装置4的一端通过第一缓冲弹簧10114与第一立柱10113上端连接,所述第一承托板10112的顶端设有承托槽,所述第一承托板10112的朝向推送机构103的一侧设有喇叭状引导槽10115,所述喇叭状引导槽10115与承托槽连通,并与承托槽同轴设置,当推送机构103上的钢筋向第一输送机构101转运时,钢筋的端头抵接在喇叭状引导槽10115内,继续推动钢筋,钢筋在喇叭状引导槽10115的引导下到达承托槽内,使得第一承托板10112与立柱分离,钢筋加工完成后,向推送机构103方向退出,压紧组件松开钢筋,在多个第一缓冲弹簧10114的作用下,第一承托板10112和第一立柱10113将钢筋夹紧并进行输送。本实施例的自动化螺栓生产线在作业时能够实现钢筋原料的自动调头,节省了大量人力。
25.在本实施例中,所述转动配合组件包括第一升降驱动气缸10341及轮架10342,所述第一升降驱动气缸10341的缸体固定在滑架1033上且其活塞杆朝下设置,所述第一升降驱动气缸10341的活塞杆的末端安装有轮架10342,所述轮架10342上可转动安装有数个滚轴10343,数个所述滚轴10343的轴线与滑动导向杆1031的轴线平行,且数个所述滚轴10343的轴线在同一个圆周上。在对钢筋进行滚丝装置4时,钢筋需要进行转动,此时通过转动配合组件将钢筋压设在滑动导向杆1031上,钢筋和滚轴10343即转动配合。
26.在本实施例中,所述压紧组件包括第二升降驱动气缸10351及压料块10352,所述第二升降驱动气缸10351的缸体固定在滑架1033上且其活塞杆朝下设置,所述压料块10352固接在所述第二升降驱动气缸10351的活塞杆末端,压紧组件用于固定钢筋,进行倒角作业及缩杆作业时,需要对钢筋进行固定,第二升降驱动气缸10351驱动压料块10352下降,压料块10352将钢筋压紧在滑动导向杆1031上阻止其转动。
27.在本实施例中,所述滑动槽1038的底部设有安装槽1037,所述滚柱输送机构1036包括通过设在所述安装槽1037内的安装座及多个可转动安装在安装座上的转轴10362,每个所述转轴10362上均套设并固接有橡胶滚套,多个所述转轴10362分为两列,两列转轴10362倾斜设置呈v型对称设置,且两列转轴10362的低位端交错排布,所述安装座通过压簧10363与机架1连接,所述安装座包括两个分离设置的架体103611,每个架体103611上设置一列转轴10362,每个架体103611均通过压簧10363与机架1连接。
28.所述滑动导向杆1031的两端均设有平直分段1039,所述平直分段1039的顶部端面的高度低于滑动导向杆1031的顶部端面的高度,所述滚柱输送机构1036的两端分别延伸至平直分段1039。钢筋在第一输送机构101或第二输送机构102上运输时,其两端均从平直分段1039的上方经过,如此,在压料块10352在下压时,可将钢筋的一个端头压设在平直分段1039上,使得钢筋可和滚柱机构滚动配合,压料块10352移动时,钢筋即可在滚柱机构上滚动并到达滑动槽1038内。
29.在本实施例中,所述成型装置5包括依次设置的高周波加热装置501及弯曲机构502,所述弯曲机构502包括机台5021、液压工装5022及顶块5023,所述顶块5023和液压工装5022均固定在机台5021顶部,所述液压工装5022的活塞端正对顶块5023设置,所述液压工装5022的活塞杆末端设有两个推块5024,在成型装置5工作时,先通过高周波加热装置501
对滚丝后的钢筋的中部进行加热,随后将钢筋钢放置在机台5021上,钢筋的中部与顶块5023抵接,液压工装5022的活塞杆伸出,将钢筋的两端向同一个方向推动,钢筋即可弯曲为u型螺栓。
30.在本实施例中,所述调头转运机构104包括旋转电机1041、连接架1042、手指气缸1043及导向装置,所述旋转电机1041固接在机架1上,所述旋转电机1041的输出端朝上设置,所述连接架1042与旋转电机1041的输出端传动连接,所述手指气缸1043的缸体安装在连接架1042的末端,所述手指气缸1043的两个夹臂上设有截面为弧形的夹板1045,所述导向装置包括扇形导向板1044,所述扇形导向板1044的两条半径与机架1连接,所述连接架1042在旋转电机1041的驱动下在扇形导向板1044上运动,所述扇形导向板1044的顶面设有多个滚轮,多个所述滚轮呈扇形排布。
31.本实施例的自动化螺栓生产向在进行工作时,将未加工的钢筋原料放置在第一转运架1011上,第一输送机构101带动第一转运架1011依次与倒角机2、缩杆机3、滚丝装置4的进料口对正,推送机构103将钢筋原料推入加工设备,加工完成后,推送机构103再将半成品重新拉回第一转运架1011,第一输送架再将转运架及半成品转运至下一个设备,需要加工钢筋的第二端时,调头转运机构104将一端完成加工的钢筋翻转一百八十度并转移至第二输送机构102上的上料端,并使其卡接进第二转运架1021内,第一输送机构101驱动第二转运架1021向倒角装置方向运动,钢筋与倒角装置对正后,机架1上与倒角装置对正的推送装置将钢筋转移至第一输送机构101上的第一转运架1011上,第一转运机构即可对钢筋的未被加工的第二端进行加工,钢筋的第二端被三个设备依次加工,两端均加工完成后的钢筋运行至第一输送机构101的末端时即可取下,取下的钢筋转运至成型装置5完整为u型,成型的u型螺栓再转运至热处理装置进行淬火、回火处理,热处理装置采用现有的设备及方法,在此不再赘述。
32.本实施例的自动化螺栓生产线在作业时,当首批放置在第一输送机构101上的第一根钢筋的两端均加工完成后,用户即可在第二输送机构102的上料端进行上料作业:将未被加工的钢筋依次卡接进第二输送机构102的第二转运架1021上,未被加工的钢筋由第二输送机构102运输并由推送驱动机构推送入倒角机2进行作业,进一步继续由第一输送机构101运输至其它加工机构进行加工;此外首批钢筋也可放置在第二输送机构102上,每个第二转运架1021上均放置一根钢筋,由推送机构103将钢筋向第一输送机构101转运,后续的上料作业均由第二输送机构102的上料端进行上料,每完成一批钢筋的加工就进行一次上料。
33.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明创造精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1