Ti6Al4V钛合金大规格板坯的制备方法与流程
ti6al4v钛合金大规格板坯的制备方法
技术领域
1.本发明属于有色金属加工工艺方法技术领域,涉及ti6al4v钛合金大规格板坯的制备方法。
背景技术:
2.ti6al4v钛合金是目前应用最大的钛合金,具有良好的比强度、成形性能、焊接性能及综合力学性能,在航空航天工业上,ti6al4v钛合金广泛用于制造接头、吊挂壁板、起落架、紧固件等零部件。
3.ti6al4v钛合金板坯由于厚度与宽度和长度相差较大,在锻造过程中容易出现变形不均匀的现象,导致板坯不同方向的组织、性能差异较大。此外,ti6al4v板坯成品长度如果按照多倍尺生产,在锻造过程中则容易出现先变形一端与后变形一端组织、性能差异较大的问题,工程化生产长度较小(1000mm以内),导致生产效率低、成品率低、加工成本高。目前,ti6al4v钛合金大规格板坯加工成本高、组织和性能均匀性较差,已成为了限制其在国内航空航天领域广泛应用的主要因素。
技术实现要素:
4.本发明的目的是提供ti6al4v钛合金大规格板坯的制备方法,实现了组织和性能均匀性要求高、成本要求低的ti6al4v钛合金大规格锻坯的工业化生产,可用于直接机加零件或模锻成形。
5.本发明所采用的技术方案是,ti6al4v钛合金大规格板坯的制备方法,采用ti6al4v铸锭,相变点以上开坯锻造
→
相变点以下对角拔长锻造
→
相变点以上镦粗锻造
→
相变点以下直拔锻造成形,具体包括以下步骤:
6.步骤1,相变点以上开坯锻造
7.将ti6al4v钛合金铸锭、坯料加热到相变点以上温度并保温,进行1~3火次的镦拔锻造,锻造后采用空冷。
8.步骤2,相变点以下对角拔长
9.将开坯锻造完成后的坯料加热到相变点以下温度并保温,进行1~2火次对角拔长锻造,锻造后采用空冷。
10.步骤3,相变点以上镦粗锻造
11.将坯料加热到相变点以上温度并保温,对坯料进行1~2火次镦粗锻造,锻造后采用水冷。
12.步骤4,相变点以下直拔锻造
13.将坯料加热到相变点以下温度并保温,对坯料进行3~5火次直拔锻造后采用空冷。
14.本发明的特点还在于:
15.步骤1中开坯锻造温度为相变点以上150℃~200℃,相变点通常在990℃~1010℃
之间,后续相变点以上火次加热温度介于1030℃~1100℃,每火次锻造比控制在3.0~6.0之间,由于开坯锻造温度较高,并且每火次镦拔锻造比较大,可有效利用高温时金属的较好流动性能,快速、充分破碎粗大的铸锭晶粒;
16.步骤2中相变点以下对角拔长锻造,加热温度均在相变点以下30℃~60℃,每火次锻造比控制在2.0~5.0之间,改善各个方向及坯料心部、棱角不同位置的变形均匀性。此外,对角拔长锻造变形量较大,可使得晶粒被拉长并快速断裂,为下一阶段组织快速球化提供了较好的基础。
17.步骤3中相变点以上镦粗锻造,加热温度在相变点以上30℃~60℃,每火次锻造比控制在2.0~5.0之间,只进行镦粗锻造,使坯料内部拉长的晶粒充分发生再结晶,由长条组织转变为等轴组织,以消除组织的各向异性。
18.步骤4中相变点以下直拔锻造,加热温度在相变点以下30℃~60℃,每火次锻比控制在1.5~4.5之间,采用小变形直拔锻造,便于操作和过程的稳定性,可有效缩短从一端到另外一端的锻造时间;采用两个操作机配合完成拔长变形,进一步缩短操作时间、提高坯料表面变形温度;采用多火次完成锻造,能有效保证棱角温度,提高坯料变形均匀性。综合以上,在相变点以下直拔锻造,有效保证了变形的均匀性。
19.本发明在步骤2中采用对角拔长,既实现了棱角均匀变形,提高了变形的均匀性,又充分利用再结晶原理,只进行拔长增加步骤3中再结晶储能,利于β晶粒的快速细化,从而在步骤4中只进行拔长锻造,就可以获得细小的α相。总体变形量大幅减少,锻造火次减少,从而打磨损耗也减少,再保证均匀、细化组织的前提下,实现了成本降低。
20.本发明的有益效果是:
21.本发明的有益效果是:本发明提供了一种ti6al4v钛合金大规格板坯的制备方,从钛合金再结晶理论出发,开坯后,在相变点以下进行大变形拔长,之后在相变点以上进行镦粗,解决了反复镦拔造成变形不均匀性加剧的问题,又能充分实现组织再结晶细化。此外,从钛合金锻造操作技术出发,在相变点下成形锻造时采取双操作机、小变形量直拔锻造,有效保证了板坯不同位置变形的均匀性,从而提高了板坯组织均匀性。采用本加工方法能生产出满足国际宇航标准要求的ti6al4v钛合金大规格板坯,具有良好的组织和力学性能一致性,生产效率高、成品率高、加工成本低,适用于工业化批量生产,可用于直接机加零件或模锻成形。
附图说明
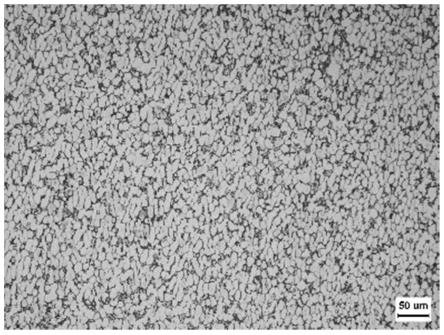
22.图1是本发明实施例1制备的170
×
430
×
1800mm大规格板坯显微组织图;
23.图2是本发明实施例2制备的170
×
630
×
2800mm大规格板坯显微组织图。
具体实施方式
24.下面结合附图和具体实施方式对本发明进行详细说明。
25.本发明ti6al4v钛合金大规格板坯的制备方法,具体包括以下步骤:
26.步骤1,相变点以上开坯锻造
27.铸锭开坯第1火加热温度选择1100℃~1200℃,两镦两拔后空冷,锻比控制在3.0~6.0之间,第2火加热温度选择1030℃~1100℃之间,一镦一拔后空冷,锻比控制在3.0~
6.0之间。锻造空冷后打磨清除坯料表面裂纹。
28.步骤2,相变点以下对角拔长锻造
29.将经步骤1开坯锻造后的坯料进行相变点以下对角拔长锻造,加热温度选择相变点以下30℃~60℃,共对坯料进行2火次的对角拔长锻造,第1火次锻造比控制在2.0~5.0之间,第2火次锻造比控制在2.0~5.0之间,锻造后均采用空冷,并在空冷后打磨清除坯料表面裂纹。
30.步骤3,相变点以上镦粗锻造
31.将经步骤2对角拔长锻造完成后的坯料进行相变点以上镦粗锻造,加热温度在相变点以上30℃~60℃,共对坯料进行2火次镦粗锻造,第1火次锻造比控制在2.0~5.0之间,第2火次锻造比控制在2.0~5.0之间,锻后采用水冷,并在水冷到室温后打磨清除坯料表面裂纹及氧化皮。
32.步骤4,相变点以下直拔锻造
33.将经步骤3镦粗锻造完成后的坯料进行相变点以下直拔锻造,加热温度在相变点以下30℃~60℃,共对坯料进行4火次直拔锻造,前3火次锻比控制在2.0~4.5之间,最后1火锻比控制在1.5~4.5之间,锻后均采用空冷。
34.实施例1
35.步骤1,相变点以上开坯锻造
36.选择φ920mm的ti6al4v钛合金铸锭,共进行两火次开坯锻造,第1火次加热温度选择1170℃,加热保温540min后出炉,两镦两拔锻造后空冷,锻比4.5,第2火次为1100℃,加热保温420min后出炉,一镦一拔锻造后空冷,锻比3.5。锻造空冷后打磨清除坯料表面裂纹。
37.步骤2,相变点以下对角拔长锻造
38.加热温度选择940℃,对坯料进行2火次对角拔长锻造,第1火次加热保温480min后出炉,锻造比控制在2.5,第2火次加热保温450min后出炉,锻造比控制在2.0,锻造后均采用空冷,并在空冷后打磨清除坯料表面裂纹。
39.步骤3,相变点以上镦粗锻造
40.加热温度选择1030℃,对坯料进行2火次镦粗锻造,第1火次加热保温360min后出炉,锻造比控制在2.5,第2火次加热保温60min后出炉,锻造比控制在2.0,锻后采用水冷,并在水冷到室温后打磨清除坯料表面裂纹及氧化皮。
41.步骤4,相变点以下直拔锻造
42.加热温度选择940℃,对坯料进行4火次直拔锻造,前3火次锻比控制在2.0,最后1火锻比控制在1.5,始锻温度≥800℃,终锻温度≥700℃,锻后均采用空冷。
43.最终制备出170
×
430
×
1800mm的ti6al4v钛合金大规格优质板坯,
44.实施例2
45.步骤1,相变点以上开坯锻造
46.选择φ920mm的ti6al4v钛合金铸锭,共进行两火次开坯锻造,第1火次加热温度选择1150℃,加热保温720min后出炉,两镦两拔锻造后空冷,锻比5.0,第2火次为1080℃,加热保温450min后出炉,一镦一拔锻造后空冷,锻比3.0。锻造空冷后打磨清除坯料表面裂纹。
47.步骤2,相变点以下对角拔长锻造
48.加热温度选择950℃,对坯料进行2火次对角拔长锻造,第1火次加热保温600min后
出炉,锻造比控制在3.0,第2火次加热保温450min后出炉,锻造比控制在2.5,锻造后均采用空冷,并在空冷后打磨清除坯料表面裂纹。
49.步骤3,相变点以上镦粗锻造
50.加热温度选择1050℃,对坯料进行2火次镦粗锻造,第1火次加热保温390min后出炉,锻造比控制在2.0,第2火次加热保温120min后出炉,锻造比控制在2.0,锻后采用水冷,并在水冷到室温后打磨清除坯料表面裂纹及氧化皮。
51.步骤4,相变点以下直拔锻造
52.加热温度选择950℃,对坯料进行4火次直拔锻造,前3火次锻比控制在1.8,最后1火锻比控制在1.5,始锻温度≥800℃,终锻温度≥700℃,锻后均采用空冷。
53.最终制备出170
×
630
×
2800mm的ti6al4v钛合金大规格优质板坯。
54.图1是本发明实施例1的制备的规格为170
×
430
×
1800mm板坯显微组织图,可以看出板坯无明显的冶金缺陷,组织均匀,呈模糊晶;显微组织为典型的等轴和条状初生α相组织,各个位置均匀性和一致性良好。对锻坯的三个方向测试其室温拉伸性能,结果如表1,可以看出三个方向的各项性能均差异较小。
55.表1 ti6al4v钛合金大规格板坯(170
×
430
×
1800mm)室温拉伸性能
[0056][0057]
图2是本发明实施例2经过本工艺锻造制备出规格为170
×
630
×
2800mm板坯的高倍显微组织图,可以看出低倍无明显的冶金缺陷,组织均匀,呈模糊晶;显微组织为典型的等轴组织,组织均匀性和一致性良好。对锻坯长度方向三个位置,每个位置三个测试方向,测试其室温拉伸性能,结果如表2,可以看出三个方向的各项性能均差异较小。
[0058]
表2 ti6al4v钛合金大规格板坯(170
×
630
×
2800mm)室温拉伸性能
[0059][0060]
以上描述了本发明的基本原理、主要特征以及本发明的优点,本行业的专业技术人员应该了解,本发明不受上述实施方式的限制,上述实施方式中描述的只是本发明的原理,在不脱离本发明的精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都将落入要求保护的本发明范围内,本发明要求的保护范围由所附的权利要求书及其等
效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1